Известно устройство для автоматического ГюБорота деталей относительно иглы швейной машины, содержаш;ее два кольца для зажима изделия, датчик контроля края деталей и исполнительный механизм. В качестве исполнительного механизма в нем применены серводвигатели, которые имеют сложную конструкцию и не надежны в работе устройства.
Предлагаемое устройство отличается от известных тем, что исполнительный механизм выполнен в виде управляемой пневмодатчиком нневмогндравлической системы, имеющей сильфон, жестко соединенный со штоком, обеспечиваюш,им подачу масла в полости гидроцилиндра. Поршень последнего кинематически связан с онорным корпусом, который поворачивает кольцо. Это отличие способствует повышению надежности работы предлагаемого устройства.
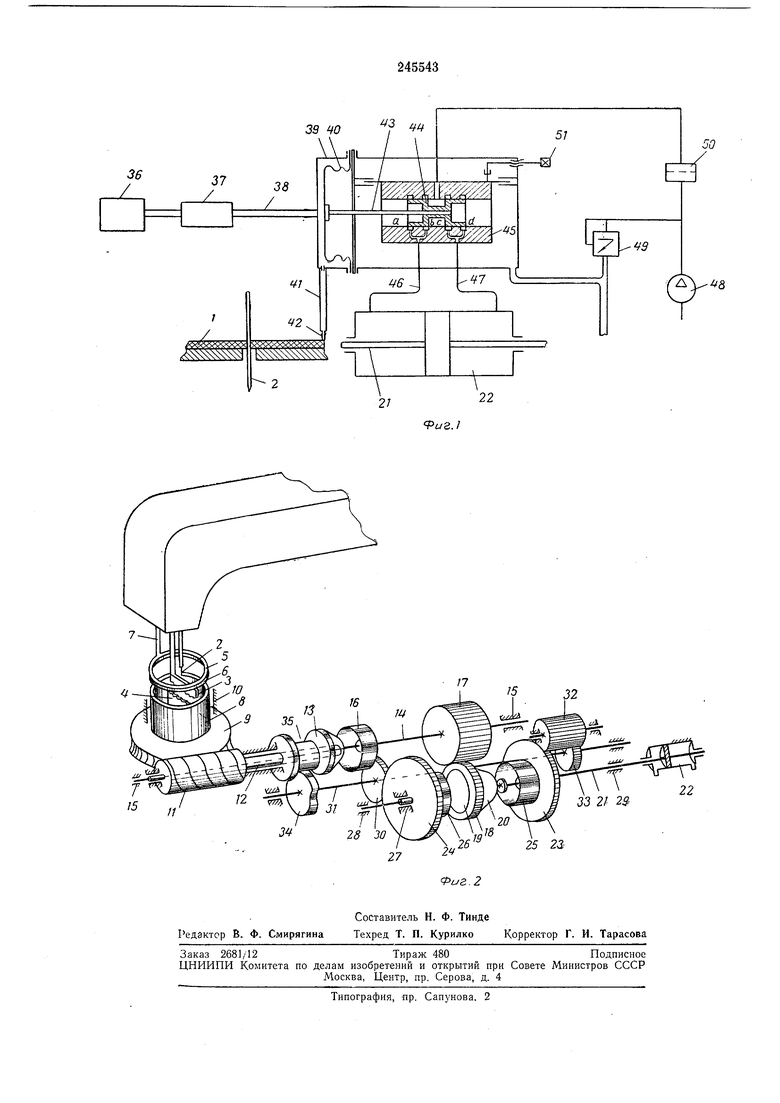
На фиг. 1 изображена пневмогидравлическая система предлагаемого устройства; на фиг. 2 - его гидромеханическая схема.
При работе на швейной машине обрабатываемая деталь 1 нолучает прямолинейное движение и автоматический поворот относительно иглы 2 машины при кривизне края детали.
зубчатой гребенки 4 и иглы 2. В процессе работы лапка с иглой онускается, гребенка 4 поднимается и вместе с лапкой перемещает материал на величину стежка.
Приспособление для поворота детали cov держит два прижимных кольца 5 и 6. Верхнее кольцо 5 жестко связано со стойкой 7, а нижнее кольцо 6 может относительно верхнего свободно поворачиваться. Прижимной
механизм совершает вертикальное перемещение от стойки 7; которая кинематически связана с ланкой 3, и в момент, когда ланка 3 поднимается, стойка 7 опускается и прижимает кольцо 6 к детали. Кроме того, приспособление включает в себя корпус 8 с червячным колесом Я жестко посаженным на корпус. Корпус 8, выполненный в виде стакана, расположен в направляющих 10 и не перемещается в вертикальном направлении. Для
лучшего сцепления с материалом детали корпус 9 выполнен с рифленой торцовой поверхностью или последняя может быть покрыта фрикционным материалом. С червячным колесом 9 сцепляется червяк
1-1, ступица 12 которого имеет щлицевое соединение с конической полумуфтой 13. Червяк // свободно посажен на вал 14 в подшипнике 15. С этим валом жестко соединена коническая полумуфта 16 и зубчатое колесо 17,
На торцах последней расположены конические полумуфты 19 и 20. Шестерня 18 свободно сидит на штоке 21 гидроцилиндра 22. Шток 21 проходит через зубчатые колеса 23 и 24 с коническими полумуфтами 25 и 26. Ступица колес 23 и 24 находится в направляющих 27, а сам шток 21 - в направляющих 28 н 29. Зубчатое колесо 24 через щестерню 30 соединено с распределительным валом 31, который кинематически связан с главным валом машины. Зубчатое колесо 23 также связано с валом 31 через наразитное колесо 32 и шестерню 33. Таким образом, колеса 23 и 24 получают вращение от вала 31 в противоположных направлениях.
На вал 31 посажен кулачок 34, который входит в паз 35 нолумуфты 13 и сообщает ей осевое перемещение по ступице 12 червяка 11.
Корпус 8 приспособления для поворота детали получает поворот только в момент нахождения иглы 2 над деталью. Синхронизация работы корпуса осуществляется полумуфтой 13 и кулачком 34.
При выполнении прямолинейной строчки поршень гидроцилиндра 22 находится в равновесном состоянии, н полумуфты 19 и 20 не входят в сцепление с полумуфтами 25 и 26, щестерня 18 не вращается. Следовательно, колесо 17, полумуфта 16, червяк 11 и корпус 8 также не вращаются.
При наличии кривизны края детали поршень гидроцилиндра перемещается, полумуфты 19 н 20 сцепляются соответственно с полумуфтами 26 и 25, шестерня 18 приводит во вращение зубчатое колесо 17 н вместе с ним вал 14. Когда полумуфта 13 под действием кулачка 34 сцепляется с полумуфтой 16, что происходит в момент нахождения иглы 2 над деталью, червяк 11 поворачивает корпус 8 с зажатой между ним и прижимными кольцами 5 и 5 деталью относительно иглы щвейной мащины.
Автоматический поворот детали происходит при помощи исполнительного механизма. Последнее состоит из фильтра .36 для очистки воздуха и редуктора 37 давления, соединенных шлангом 38 с пневмодатчиком 39, у которого имеется снльфон 40. Пневмодатчик трубкой 41 соединен с датчиком контроля края детали, выполненного в виде сопла 42, установленного над краем детали 1 на расстоянии от иглы 2, соответствующем расстоянию строчки от края.
Подвин ное дно сильфона 40 штоком 43 связано с золотником 44, перемещаемым в корпусе 45, который имеет четыре отверстия а, Ь, с, d, предназначенные для распределения масла из магистрали в правую или левую полости гидроцилиндра 22 по трубопроводам 46 и 47. Нагнетательная магистраль включает насос 48, предохранительный клапан 49 и фильтр 50. Винт 51 предназначен для установки корпуса 45 на нуль.
Во время работы воздух из системы пита5 ПИЯ через фильтр 36, редуктор 37, щланг 38, Пневмодатчик 39 и трубку 4.1 устремляется через сопло 42 наружу.
В процессе шитья деталь / продвигается под иглой 2 (перпендикулярно плоскости чер10 тежа). Если расстояние между строчкой и краем детали соответствует установленному, то отверстие сопла 42 перекрыто примерно наполовину и в пневмодатчике 39 устанавливается давление, которое поддерживает под15 вижное дно сильфона 40 в определенном положении, обеспечивая через шток 43 такое положение золотника 44, при котором отверстия & и с перекрыты, и масло, нагнетаемое насосом 48, не попадает в гидроцилиндр 22, 0 а полностью сливается. Вследствие этого давление в полостях гидроцилиндра 22 отсутствует, муфты гидромеханической системы, как указано выше, разомкнуты, и приспособление для поворота детали отключено. 5 При подходе к игле 2 кривизны края детали степень перекрытия сопла 42 изменяется. Например, при увеличении перекрытия давление в пневмодатчике 39 увеличивается, сильфон 40 сжимается и через щток 43 перемеща0 ет золотник 44 вправо (по чертежу), в результате чего открываются отверстия а и с и соединяют правую полость гидроцилиндра с магистралью, а левую - со сливом. Поршень гидроцилиндра начинает двигаться влево, за5 мыкая муфту, которая через поворотное приспособление новорачивает корпус 8 и вместе с ним деталь / в сторону уменьшения перекрытия сопла 42 до тех пор, пока расстояние мелсду строчкой и краем детали будет соот0 ветствовать установленному. При этом сильфон 40 распрямляется и ставит золотник 44 в нейтральное положение.
Аналогично этому происходит перемещение
в иснолнительном механизме и при уменьше5 НИИ перекрытия сопла 42 с автоматическим
поворотом детали до нормального положения.
Предмет изобретения
Устройство для автоматического поворота 0 деталей относительно иглы швейной машины, содержащее два кольца для зажима изделия, датчик контроля края деталей и исполнительный механизм, отличающееся тем, что, с целью повышения надежности работы, исполнительный механизм выполнен в виде управляемой пневмодатчиком пневмогидравлической системы, имеющей сильфон, жестко соединенный со штоком, обеспечивающим подачу масла в полости гидроцилиндра, порщень которого кинематически связан с опорным корпусом, поворачивающим одно кольио.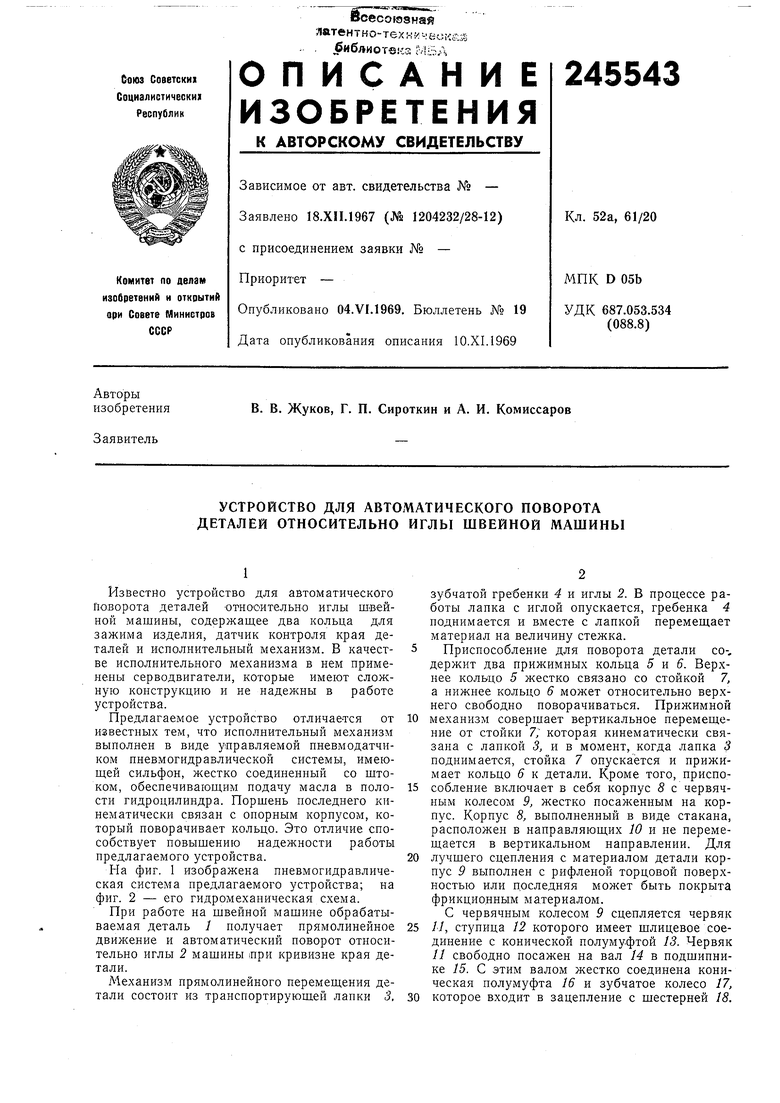
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического поворота детали относительно иглы швейной машины | 1977 |
|
SU687152A1 |
| Устройство для автоматического поворота деталей относительно иглы швейной машины | 1977 |
|
SU672249A1 |
| УСТРОЙСТВО для КОРРЕКЦИИ ПОЛОЖЕНИЯ иглы | 1970 |
|
SU282912A1 |
| ПНЕВМОУСТРОЙСТВО к ШВЕЙНОЙ МАШИНЕ | 1972 |
|
SU328234A1 |
| Устройство для перемещения деталей на швейной машине | 1974 |
|
SU500301A1 |
| Устройство для автоматического поворота обрабатываемой детали относительно иглы швейной машины | 1980 |
|
SU867960A1 |
| Устройство для автоматического поворота деталей относительно иглы швейной машины | 1978 |
|
SU751858A1 |
| Устройство для перемещения деталей по заданному контуру на швейном полуавтомате | 1980 |
|
SU962363A1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕМЕЩЕНИЯ | 1973 |
|
SU380768A1 |