Известна установка, содержащая горизонтально-ковочную машину, нагреватель и механизмы продольного и поперечного перемещения длинномерных заготовок. Однако на ней невозможно изготовление длинномерных заготовок малой жесткости, так как заготовка в процессе продольного перемещения не находится в одних и тех же пазах подающего устройства.
Предлагаемая установка отличается от известных тем, что, с целью автоматизации технологического цикла, между коленчатым валом горизонтально-ковочной мащины и механизмом поперечного перемещения заготовок встроено устройство многократной выдержки заготовки в одном ручье щтампа. Механизм поперечного перемещения заготовок выполнен в виде системы поворотных дисков и снабжен гребенкой для фиксации заготовки в ручье, установленной па подвижной матрице, неподвижными копирами, установленными на горизонтально.-ковочной мащине, и выталкивателем заготовок из ручьев неподвижной матрицы, а механизм продольного перемещения заготовок выполнен в виде системы приводных и пеприводных роликов.
Для облегчения продольного перемещения заготовок поворотные диски выполнены с пазами, образованными радиально расположенными роликами, имеющими возможность враЩаТёлЬНогО Движения относительно их Продольной оси.
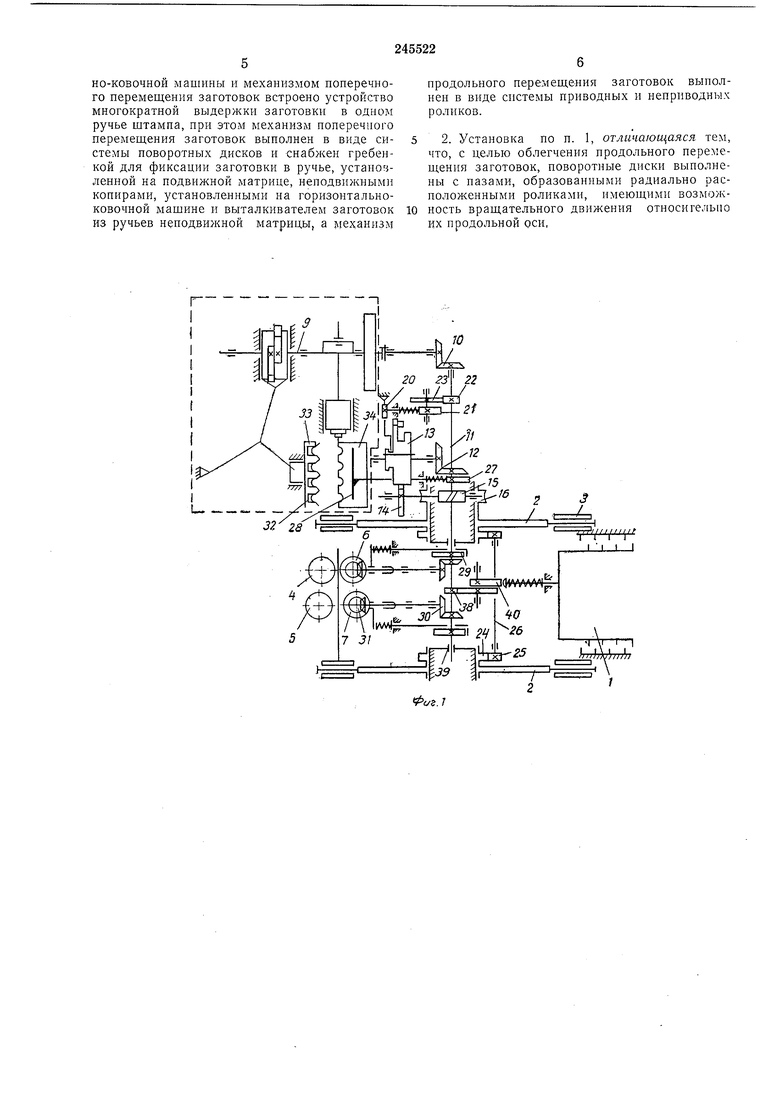
На фиг. 1 дана кинематическая схема установки; на фиг. 2 - схема движения заготовок, па фиг. 3 - мальтийский механизм в двух положениях: а - кривощип передает вращениемальтийскому кресту, б - кривощип сдвинут относительно креста и не передает ему вращение; на фиг. 4 - ввод и вывод заготовки в
ручьи матриц штампа.
Установка для изготовления длинномерных заготовок малой жесткости состоит из горизонтально-ковочной мащины, нагревателя и устройства для перемещения заготовок.
Устройство для перемещения заготовок А содержит флажковый загрузочный транспортер / (па фиг. 1 показаны только подвижные оси флажков-собачек), механизма поперечного перемещения заготовок, выполненного в виде поворотных дисков 2 с расположенными по периферии роликами 3, облегчающими продольное перемещение заготовки, механизмов продольного перемещения заготовок в виде неприводных роликов 4 и 5 с неподвижными осями и приводных роликов 6 и 7, служащих для продольного перемещения заготовки. .Нагреватель 8 (см. фиг. 2) имеет дуговую щель, радиус дуги которой равеи радиусу поворотных дисков 2. Поворотные диски связаны с колеишины (см. фиг. 1) через коническую передачу 10, распределительный вал //, коническую передачу 12, мальтийский механизм 13, 14 и червячную передачу 15, 16. Мальтийский механизм включают в кинематическую цепь для сообщения дискам прерывистого двил.ения с остановками и, кроме того, он выполняет функцию механизма отключения поворотных дисков от распределительного вала. С этой целью, как пример исполнения, стопорный диск 17 (см. фиг. 3) кривошипа мальтийского механизма, кроме обычного выреаа 18 под проход мальтийского креста 14, имеет и сплошной участок, служащий для запирания креста на полный оборот. Кривошип на своем валу укреплен на шпонке 19 и может перемещаться вдоль оси вилкой 20, управляемой сменным кулачком 21 (см. фиг. 1), получающим вращение от распределительного вала // через сменные шестерни 22 и 23, передаточное отношение которых, как и профиль кулачка 21, зависит от технологического цикла. Поворотные диски 2 жестко связаны .между собой зубчатыми колесами 24 и 25 и валом 26. На распределительном валу // находится кулачок 27, сообщающий возвратно-поступательное движение сталкивателю 28, который выводит заготовки из ручьев неподвижной матрицы, а также кулачки 29, перемещающие ролики 5 и 7. Вращение эти ролики получают через конические пары шестерен 30 и 31 также от распределительного вала 11. Направляющая гребенка 32, служащая для точного совмещения заготовок с ручьями матриц, укреплена на подвижной матрице 35 и при смыкании матриц перекрывает неподвижную матрицу 34 или входит в предусмотренный для этой цели паз в последней. Копир 35 (см. фиг. 4) направляет заготовку в межматричное пространство при повороте дисков 2. Копир 36 ограничивает продольное перемещение заготовок, а копир 37 (см. фиг. 2) удерживает заготовки от выпадания из пазов, находящихся на нижней половине дисков 2. Шестерни 38 и 39 (см. фиг. 1) связывают кулачок 40 привода флажкового транспоргера / с распределительным валом 11. Установка работает следующим образом. Заготовка поступает на флажковый транспортер 1. Продвигаясь вдоль него, она попадает в паз между роликами 3 дисков 2. Там заготовка перемещается по дуге и ее конец заданной длины проходит через дуговую щель нагревательного устройства 8. Заготовка с концом, нагретым под высадку, направляется копиром 35 в межматрцчное пространство горизонтально-ковочной машины. За один оборот коленчатого вала 9 подвижная матрица 33 смыкается с неподвижной 34 и зажимает заготовку. После удара пуансона по заготовке матрица разжимается. Во время движения подвижной матрицы 33 влево сталкиватель 28 под действием кулачка 27 выведет заготовку из неподвижной матрицы 34, затем диски повернутся на один шаг, равный расстоянию между ручьями штампа. При повороте дисков 2 заготовка переместится на уровень следующего ручья, а при двилсении матрицы 33 направляющая гребенка 32 точно установит заготовку против ручья неподвижной матрицы. Смыкаясь, матрицы замкнут заготовку. Попадая в межматричное пространство, заготовка одновременно попадает между роликами 4 и 6. Под действием кулачка 29 ролики сомкнутся и до смыкания матриц продвинут заготовку вдоль оси до упора горизонтальноковочной машины. Заготовка полностью выдвинется из разъема горизонтально-ковочной машины роликами 5 и 7, вращающимися в направлении, противоположном вращению роликов 4мб. Далее заготовка с высаженным концом переместится вдоль копира 37. В некоторых технологических схемах штамповки (например, штамповки заготовок насосных штанг) предусматривается два или три удара пуансона по заготовке, находящейся в первом ручье. Так как один удар пуансона происходит за один оборот коленчатого и распределительного валов, то необходимо, чтобы диски 2 оставались неподвижными при соответствующих оборотах распределительного вала. Например, штамповка заготовки произвддится в четырехручьевом штампе, причем в первом ручье по заготовке надо нанести два удара пуансоном. Сменные шестерни 22 и 23 в этом случае имеют передаточное отношение 1: 5, а сменный кулачок 21 имеет выступ на 1/5 длины окружности. После первого оборота шестерни 22 шестерня 23 сделает Va оборота, а кулачок 21 через рычаг 20 передвинет кривошип мальтийского механизма (см. фиг. 3) влево и палец кривошипа не войдет в паз мальтийского креста 14. Стопорный диск кривощипа 17 на части толщины не имеет выреза под проход мальтийского креста. Поэтому мальтийский крест останется зафиксированным. Во время следующего оборота кривощипа кулачок 21 (см. фиг. 1) передвинет его вправо и палец кривошипа войдет в паз мальтийского креста 14, провернет его. Крест 14 сидит на одном валу с червяком 15. Червяк 15 провернет червячное колесо 16 и соответственно диск 2на один щаг. Любая другая схема щтамповки может быть получена соответствующей установкой шестерен 22 vi 23 я заменой кулачка 2/, Предмет изобретения 1. Установка для изготовления длинномерных заготовок преимущественно малой жесткости, например .насосных штаиг, содержащая горизонтально-ковочйую мащину с подвижной и неподвилшой матрицами, нагреватель и механизмы продольного и поперечного перемещения заготовок, кинематически связанные с приводом указанной машины, отличающаяся тем, что, с целью автоматизации технологического
но-ковочной машины и механизмом поперечного перемещения заготовок встроено устройство многократной выдержки заготовки в одном ручье штампа, при этом механизм поперечного перемещения заготовок выполнен в виде системы поворотных дисков и снабжен гребенкой для фиксации заготовки в ручье, устаночленной на подвижной матрице, неподвижными копирами, установленными на горизонтальноковочной машине и выталкивателем заготовок из ручьев неподвижной матрицы, а механизм
продольного перемещения заготовок выполнен в виде системы приводных и неприводных роликов.
2. Установка по п. 1, отличающаяся тем, что, с целью облегчения продольного перемещения заготовок, поворотные диски выполнены с пазами, образованными радиально расположенными роликами, имеющими возможность вращательного движения относительно их продольной оси,
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU294416A1 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| БИБЛИОТЕКА | 1973 |
|
SU368696A1 |
| УСТРОЙСТВО для МОНТАЖА ВЕНТИЛЯ НА РУКАВЕ ПНЕВМАТИЧЕСКОЙ КАМЕРЫ | 1973 |
|
SU374198A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Устройство для обработки кулачков | 1979 |
|
SU795753A1 |
| Автомат для сборки и сварки элементов электрических разъемов | 1978 |
|
SU780999A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФОРМЫ СТРОЧКИ ШВЕЙНОЙ МАШИНЫ "ЗИГЗАГ" | 1990 |
|
RU2023086C1 |


2
ч V I ,„.„,.
fl ГГГЛ// f/f//
-iM г
/4-J
J5
ЗЬ
III
-г
БЁЕЭ
иг
