Известны способы соединения термопластичных пластмассовых деталей, например трубок, включающие операцию помещения на одну из соединяемых поверхностей металлической арматуры с последуюпдим разогревом ее токами высокой частоты в собранном положенни деталей.
Эти способы не обеспечивают достаточной прочности и герметичности соединения, так как помещаемая между соединяемыми поверхностями деталей арматура, например мехапическая перфорированная лента, препятствует соприкосновению свариваемых поверхностей.
Предложенный способ отличается тем, что применяют арматуру из пружинящих материалов и помеп1,ают ее с натягом на одну из соединяемых деталей с носледуюол,им предварительным разогревом в иоле токов высокой частоты для внедрения ее в тело детали. При этом арматуру помещают, растягивая ее, на наружную поверхность теплообменной трубки, или помещают, сжимая ее, в отверстие трубной доски.
При осуществлении способа в трубки вставляют конусообразный стержень из ненагреваемого токами высокой частоты материала и перемещают его вдоль оси трубок для создания давления между соединяемыми новерхностямн деталеГ.
Этот способ обеспечивает повышенне прочности и герметичности соединения, так как в собранном положении соединяемых деталей арматура находится в теле одной из деталей
и не препятствует плотному соприкосновению соединяемых поверхностей.
Па фиг. 1-3 показано положение соединяемых деталей на различных стаднях ocynj,ecTвления снособа.
Для соединения трубной доски / с теплообменной трубкой 2 на последнюю помещают металлическую арматуру 3. Арматура может быть в виде сннральной нружины из топкой стальной проволоки или в виде перфорированной ленты пли сетки из пру/кпнящего материала. Паружпый диаметр арматуры делают равным наружному диаметру трубкп. Арматуру несколько растягивают, помещая ее на конец трубки. Затем конец с арматурой вноСЯ1 в ноле высокой частоты. Арматура нагревается и, принимая свой первоначальный размер, вплавляется в стенку трубки. После этого конец трубки вставляют с тугой посадкой в отверстие трубной доски и снова вносят в
поле токов высокой частоты. Происходит вгоричный нагрев витков и очень быстрая сварка соединяемых деталей.
При соединении тонкостенной трубки, когда нежелательно ослаблять стенку ее оплавлече. Внутренний диаметр арматуры делают равным диаметру отверстия трубной доски. Арматуру помещают, сжимая ее, в отверстие трубной доски и вносят в поле токов высокой частоты. Арматура, нагреваясь, вплавляется в стенку отверстия трубной доски, принимая свой первоначальный размер. Затем в отверстие вставляют трубку-и производят окончательный нагрев арматуры и сварку соединяемых деталей. Для того, чтобы конец трубки не сужался при сварке и для уплотнения сварного шва, в конец трубки вставляют конусообразный стержень из ненагреваемого токами высокой частоы материала и перемеп ают его вдоль оси трубки.
Предмет изобретения
1. Способ соединения термопластичных пластмассовых деталей, например полиэтиленовы.х теплообменных трубок струбной доской теплообменника, включающий операцию
помещения на одну из соединяемых поверхностей металлической арматуры с последующим разогревом ее токами высокой частоты в собранном положении деталей, отличающийся тем, что, с целью повышения прочности и герметичности соединения, применяют арматуру из прул инящих Материалов и помещают ее с натягом на одну из соединяемых деталей с последующим предварительным разогревом в
поле токов высокой частоты для внедрения ее в тело детали.
2. Способ по п. 1, отличающийся тем, что арматуру помещают, растягивая ее, на наружную поверхность теплообменной трубки.
3. Способ по п. 1, отличающийся тем, что арматуру помещают, сжимая ее, в отверстие трубной доски.
4. Способ по пи. 1-3, отличающийся тем, что в трубки вставляют конусообразный стержень из ненагреваемого токами высокой частоты материала и неремещают его вдоль оси трубок для создания давления между соединяемыми поверхностями деталей.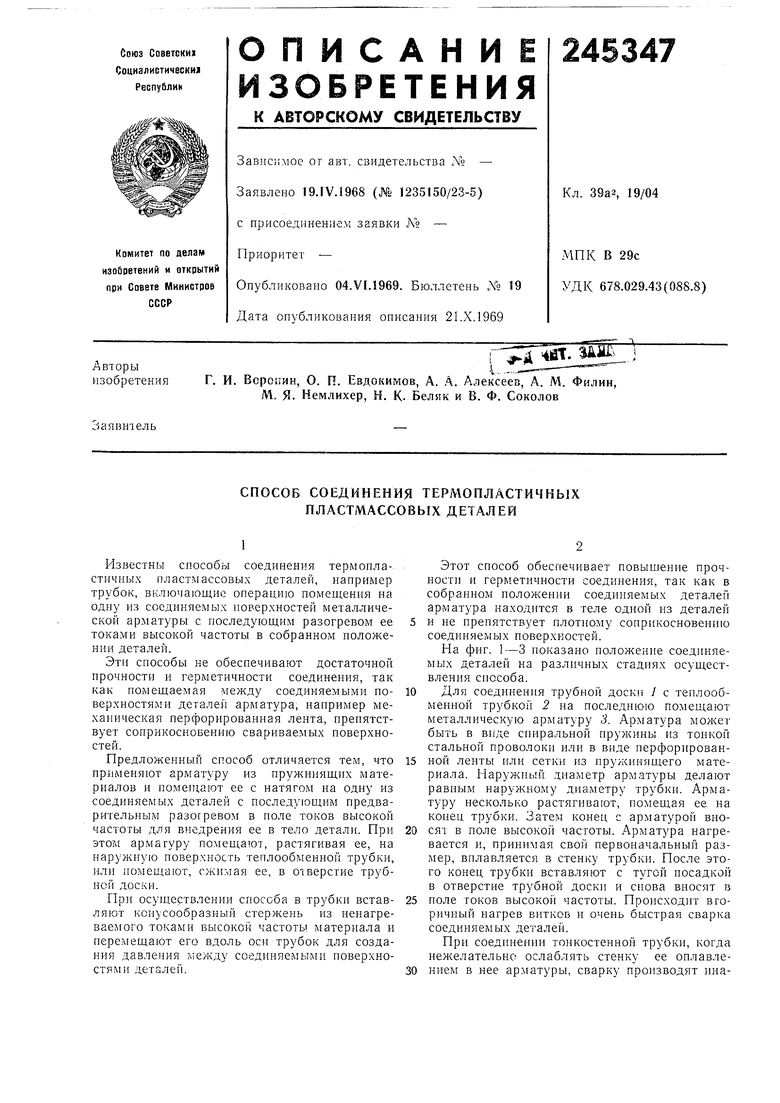
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ КАПИЛЛЯРНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА ПАЛЛАДИЯ В ТРУБНОЙ ДОСКЕ АППАРАТА | 1991 |
|
RU2027568C1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА, ТРУБЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2007 |
|
RU2347657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ДОСКИ ПЛАСТМАССОВОГО ТЕПЛООБМЕННИКА | 1972 |
|
SU356154A1 |
| СПОСОБ СОЕДИНЕНИЯ ПАКЕТА ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586176C2 |
| Способ изготовления трубчатого теплообменника | 1976 |
|
SU648309A1 |
| Способ крепления труб в трубных досках теплообменника | 1985 |
|
SU1302130A1 |
| ТЕПЛООБМЕННИК | 2008 |
|
RU2386095C2 |
| ПЛЕНОЧНЫЙ ИСПАРИТЕЛЬ | 2004 |
|
RU2257246C1 |
| Способ изготовления трубных пучковМОдульНыХ ТЕплООбМЕННиКОВ | 1979 |
|
SU837681A1 |
| Установка для высокочастотной обработки | 1974 |
|
SU518307A1 |
