Известны станки для заправки и обжима рамочных замков кожгалантерейных изделий, содержащие станину, электродвигатель, цилиндрический пазовый кулачок, нож и стол.
Предлагаемый станок более производителен и может быть использован при большом ассортименте изделий с различной формой замков. Для этого станок снабжен поворотным столом с подпружиненными упорами, поворотным ножом для заправки прямых участков и углов, муфтами с поворотной шпонкой, поочередно или синхронно включающими рабочие органы.
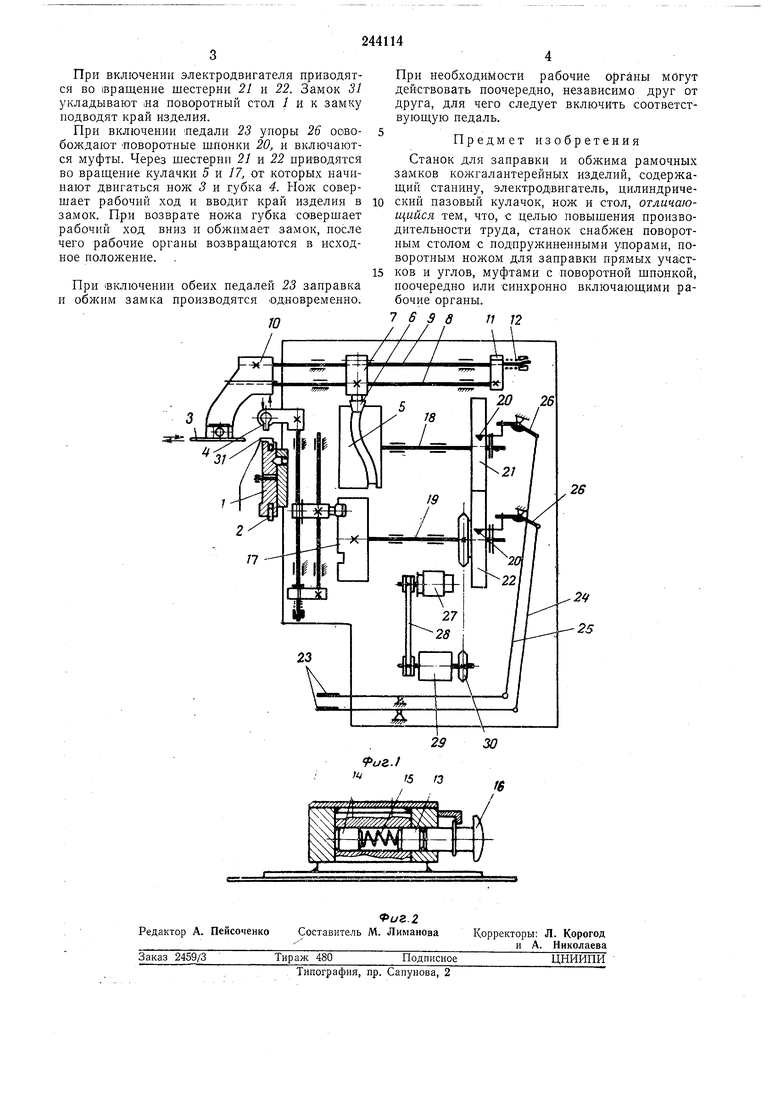
Па фиг. 1 представлена кинематическая схема предложенного станка; на фиг. 2 - поворотный нож, разрез.
На станине станка смонтированы iBce рабочие органы - поворотный стол 1 с подпружиненными упорами 2, поворотный нож 3, приспособленный для заправки прямых участков изделий и углов, губка 4 для обжима замка после заправки в него изделия.
Поворотный нож имеет две рабочие грани и может поворачиваться на 180°С. Он соверщает возвратно-поступательное движение в горизонтальной плоскости от цилиндрического пазового кулачка 5 через ролик 6, который закреплен «а ползуне 7. Ползун закреплен на скалке 8 и перемещается относительно тяги 9, на. которой смонтирован кронщтейн 10 поворотного ножа. Усилие от кулачка 5 пepeдйef ся через ролик 6, ползун 7, скалку 8, упор 11 и пружину 12 тяге 9 с ножом. Нож фиксируется при помощи сухари{йв 13 и 14, пружины
15 и кнопки 16. Сухарик 13 помещен в отверстии ножа и кронштейна и фиксирует положение ножа относительно кронштейна. При нажиме на кнопку 16 сухарик 13 утапливается, нож поворачивается на 180° вокруг оси под
действием пружины /5, в отверстие кронштейна заскакивает сухарик 14.
Губка 4 для обжима замка совершает возвратно-поступательное движение в вертикальной плоскости от кулачка 17. Кулачок 5 привода ножа и кулачок 17 привода губки закреплены на валах 18 и 19, каждый из которых снабжен муфтами с поворотной шпонкой 20, встроенной в шестерни 21 и 22 зубчатой цилиндрической пары. Муфты со шпонками
включаются педалями 23 через тяги 24 и 25 и упоры 26.
Такая конструкция позволяет приводить в движение рабочие органы поочередно или синхронно.
Привод станка осуществляется от электродвигателя 27 через клиноременную передачу 28, червячный редуктор 29 н цепную передачу 30.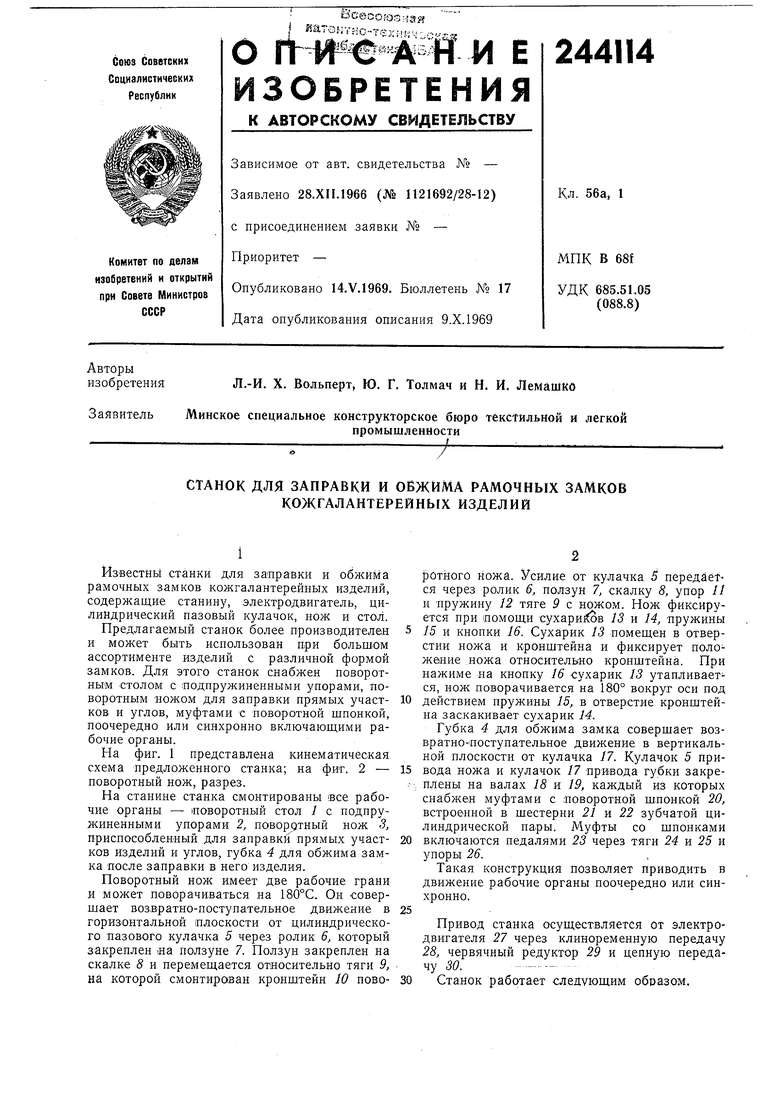
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАПРАВКИ И ОБЖИМА РАМОЧНЫХ'ЗАМКОВ КОЖГАЛАНТЕРЕЙНЫХ ИЗДЕЛИЙ | 1967 |
|
SU190772A1 |
| Делительный станок | 1978 |
|
SU704791A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Станок для печатания фабричной марки, например, на меховых шкурках | 1957 |
|
SU114174A1 |
| Станок для намотки волновых обмоток статоров электрических машин | 1989 |
|
SU1791914A1 |
| Бондарно-обручной станок | 1986 |
|
SU1412952A1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| СТАНОК ДЛЯ УСТАНОВКИ СКОБОК ПО КРАЮ КОЖГАЛАНТЕРЕИНОГО ИЗДЕЛИЯ | 1968 |
|
SU211312A1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| Установка для термической обработки полых цилиндрических деталей | 1983 |
|
SU1252360A1 |
