1
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления теплообменников.
Цель изобретения - повышение про.- изводительности автомата путем выполнения матрицы для насадки пластин на трубки в виде набора гребенок, а подвижного ножа в виде многощёлёвой панели.
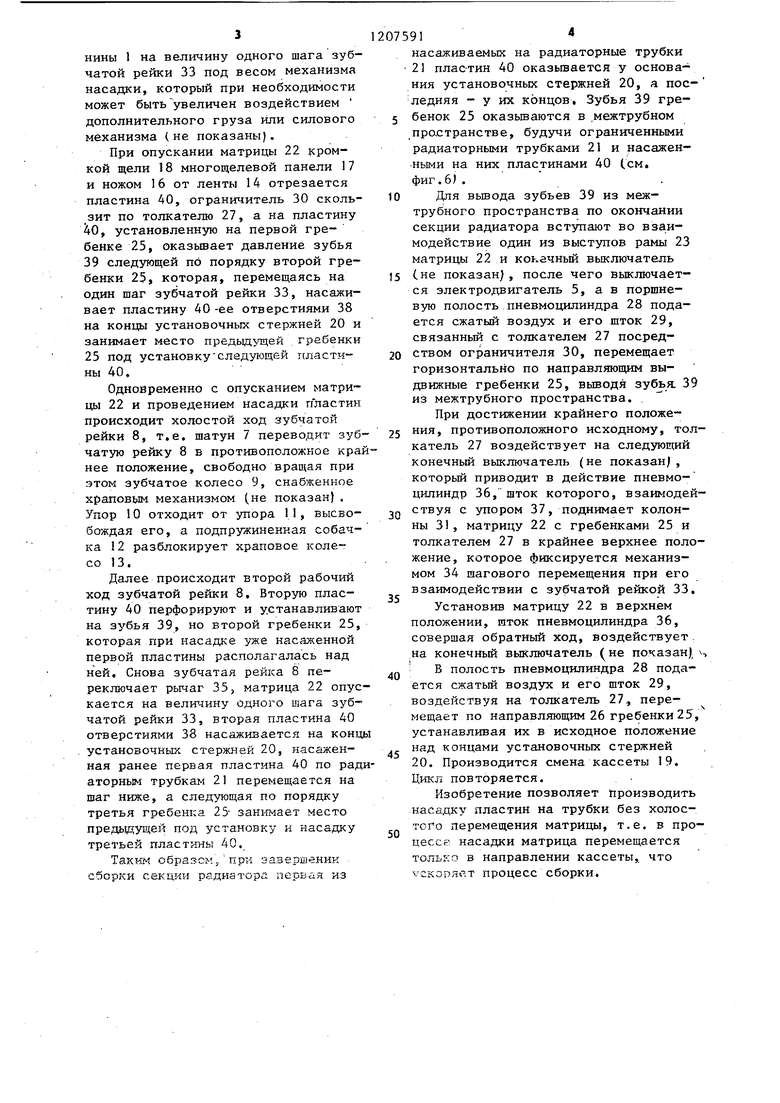
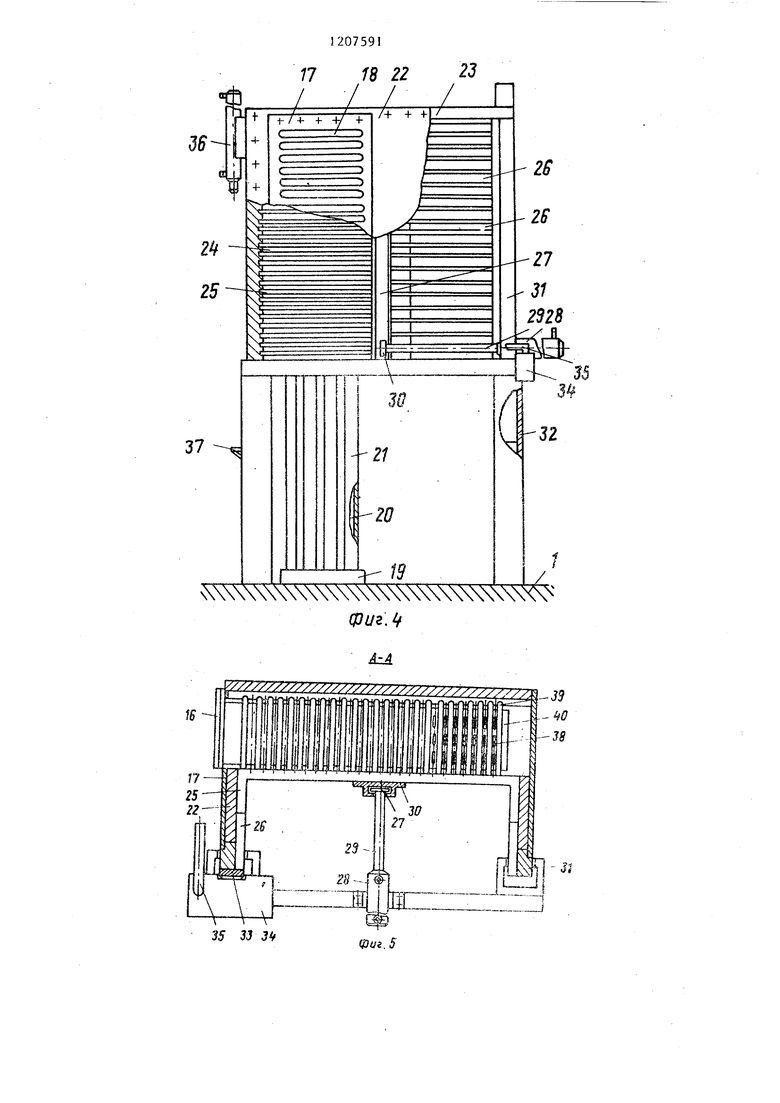
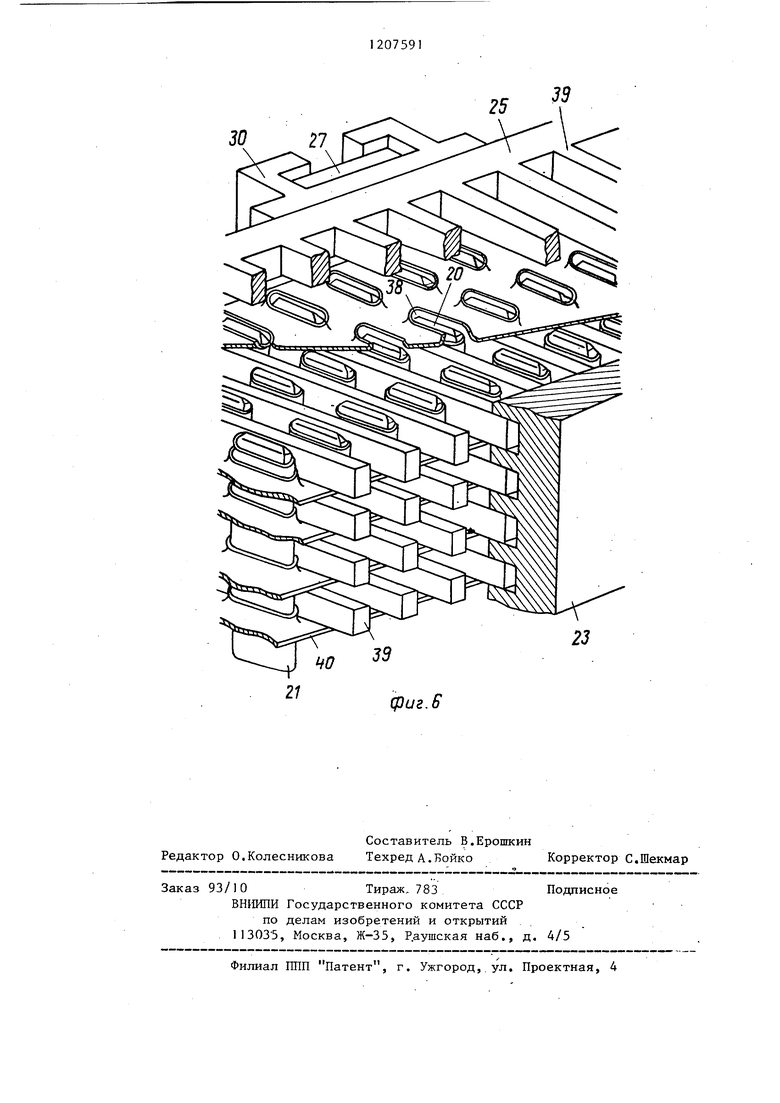
На фиг.1 изображена схема автомата, общий вид; на фиг,2 - схема механизма подачи и перфорирования; на фиг,3 и 4 - механизм насадки подвижной матрицей, общий вид; на фиг.5 - сечение А-А на фиг.З; на фиг.6 - подвижная матрица в завершающей стадии сборки секции ребристого радиатора,
Автомат для изготовления охлаждающих пластин и сборки секций ребристых радиаторов содержит станину 1, механизм подачи и перфорирования, выполненный в виде двух валков-ведущего 2 и ведомого 3, оснащенных перфорирующими инструментами 4, электро- двигатель 5, кривошип 6, шатун 7, зубчатую рейку 8, взаимодействующую с зубчатым колесом 9, снабженньи храповым механизмом Сне показан), и установленную на одном валу с веду-, щим 2 валком. На зубчатой рейке смонтирован упор 10, взаимодействующий посредством упора 11 с подпружиненно собачкой 12 узла периодического оста нова, храповое колесо 13 которого жестко установлено на ведомом 3 валке.
После валков 2 и 3 по ходу перемещения ленты 14 установлен механизм 15 загибки кромок ленты 14.
Узел отрезки пластин содержит нож 16, прилегающий острой кромкой к мно гощелевой панели 17, в которой кромка каждой щелки 18 въшолняет роль другого ножа.
На станине 1 установлена кассета 19, в которой смонтированы стержни 20, несущие трубки 21.
Матрица 22 механизма насадки выполнена в виде рамы 23 коробчатой формы, содержащей отдельные секции 24, вьшолненные в виде гребенок 25, установленных в направляющих 26 с возможностью возвратно-поступательного перемещения, связанных между собой толкателем 27, снабженным приводом для возвратно-поступатель- ;ного перемещения гребенок 25, выпол075912
ненным в виде силового пневмощшиндра 28, шток которого 29 связан с толкателем 27 посредством ограничителя 30, и закреплена на колоннах 31,
5 установленных в направляющих 32
станины 1. Одна из колонн 31 снабжена зубчатой рейкой 33, взаимосвязанной с механизмом шагового перемещения 34 матрицы 22, который посред0 сТВом рычага 35 приводится в действие зубчатой рейкой 8. Кроме того, матрица 22 механизма насадки оборудована приводом, осуществлшощим ее подъем в исходное положение, который вы- .
., полнен в виде пневмоцилиндра 36, закрепленного на раме 23 и взйимодейстг- вующего с упором 37.
Автомат содержит также конечные выключатели Сне показаны}, управляющие
Q работой электродвигателя 5 и пневмо- цилиндров 28, 36.
Автомат работает следующим образом. При включении электродвигателя 5
J, вращение его вала передается через гибкую связь на кривошип 6 и преобразованное посредством шатуна 7 в поступательное движение передается на зубчатую рейку 8, которая, совершая рабочий ход, приводит во вращение ведущий валок 2 и кинематически связанный с ним ведомый валок 3, Лента 14 протягивается через механизмы 15 загибки ее кромок, одновременно в ней пробиваются отверстия 38 перфори-
5 рующими инструментами 4 ведущего 2 и ведомого 3 валков, пройдя которые, а также нож 16 и щель 18 панели 17, лента подается на зубья 39 гребенки
25 первой секции 24, расположенной
0
непосредственно над концами установочных стержней 20.
В конце хода зубчатой рейки 8 срабатывает узел периодического останова, т.е. упор 10 зубчатой рейки 8
S
- вступает во взаимодействие с упором 1I узла периодического останова, и собачка 12, приближаясь к вращающемуся храповому колесу 13, упирается в его выступ. Происходит
0 мгновенная остановка вращения ведущего 2 и ведомого 3 валков. Зубчатая рейка 8 своим свободным концом вступает во взаимодействие с рычагом 35 механизма niaroBot o перемеще5 ния 34, переключая его и заканчивая свой рабочий ход.
Колонны 31, несущие матрицу 22, опускаются по направляющим 32 ста0
НИНЫ 1 на величину одного шага зубчатой рейки 33 под весом механизма насадки, который при необходимости может быть увеличен воздействием дополнительного груза или силового механизма (не показаны).
При опускании матрицы 22 кромкой щели 18 многощелевой панели 17 и ножом 16 от ленты 14 отрезается пластина 40, ограничитель 30 скользит по толкателю 27, а на пластину 40, установленную на первой гребенке 25, оказьшает давление зубья 39 следзтощей по порядку второй гребенки 25, которая, перемещаясь на один шаг зубчатой рейки 33, насаживает пластину 40 -ее отверстиями 38 на концы установочных стержней 20 и занимает место предьщущей .гребенки 25 под установку следующей пластины 40,
Одновременно с опусканием матрицы 22 и проведением насадки пластин происходит холостой ход зубчатой рейки 8, т.е. шатун 7 переводит зубчатую рейку 8 Б противоположное кра нее положение, свободно вращая при этом зубчатое колесо 9, снабженное храповьм механизмом (не показан}, Упор 10 отходит от упора 11, высвобождая его, а подпружиненная собачка 12 разблокирует храповое колесо 13.
Далее происходит второй рабочий ход зубчатой рейки 8, Вторую пластину 40 перфорируют и устанавливают на зубья 39, но второй гребенки 25, которая при насадке уже насаженной первой пластины располагалась над ней. Снова зубчатая рейка 8 переключает рычаг 35, матрица 22 опускается на величину одного шага зубчатой рейки 33, вторая пластина 40 отверстиями 38 насаживается на конц установочных стержней 20, насаженная ранее первая пластина 40 по радаторным трубкам 21 перемещается на шаг ниже, а следующая по порядку третья гребенка 25- место предьщущей под установку и насадку третьей пластины 40.
ТакШ образом/при завершении сборки секции радиатора первая из
207591
насаживаемых на радиаторные трубки 21 пластин 40 оказьшается у основания установочных стержней 20, а пос- ледняя - у их концов. Зубья 39 гре- 5 бенок 25 оказьшаются в .межтрубном прастранстве, будучи ограниченными радиаторными трубками 21 и насаженными на них пластинами 40 Сем. фиг.6).
10 Для вьтода зубьев 39 из межтрубного пространства по окончании секции радиатора вступают во взаимодействие один из выступов рамы 23 матрицы 22 и кокгчньй выключатель 15 (не показан), после чего выключается электродвигатель 5, а в поршневую полость пневмоцилиндра 28 подается сжатый воздух и его шток 29, связанный с толкателем 27 посред- 20 ством ограничителя 30, перемещает горизонтально по направляющим выдвижные гребенки 25, выводя зубья 39 из межтрубного пространства. .
При достижении крайнего положе- 25 ния, противоположного исходному, толкатель 27 воздействует на следующий конечный выключатель (не показан, который приводит в действие пневмо- цилиндр 36, шток которого, взаимодей- 22 ствуя с упором 37, поднимает колонны 3, матрицу 22 с гребенками 25 и толкателем 27 в крайнее верхнее положение, которое фиксируется механизмом 34 шагового перемещения при его взаимодействии с зубчатой рейкой 33.
Установив матрицу 22 в верхнем положении, шток пневмоцилиндра 36, совершая обратный ход, воздействует . на конечный выключатель (не показан), -,
В полость пневмоцилиндра 28 подается сжатый воздух и его шток 29, воздействуя на толкатель 27., перемещает по направляющим 26 гребенки 25, устанавливая их в исходное положение над концами установочных стержней 20. Производится смена кассеты 19. Цикл повторяется.
Изобретение позволяет производить насадку пластин на трубки без холостого перемещения матрицы, т.е. в процессе насадки матрица перемещается только в направлении кассеты,, что vcKopHt -T процесс сборки.
35
40
45
50
1
т
Фиг.ч
15 1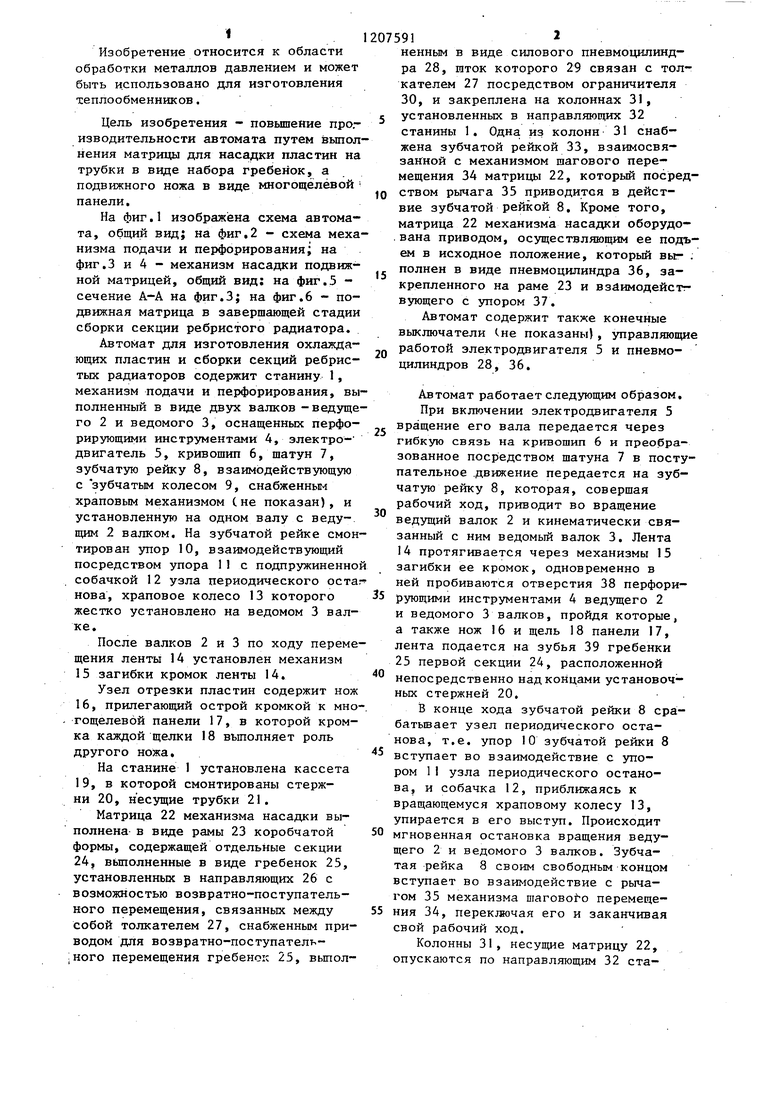
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| УСТРОЙСТВО для СБОРКИ ПЛАСТИН с ДЕТАЛЯМИ ТИПАСТЕРЖНЕЙ | 1969 |
|
SU245717A1 |
| Устройство для сборки пластин с деталями типа стержней | 1973 |
|
SU510345A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
)
/азиг.з
Фиг. 4
l:J.
1S
35 33 3if
Фиг. 5
30
23
21
Редактор О.Колесникова
93/10Тираж. 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Р.аушская наб,, д. 4/5
Филиал ППП Патент, г. Ужгород,.ул. Проектная, 4
фиг.6
Составитель В.Ерошкин
Техред А.Бойко Корректор С.Шекмар
