Изобретение относится к оборудованию для производства изделий типа секций ребристых радиаторов теплообменников и может быть использовано при сборке радиаторов различных систем охлаждения.
Известные устройства для сборки иластин с деталями типа стержней, смонтированными в кассете на раме автомата для сборки секций ребристых радиаторов теплообменников, содержат илиту-досылатель для насадки пластин радиаторов с приводом возвратнопоступательного Перемещения вдоль осей деталей типа стержней, а также поворотиые гребенки, устанавливающие пластины на стержнйх с заданным шагом. Поворотные гребенки связаны с механизмом шагового перемещения пластин изделия.
Предлагаемое устройство обеспечивает повышенде точности шага между пластинами в собранной секции, выполнено конструктивно проще известных устройств аналогичного назначения и механизм шагового перемещения устройства имеет требуемую жесткость.
Предлагаемое устройство отличается от известных тем, что механизм шагового иеремещения пластин выполнен в виде стойки, смонтированной на раме автомата вблизи корпуса, несущего гребенки. Стойка снабжена приводом, сообщающим ей возвратно-поступательное перемещение в горизонтальном направлеНИИ, обеспечивающее приближение и удаление стойки к корпусу гребенок. Механизм щагового перемещения также содерлсит установленную в направляющих стойки зубчатую рейку, подвижную относительно стойки, находящуюся в зацеплении с зубчатой шестерней, поворачиваемой :под действием сидящего с ней на одной оси храпового колеса, когда последнее поворачивается храповой собачкой. Поворот храпового колеса собачкой происходит, когда на подпружиненную державку, несущую собачку, воздействует упор, укрепленный на раме автомата.
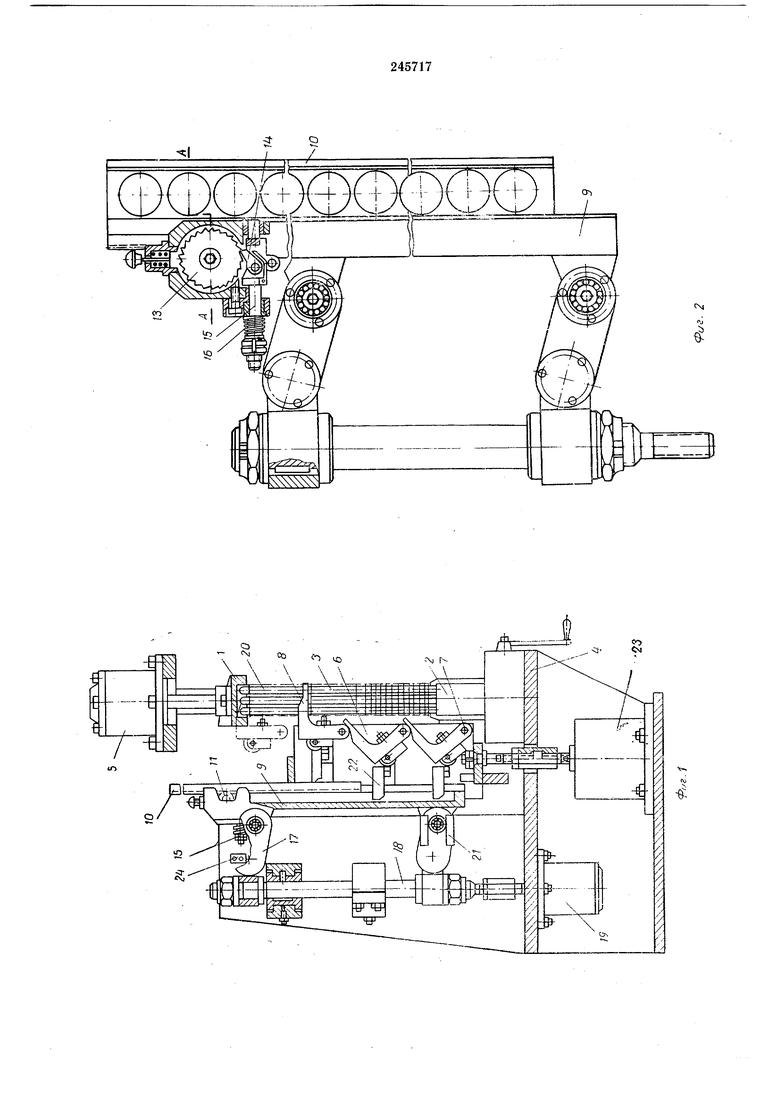
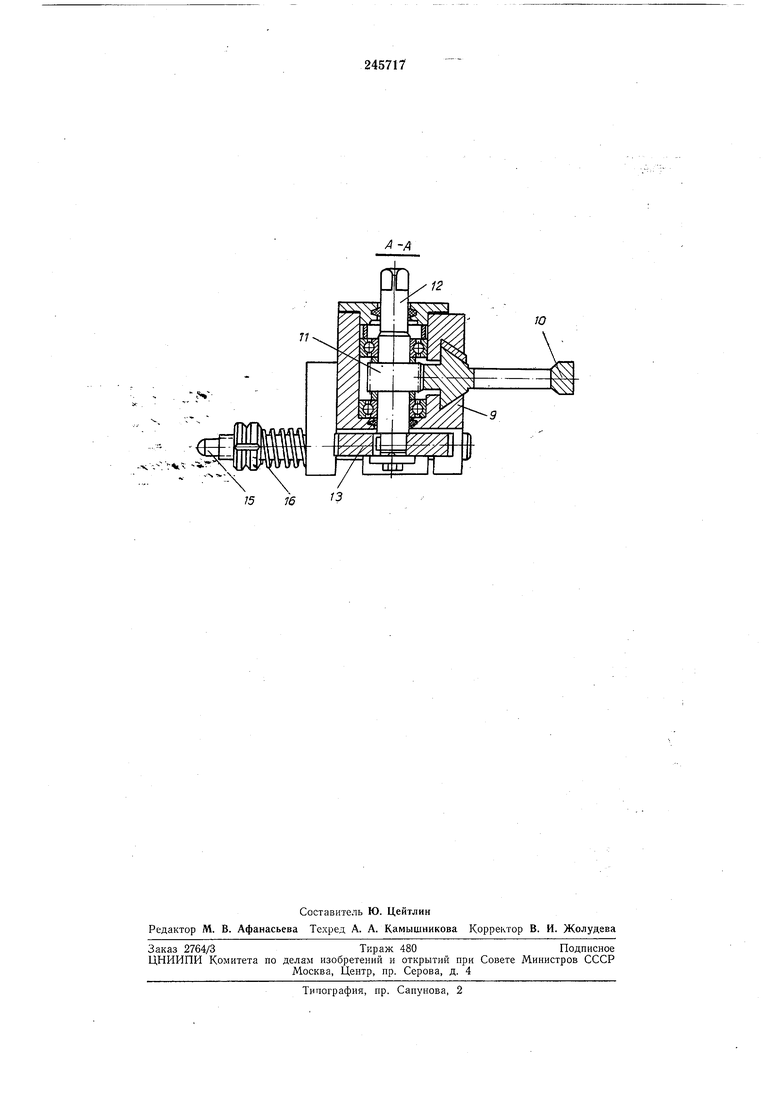
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - механизм шагового перемещения.
Устройство содержит плиту-досылатель /, размещенную над кассетой 2, на которой установлены стержни 3. Кассета располол ена на раме 4 автомата. Плите-досылателю приводом 5 сообщается возвратно-поступательное перемещение вдоль осей стержней.
На той же раме 4 рядом с кассетой смонтирован корпус 6, в котором на осях 7 установлены поворотные гребенки 8, снабженные пружинами (на чертеже не показаны). Рядом с корпусом 6 проходит стойка 9, в которой закреплены элементы .механизма шагового перемещения: в вертикальных направляющих стойки помещена зубчатая рейка W, в посте
ЯННОМ зацеплении с ней находится зубчатая шестерня //, а на общей с ней оси 12 посажено храновое колесо 13. С храповым колесом связана храповая собачка 14, шарнирнозакрепленная в державке 15, снабженной пружиной 16.
Стойка 9 через два параллельных шатуна 17 и тягу 18 связана с приводом 19.
Отштампованная пластина 20 поступает под плиту-досылатель /, и последняя под воздействием привода 5 отпускает пластину до уровня верхней гребенки 8. Синхронно с опусканием плиты-досылателя движется вниз корпус 6 с гребенками 8.
После того, как плита-досылатель / и корпус 6 опустятся, привод 19 механизма шагового перемещения передает тяге движение вверх; при этом стойка 9 с закрепленными на ней элементами (зубчатой рейкой 10, зубчатой шестерней 11, храповым колесом 13} под действием привода 19 отходит от гребенок 8 и перемещается по направляющим 21 в левое (по чертежу) положение. После освобождения от воздействия упоров 22, гребенки 8 усилиями пружин отбрасываются из зоны сборки, после чего привод 5 и привод 23 синхронно перемещают вверх соответственно плиту-досылатель / и корпус 6 с гребенками S.
После возвращения плиты-досылателя 1 в верхнюю мертвую точку под нее поступает следующая пластина секции и вновь под действием привода 19 начинается перемещение вниз гребенок 8. При этом упоры 22 вводят в зону сборки гребенки 8, одновременно поворачивающиеся в горизонтальное положение. Верхняя гребенка, опускаясь, перемещает пластину на величину расстояния между гребенками и передает ее на следующую гребенку.
Выключение гребенок 8 во время сборки происходит постепенно, по мере набора пластин по высоте радиатора. Когда высота набранных пластин становится равной ходу корпуса 6 с гребенками 8, выключается из работы нижняя гребенка. Когда высота пластин становится равной двум ходам, выключается из
работы вторая снизу гребенка и т. д. Соответственно с этим рейка 10 поднимается на высоту одного, двух и т. д. ходов.
Шаг между пластинами при окончательной установке их на стержнях обеспечивается за счет подъема рейки 10 на величину щага изделия при каждом ее ходе, осуществляемом под действием зубчатой шестерни 11, поворачиваемой вместе с храповым колесом 13 на угол между его зубьями под действием храповой собачки 14. Это движение осуществляется за счет воздействия упора 24, установленного на раме 4 автомата, на державку 15, несущую храповую собачку 14, когда державка при перемещении стойки 9 в направлении к кассете 2 со стержнями 3 набегает на упор 24.
Предмет изобретения
Устройство для сборки пластин с деталями типа стержней, смонтированными в кассете на раме автомата для изготовления и сборки изделий типа ребристых радиаторов теплообменников, содержащее плиту-досылатель для насадки пластин на стержни с приводом его возвратно-поступательного перемещения вдоль осей стержней и поворотные гребенки, уста-, навливающие пластины секции на стержнях с заданным шагом и снабженные механизмом шагового перемещения, отличающееся тем, что, с целью упрощения конструкции устройства, увеличения жесткости механизма шагового перемещения и повышения точности шага между пластинами, механизм шагового перемещения выполнен в виде смонтированной на раме автомата вблизи гребенок горизонтально подвижной стойки, несущей зубчатую рейку, нодвижную относительно стойки и находящуюся в зацеплении с зубчатой шестерней, поворачиваемой под действием сидящего с ней на одной оси храпового колеса, поворачиваемого на угол между зубьями под действием храповой собачки, помещенной в подпружиненной державке, при воздействии на последнюю упора, закрепленного на раме автомата.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пластин с деталями типа стержней | 1973 |
|
SU510345A2 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПЛАСТИН С ДЕТАЛЯМИ ТИПА СТЕРЖНЕЙ | 1973 |
|
SU453278A1 |
| Автомат для изготовления охлаждающих пластин и сборки секции ребристых радиаторов | 1983 |
|
SU1207591A1 |
| Автоматическая линия для изготовления сердцевин радиаторов | 1984 |
|
SU1187961A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
х -.Vrv -
75 76
