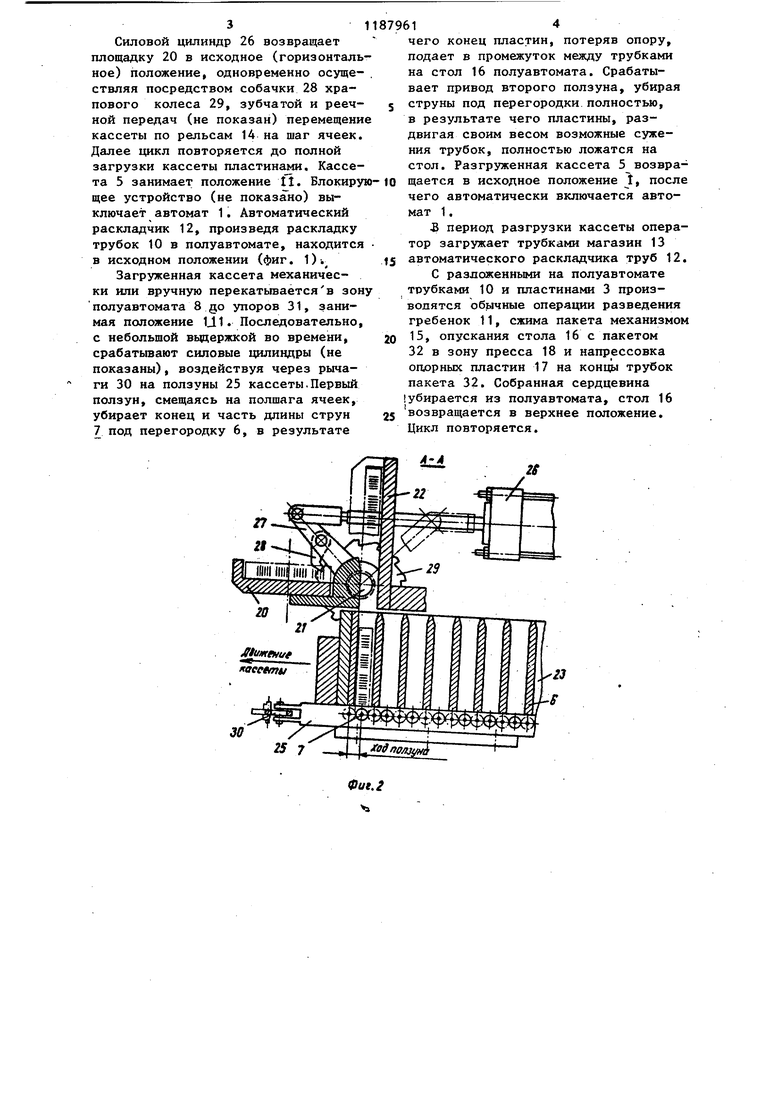
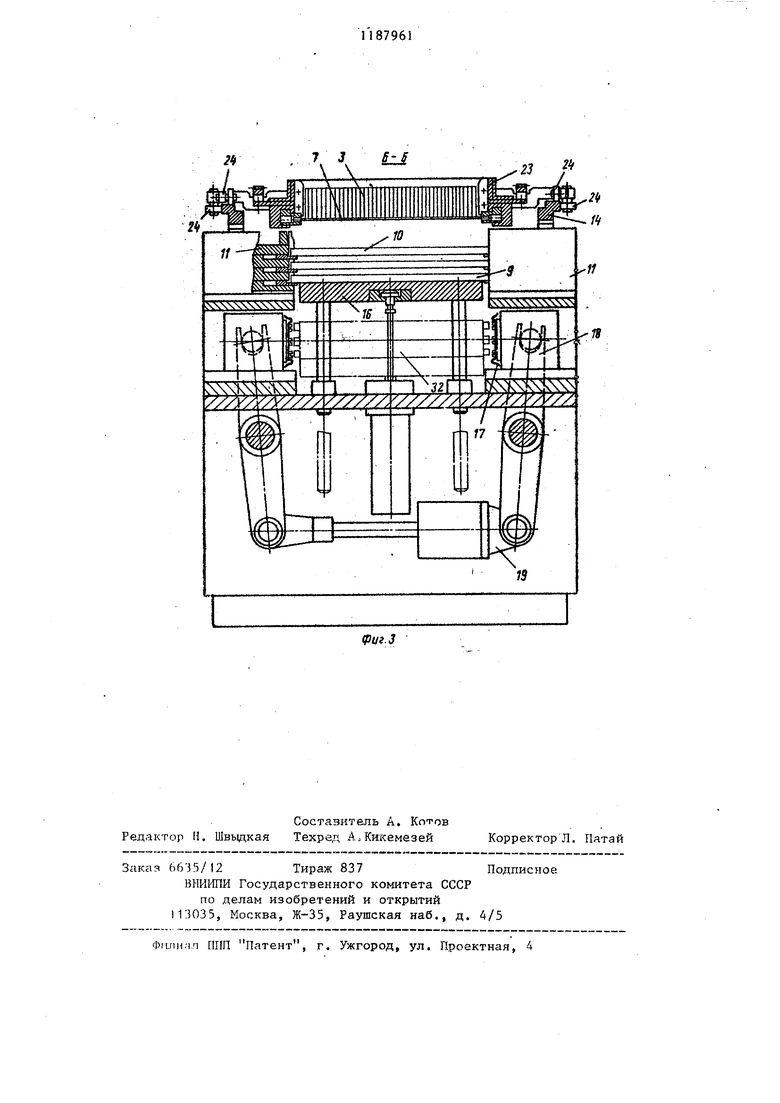
1 Изобретение относится к механосборочному производству, в частности к технологическому оборудованию для изготовления сердцевин автомобильных и транспортных радиаторов. Цель изобретения - повышение качества сборки изготавливаемых сердцевин радиаторов. Это достигается конструкцией кассеты автомата для укладки пластин между трубками сердцевин, позволякицей вести сборку сердцевин радиатора в горизонтальной плоскости. Такое техническое решение по воляет в отличие от известного устранить следукюще недостатки, являющиеся следствием сборки сердцевины радиатора в вертикальном положении деформацию трубок и пластин формируемого пакета из-за веса трубок и пластин, находя1Щ1хся вьше, и всле ствие этого неодинаковую по высоте пакета, уменьшение из-за деформации расстояний между рядами трубок в пакете, что приводит при Напрессовке опорных пластин на концы трубок к заминанию последних. На фиг. 1 схематически изображен автоматическая линия для изготовления сердцевин радиатора, план) I на фиг. 2 - разрез А-А на фиг. 1J на фиг. 3 - разрез Б-Б на фиг. 1 (в момент нахождения кассеты в поло жении 111 - над полуавтоматом}. Автоматическая линия для изготовления сердцевин радиаторов содер жит автомат 1 для изготовления гофрированных пластин с мезанизмом 2 отрезки и подачи пластин 3, автомат для укладки пластин между трубками сердцевины :; механизмом 4 подачи пластин в кассету 5 с пере городками 6 и дном в виде струн 7, приводом механизма подачи пластин в кассету и шаговой подачи кассеты полуавтомат 8 сборки сердцевины с механизмом 9 формирования пакета трубок 10 и пластин 3, включазащим правую и левую гребенки 11, автома тический раскладчик 12 труб с мага зином 13, передвигающимся по рельсам 14, механизм передвижения гре бенок (не показан), механизм 15 сжима пакета, стол 16 для спуска собранного пакета трубок и пластин на механизм напрёссовки опорных пластин 17, пресса 18 с приводом 1 Механизм 4 подачи пластин в кассету 612 имеет площадку 20, закрепленную одной стороной на валу 21, направляющую стенку 22. Кассета 5 установлена под механизмом 4 подачи пластин в кассету и вьшолнена в виде рамы 23 с перегородками 6, опирающейся на катки- 24, установленные на рельсы 14. Число и шаг перегородок 6 соответствует числу и шагу раскладываемых трубок радиатора. По обе стороны рамы 23 размещены два ползуна 25 с закрепленными в них струнами 7, На струны 7 опираются загруженные в ячейки кассеты 5 пластины радиатора. Привод механизма подачи и пошаговой подачи карсеты имеет силовой цилиндр 26,шток которого соединен с качаю1ЦИМСЯ относительно вала 21 рычагом 27,причем рычаг 27 жестко связан с площадкой 20 механизма 4 подачи пластин в кассету и через храповой механизм в виде собачки 28 и храпового колеса 29, зубчатую и реечную передачи (не показано) - с кассетой 5, осуществляя ее подачу на шаг. Механизм разгрузки кассеты 5 имеет силовые цилиндры, взаимодействующие через рычаги 30 с ползунами 25 с целью передвижения последних на величину, равную половине шага перегородок, причем перемещение ползунов происходит поочередно. Автоматическая линия для изготовления сердцевин радиаторов работает следующим образом. Незагруженная кассета 5 стоит в исходном положении I (фиг. 1) первой пустой ячейкой под механизмом 4 подачи пластин 3. Ползуны 25 кассеты 5 находятся в положении, при котором прикрепленные к ним струны 7 расположены в середине ячеек кассеты. Автоматический раскладчик 12 полуавтомата 8 производит раскладку трубок 10 в гребенки 11 полуавтомата. Изготовленная на автомате 1 пластина 3 механизмом 2 отрезки и подачи в горизонтальном положении подается до упора специальным меха низмом (не показан)I после чего силовой цилиндр 26 производит поворот площадки 20 с пластиной 90 до упора в стенку 22. Пластина под дей ствием веса соскальзывает в ячейку кассеты 5 на струну 7. Контроль положения пластины осуществляется блокировочным устройством -(не показан) .
Силовой цилиндр 26 возвращает площадку 20 в исходное (горизонтальное) положение, одновременно осуществляя посредством собачки 28 храпового колеса 29, зубчатой и реечной передач (не показан) перемещение кассеты по рельсам 14 на шаг ячеек. Далее цикл повторяется до полной загрузки кассеты пластинами. Кассета 5 занимает положение II. Блокирую щее устройство (не показано) выключает автомат 1. Автоматический раскладчик 12, произведя раскладку трубок 10 в полуавтомате, находится в исходном положении (фиг. 1).
Загруженная кассета механически или вручную перекатьгааетсяв зону полуавтомата 8 до упоров 31, занимая положение IJI. Последовательно, с небольщой вьщержкой во времени, срабатьгаают силовые цилиндры (не показаны), воздействуя через рычаги 30 на ползуны 25 кассеты.Первый ползун, смещаясь на полшага ячеек, убирает конец и часть длины струн 7 под перегородку 6, в результате
25 7
чего конец пластин, потеряв опору, подает в промежуток между трубками на стол 16 полуавтомата. Срабатывает привод второго ползуна, убирая струны под перегородки полностью, в результате чего пластины, раздвигая своим весом возможные сужения трубок, полностью ложатся на стол. Разгруженная кассета 5 возвращается в исходное положение 1, после чего автоматически включается автомат 1.
период разгрузки кассеты оператор загружает трубками магазин 13 автоматического раскладчика тРУб 12.
С разложенными на полуавтомате трубками 10 и пластинами 3 производятся об ычные операции разведения гребенок 11, сжима пакета механизмом 15, опускания стола 16 с пакетом 32 в зону пресса 18 и напрессовка опорных пластин 17 на концы трубок пакета 32. Собранная сердцевина {убирается из полуавтомата, стол 16 возвращается в верхнее положение. Цикл повторяется.
2S
Фиг, 2
Л
23 /
иг.З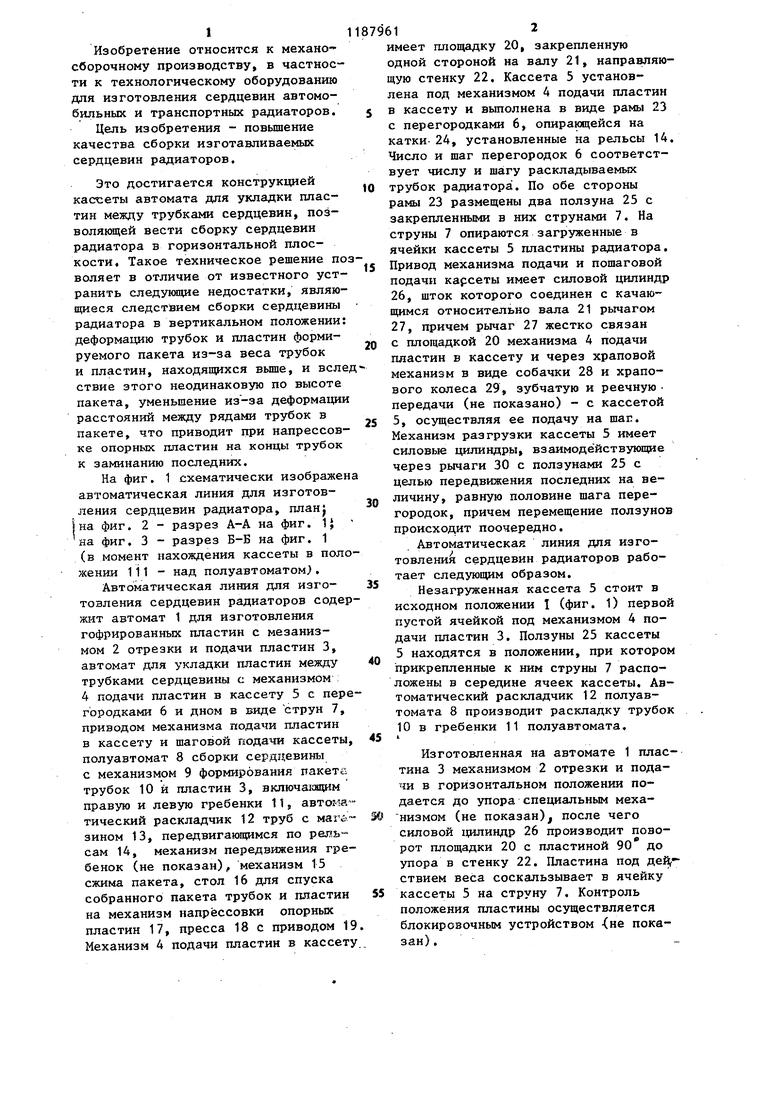
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автоматическая линия для сборки трубчато-пластинчатых теплообменников | 1989 |
|
SU1791088A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
| Устройство для сборки радиаторов | 1985 |
|
SU1279789A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| Механизм для напрессовки радиаторных пластин на трубки радиаторов | 1973 |
|
SU517463A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕРДЦЕВИН РАДИАТОРОВ, содержащая установленные в техноло. гической последовательности автомат для изготовления гофрированных пластин, полуавтомат для сборки сердцевин радиаторов и автомат, для укладки пластин между трубками сердцевины с механизмом подачи пластин в кассету; с ячейками, отличающаяся тем, что, с целью повьшения качества сборки, кассета снабжена ползунами, закрепленными на ее боковых сторонах с возможностью поочередного перемещения, а дно кассеты выполнено в виде струн, закрепленных в ползунах, причем механизм подачи пластин в кассету установлен с возможностью noBopofa.
| Губин В.И | |||
| Производство автомо бильных радиаторов | |||
| Горький:ВолгоВятское книжное издательство, 1979 |
