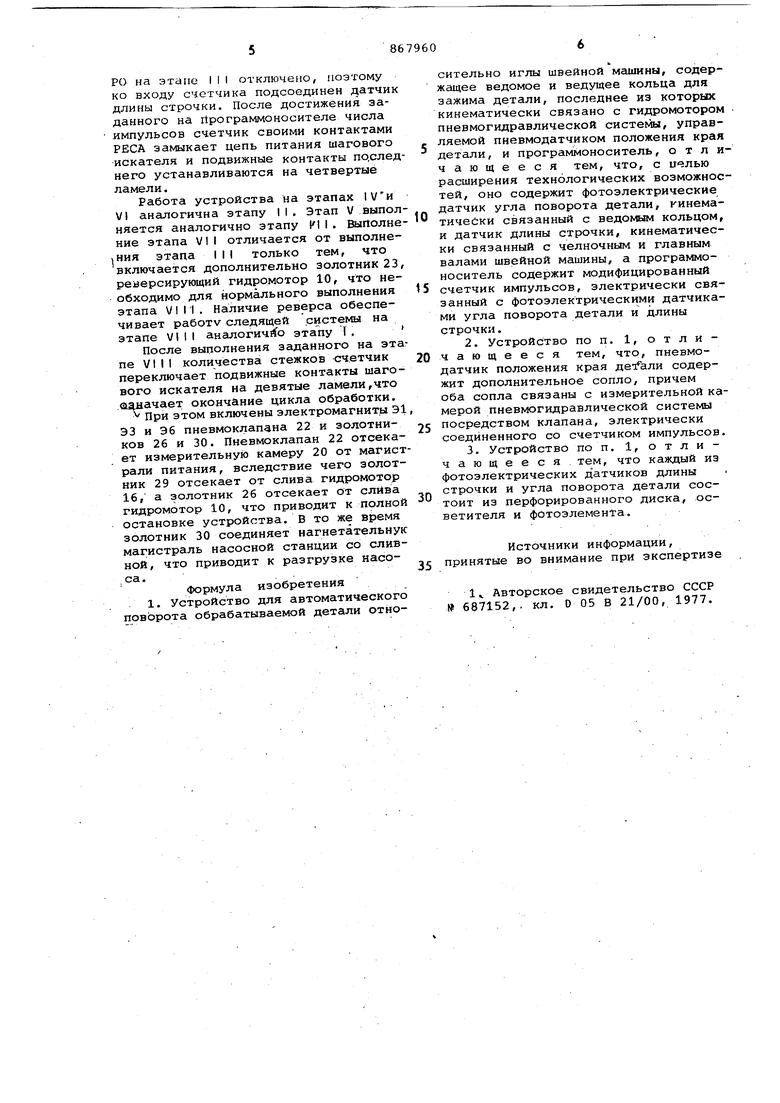
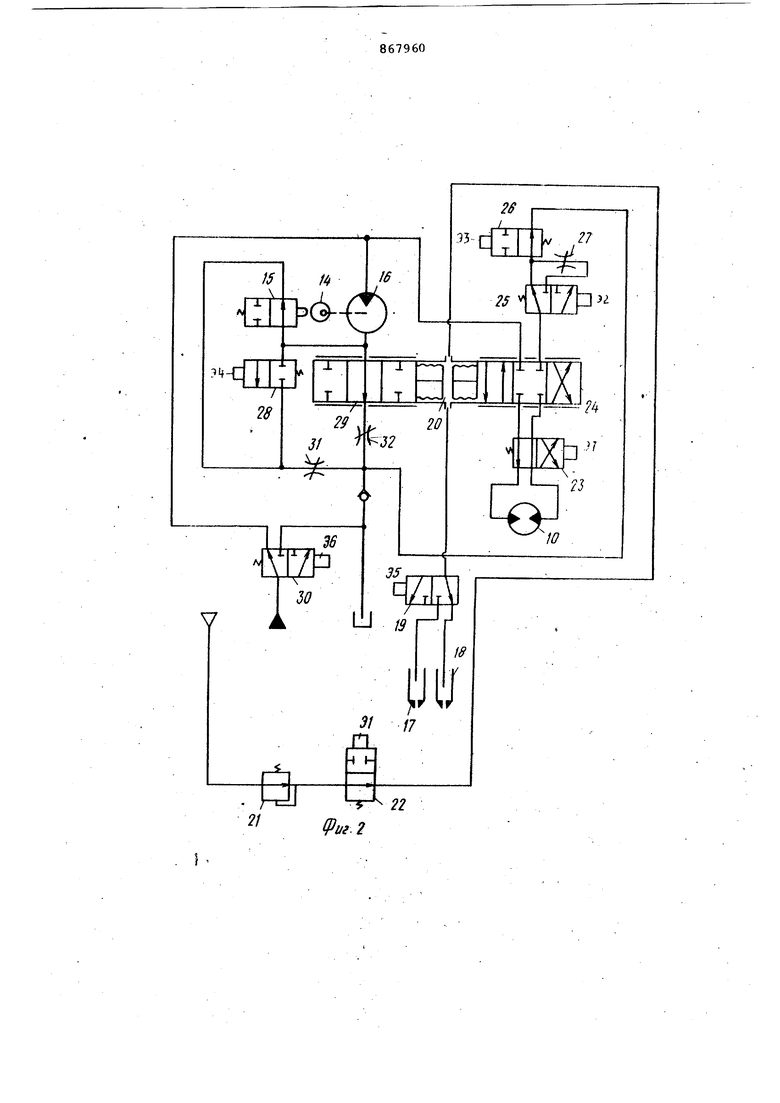
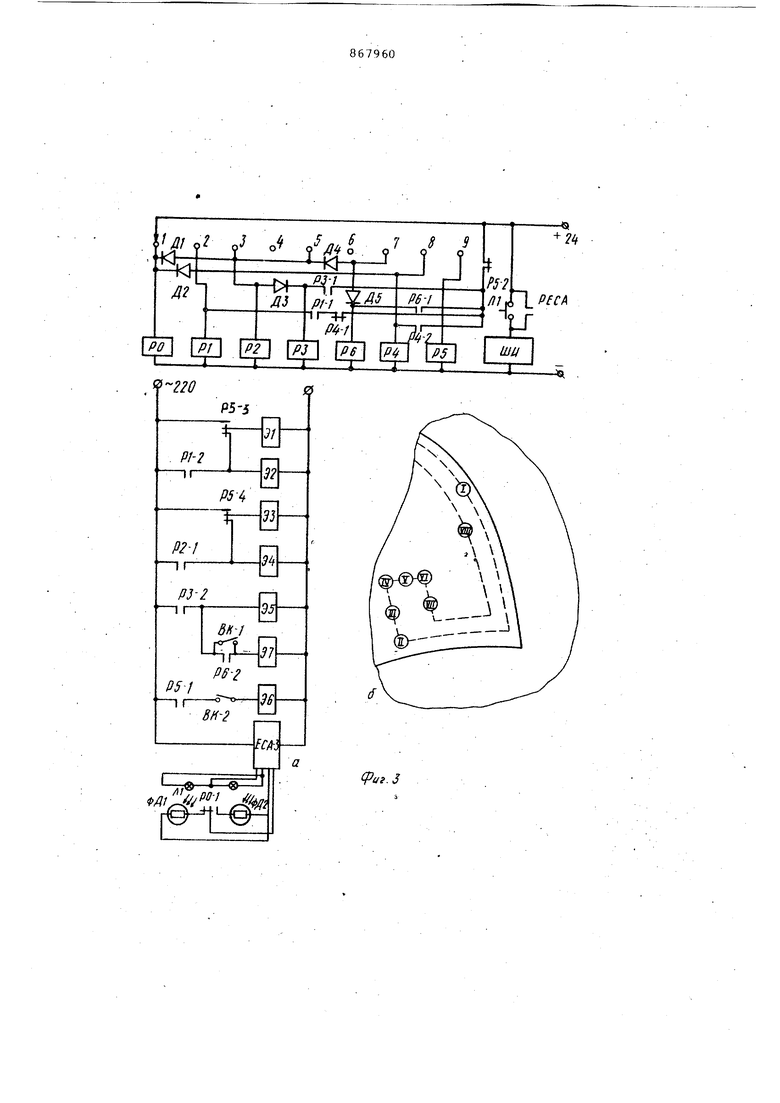
Устройство включает следующие элеенты. На стержне 1 лапки швейной гоовки установлен кронштейн 2, на котором закреплено ведомое кольцо 3. Ведомое кольцо 3 посредством зубчатого ремня 4 связано с перфорированным диском 5 датчика угла поворота детали, который включает, в себя такке осветитель и фотоэлемент 6. Ведущее кольцо 7 несет на себе венец червячного колеса 8, находящегося в эацеплении с червяком У, жестко свяэанным с валом гидромотора 10. На челночном валу швейной головкой установлен перфорированный диск 11 датчика длины строчки, расположенный между осветителем 12 и фотоэлементом 13. На валу вертикального перемещения рейки швейной головки установлен кулачок 14, служащий для управления плунжером позиционного синхронизирующего золотника 15. Главный ваш швейной головки приводится во вращение гидромотором 16. Следящие сопла 17 и 18 подключаются с помощью пневмоклапана 19 к измерительной камере 20 пнсвмодатчика положения края детали. В магистрали питания пневмодатчика установлен регулятор 21 давления и пневмоклапан 22, причем пневмоклапан 22 служит для перекрывания магистрали питания. Гидромотор 10 управляет-t ся золотниками 23-26, а также дросселем 27. Гидромотор 16 управляется золотник,ами 15, 28-30, а также дросселями 31 и 32. Блок программного управления включает реле РО, пре 1назначенное для переключения входа счетчика ЕСА-3 с датчика угла поворота детали на датчик длины строчки, реле Р1-Р4, предназначенные для управления электромагнитами Э1-Э6 золотников и пневмоклапанов, счетчик ЕСА-3, развязывающие диоды.Д1-Д5, шаговый искатель ШИ. Программоноситель пред-. ставляет собой диодную матрицу-дешифратор и отличается от дешифратора счетчика тем, что позволяет менять заданное количество импульсов в программном режиме.
Устройство может выполнять строчку, состоящую из 8-и этапов. Обрабатываемые детали укладываются на поверхность ведущего кольца и прижимаются ведомым кольцом. На матрицепрограммоносителе набирается необходимое число для каждого этапа строчки и производится установка нуля в блоке программного управления Кнопкой 11, в результате чего подвижные контакты шахового искателя устанавливаются на первые ламели. После включения насосной станции начинается отработка первого этапа строчки, причем строчка выполняется эквидистантно краю детали в следящем режи- , ме. Слежение за краем детали осуществляется пневмосоплом 18, что обеспечивает выполнение строчки на расстоянии 1 мм от края детали. Поскольку на первом этапе реле РО включено, оно своими контактами подключает ко входу счетчика фотоэлемент ФД-2 |(.13) датчика длины строчки, следовательно счетчик на первом этапе производит счет стежков. После достижения заданного на программоносителе числа импульсов счетчик своими контактами РЕСА замыкает цепь питания шагового искатеЛя и подвижные контакты последнего устанавливаются на вторые ламели.
Таким образом начинается обработка этапа II строчки, т.е. поворота детали на заданный угол. При этом блок программного управления включает электромагниты Э1 и Э2 пневмоклапана 22 и золотника 25,.в результате чего измерительная камера 20 пневмодатчика оказывается отсеченной от магистрали питания и давление в ней резко, падает. Плунжеры золотников 29 и 24 смещаются из нейтрального положения, следовательно гидромотор 16 сообщается со сливом только посредством золотника 15, управляемого кулачком 14. Рабочие окна золотника 15 остаются открытыми до тех пор, noiKa ведомое кольцо 3 не прижмет обрабатываемые детали к поверхности ведущего кольца 7 и, когда это произойдет, золотник 15 отсекает гидромотор 16 от слива, вследствие чего последний останавливается, в то же время золотник 25 переключает слив гидромотора
10на дроссель 27, , вследствие чего гидромотор 10 поворачивает ведущее кольцо не с максимально возможной,а с заданной скоростью. Реле РО на
11этапе выключено, следовательно оно подключает ко входу счетчика фотоэлемент ФД1 (6) датчика угла поворота детали. После достижения заданного на программоносителе числа импульсов счетчик своими контактами РЕСА замыкает цепь питания шагового искателя и подвижные контакты последнего устанавливаются на третьи ламели.
Таким образом начинается обработка этапа III строчки. При этом блок программного управления включает электромагниты Э1, Э2, ЭЗ, Э4 и Э5 пневмоклапанов 19 и 22 и золотников 25, 26 и 28, Пневмоклапан 19 переключает измерительную камеру 20 со следящего сопла 18 на следящее сопло 17, которое находится по другую сторону иглы и на большем расстоянии от последней. Это переключение необходимо для нормального выполнения ; этапа VIII строчки. Золотник 26 перекрывает, сливную магистраль гидромотора 10, следовательно, при выполнении этапа 11I строчки ведущее кольцо неподв1йкно. В то же время золотник 28 подключает слив гидромотора 16 к дросселю 31 и гидромотор 16 вращает главный Вс1Л швейной головки. Реле РО на этапе III отключено, поэтому ко входу счетчика подсоединен датчик длины строчки. После достижения заданного на йрограммоносителе числа импульсов счетчик своими контактами РЕСА замыкает цепь питания шагового искателя и подвижные контакты по.след него устанавливаются на четвертые ламели. Работа устройства на этапах 1Уи VI аналогична этапу II. Этап V выпол няется аналогично этапу . ВыПолне ние этапа VII отличается от выполне«ния этапа III только тем, что включается дополнительно золотник 23 реверсирующий гидромотор 10, что необходимо для нормального выполнения этапа VIII. Наличие реверса обеспечивает работу следящей .системы на этапе VI I I аналогично этапу Ч. После выполнения заданного на эта пе VIII количества стежков счетчик переключает подвижные контакты шагового искателя на девятые ламели,что ааначает окончание цикла обработки. При этом включены электромагниты Э1 ЭЗ и Эб пневмоклап4на 22 и золотников 26 и 30. Пневмоклапан 22 отсекает измерительную камеру 20 от магист рали питания, вследствие чего золотник 29 отсекает от слива гидромотор 16, а золотник 26 отсекает от слива гидромотор 10, что приводит к полной остановке устройства. В то же время золотник 30 соединяет нагнетательнук магистраль насосной станции со сливной, что приводит к разгрузке насоса.. формула изобретения 1. Устройство для автоматического поворота обрабатываемой детали относительно иглы швейной машины, содержащее ведомое и ведущее кольца для зажима детали, последнее из которых кинематически связано с гидромотором пневмогидравлической системы, управляемой пневмодатчиком положения края детали, и программоноситель, отличающееся тем, что, с иелью расширения технологических возможностей, оно содержит фотоэлектрические датчик угла поворота детали, кинематически связанный с ведомым кольцом, и датчик длины строчки, кинематически связанный с челночным и главным валами швейной машины, а программоноситель содержит модифицированный счетчик импульсов, электрически связанный с фотоэлектрическими датчиками угла поворота детали и длины строчки. 2.Устройство по п. 1, отличающееся тем, что, пневмодатчик положения края содержит дополнительное сопло, причем оба сопла связаны с измерительной камерой пневмогидравлической системы посредством клапана, электрически соединенного со счетчиком импульсов. 3.Устройство по п. 1, отличающееся тем, что каждый из фотоэлектрических датчиков длины строчки и угла поворота детали состоит из перфорированного диска, осветителя и фотоэлемента. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР 687152,. кл. О 05 В 21/00, 1977.
21
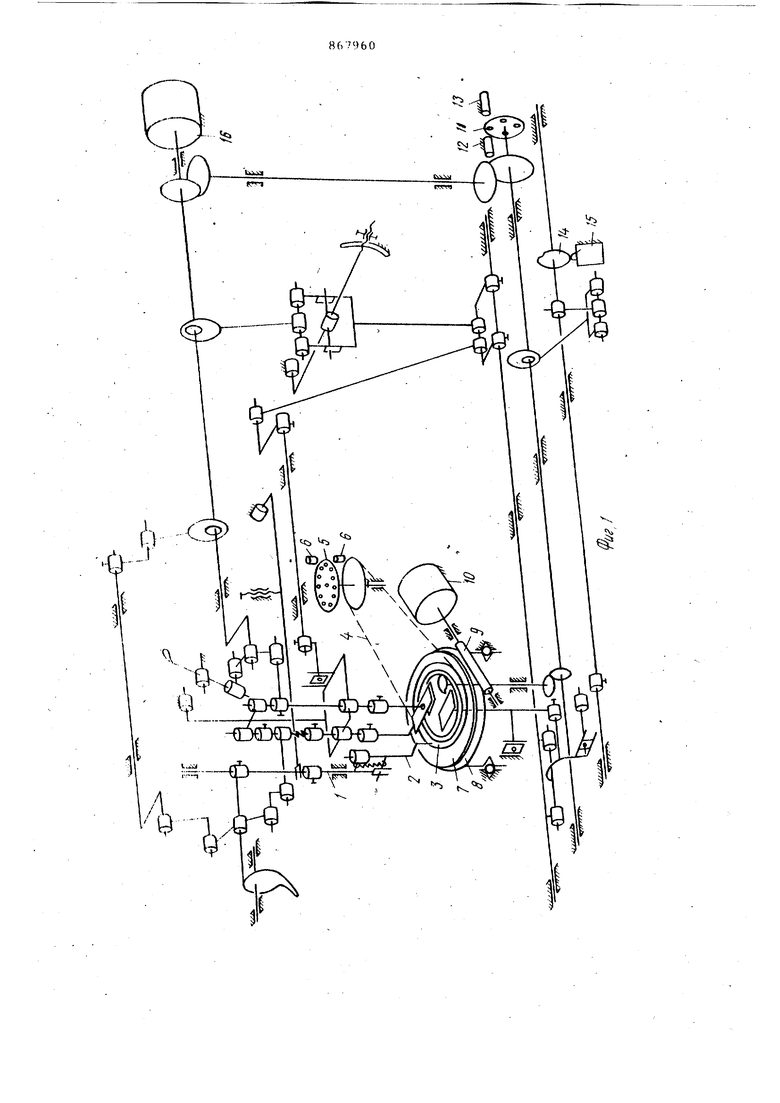
(Риг. 2
P5-5
. PJ-2
32 -II-
PS-It
3S
P2-1
P3-2
&fl-/
W
Pff-г
3H2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за краем материала | 1979 |
|
SU878834A1 |
| Устройство для автоматического поворота детали относительно иглы швейной машины | 1977 |
|
SU687152A1 |
| Устройство для изготовления шаблона криволинейной детали | 1977 |
|
SU659132A1 |
| Устройство для автоматического поворота деталей относительно иглы швейной машины | 1977 |
|
SU672249A1 |
| Устройство для автоматического поворота деталей относительно иглы швейной машины | 1978 |
|
SU751858A1 |
| Устройство для автоматического поворота деталей относительно иглы швейной машины | 1981 |
|
SU977533A1 |
| Следящий гидромеханический привод | 1979 |
|
SU850943A1 |
| УСТРОЙСТВО для КОРРЕКЦИИ ПОЛОЖЕНИЯ иглы | 1970 |
|
SU282912A1 |
| Устройство для автоматического поворота обрабатываемых деталей относительно иглы швейной машины | 1981 |
|
SU985172A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПОВОРОТА ДЕТАЛЕЙ ОТНОСИТЕЛЬНО ИГЛЫ ШВЕЙНОЙ МАШИНЫ | 1969 |
|
SU245543A1 |

a
,r
(раг.З
CJffoaf/f/ifi ff Cvfmva a fCAФаг.4
