шестерней 13, жестко закрепленной на оси шарнира большего коромысла 9.
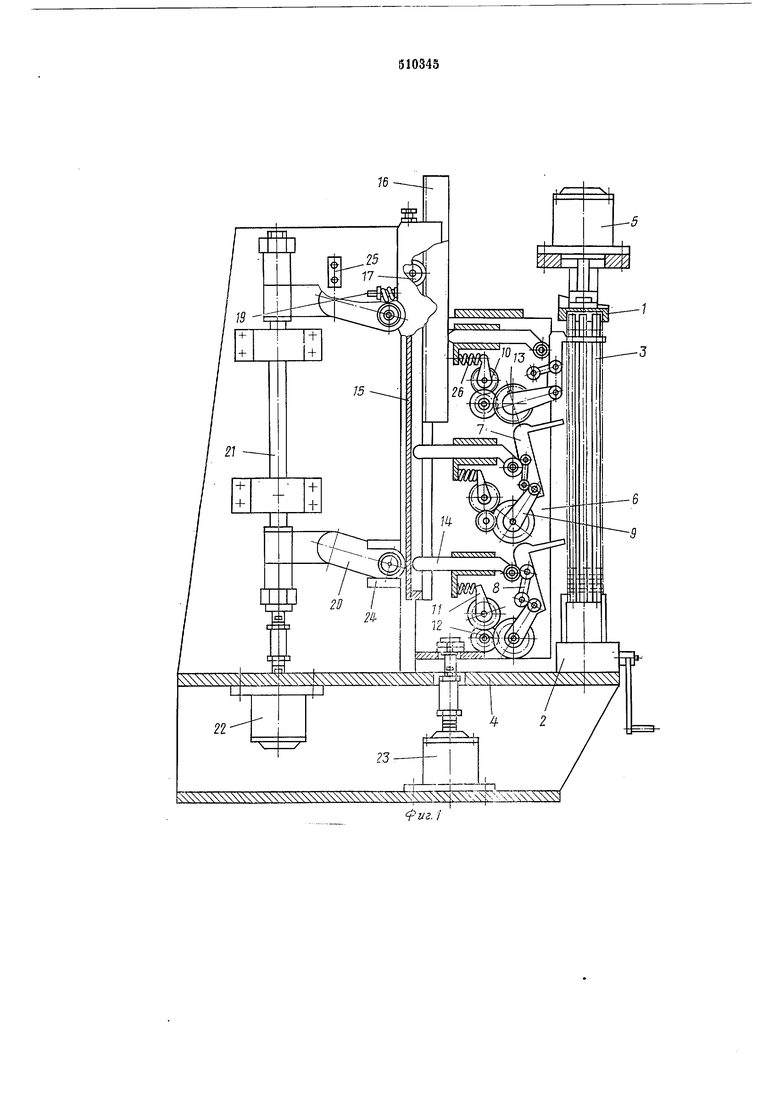
Поворотные гребенки 7 через шестерни 13, 12, 10 и рычаги 11 прижаты пружинами растяжения к упорам 14, которые размещены с возможностью перемещения в направляющих, смонтированных на корнусе 6. Упоры 14 смонтированы с возможностью взаимодействия со стойкой 15. В вертикальных направляющих стойки 15 помещена зубчатая рейка 16, в постоянном зацеплении с ней находится шестерня 17, а на общей с ней оси насажено храповое колесо 18. С храповым колесом 18 связана храповая собачка 19, щарнирно закрепленная в державке, снабженной пружной. Стойка 15 через два параллельных шатуна 20 и тягу 21 соединена с силовым пилиндром 22.
Перемещение корпуса 6 производится силовым цилиндром 23. Для осуществления перемещения стойки 15 по горизонтали предусмотрены направляющие 24. Державка храповой собачки 19 смонтирована с возможностью взаимодействия с упором 25, который установлен на раме 4 устройства.
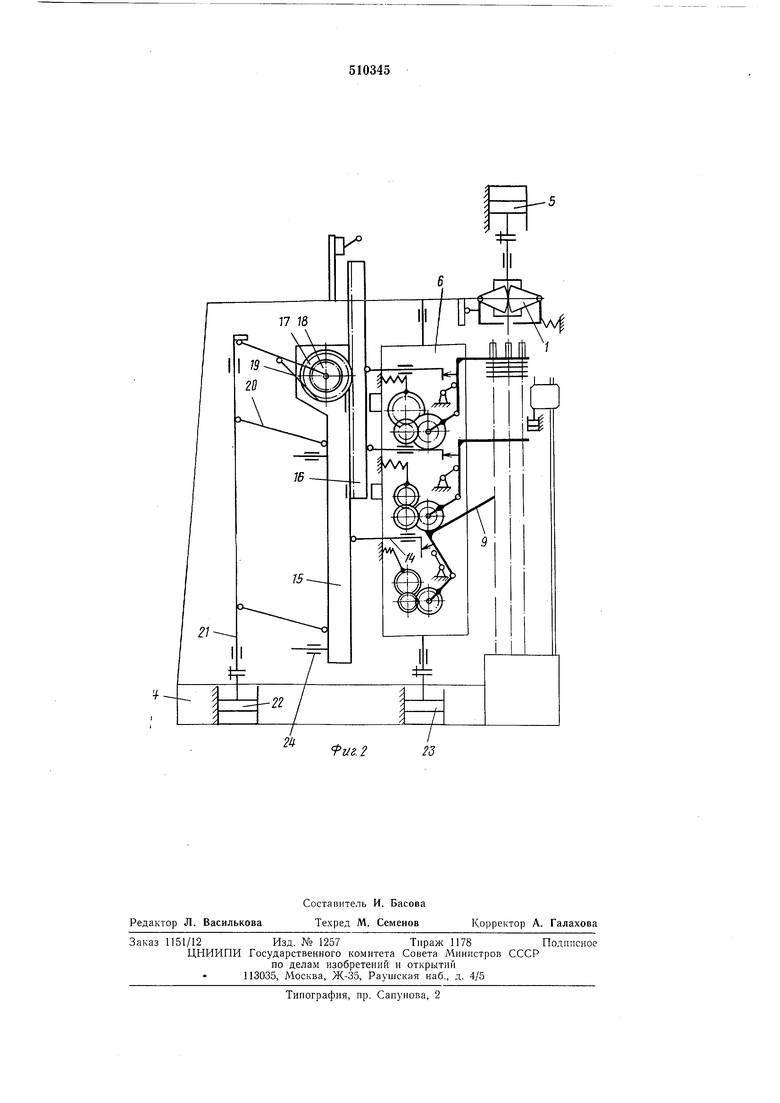
Предлагаемое устройство работает следующим образом. Отштампованная пластина поступает под плиту-досылатель 1, которая под действием силового цилиндра 5 перемещает ее до уровня верхней поворотной гребенки 7. Под воздействием силового цилиндра 23 синхронно с опусканием плиты-досылателя 1 движется вниз корпус 6 с поворотными гребенками 7. После того, как плита-досылатель 1 и корпус 6 опустятся, силовой цилиндр 22 механизма шагового перемещения передает тяге 21 движение вверх, стойка 15 с установленными на ней зубчатой рейкой 16, шестерней 17, храповым колесом 18 под действием силового цилиндра 22 отойдет от поворотных гребенок 7 и переместится по направляющим 24 в левое положение. После освобождения от воздействия упоров 14 поворотные гребенки 7 усилиями прзжин 26, воздействующих на рычаги 11, отбрасываются из зоны сборки, при этом вследствие разницы в длинах коромысел 8 и 9 поворотные гребенки 7 вначале перемещаются вверх и только после перемещепия на определенное расстояние резко поворачиваются в левое (по чертежу) положение. После удаления поворотных гребенок из зоны сборки силовые цилиндры 5 и 23 синхронно перемещают вверх соответственно плиту-досылатель 1 и корпус 6 с поворотными гребенками 7. После возвращения плиты-досылателя 1 в верхнее крайнее положение под нее поступает следующая пластина секции, и вновь под действием силового цилиндра 22 начинается перемещение вниз поворотпых гребенок 7. При этом упоры 14, преодолевая усилие пружин, вводят поворотные гребенки в зону сборки, поворотные гребенки занимают горизонтальное положение. Верхняя поворотная гребенка 7, опускаясь, перемещает пластину на величину расстояния между гребенками и передает ее на следующую поворотную гребенку. Выключение поворотных гребенок 7 во время сборки происходит постепенно, по мере набора пластин по высоте сердцевин радиатора.
Когда высота набранных пластин становится равной ходу корпуса 6 с гребенками, выключается из работы самая нижняя поворотная гребенка 7. Когда высота пдастины станет равной двум ходам, выключается вторая снизу поворотная гребенка и т. д. Соответственно с этим зубчатая рейка 16 поднимается на величину одного, двух и т. д. ходов. Шаг между пластинами при окончательной установке их на стержнях 3 обеспечивается за счет подъема зубчатой рейки 16 на величину шага изделия при каждом ее ходе, осуществляемом под действием шестерни 17. Шестерня 7 вместе с храповым колесом 18 поворачивается на величину угла между зубьями храпового колеса под действием храповой собачки 19. Это движение осуществляется за счет воздействия упора 25 на державку, несущую храповую собачку 19, ксгда державка при перемещении стойки 15 в направлении к кассете 2 набегает иа упор 25.
Формула изобретения
Устройство для сборки пластип с деталями тина стержней по авт. св. 245717, отличающееся тем, что, с целью повышения качества сборки секций ребристых радиаторов, каждая гребенка снабжена механизмом отвода ее из зоны напрессовкн, выполненным в виде двух шарнирно связанных с корпусом и гребенкой коромысел разной длины, а также смонтированной на корпусе зубчатой передачей, ведущая шестерня которой через рычаг подпружинена относительно корпуса, а ведомая жестко закреплена на оси шарнира большего коромысла.
21
fm.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ ПЛАСТИН с ДЕТАЛЯМИ ТИПАСТЕРЖНЕЙ | 1969 |
|
SU245717A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |
| Автомат для изготовления охлаждающих пластин и сборки секции ребристых радиаторов | 1983 |
|
SU1207591A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПЛАСТИН С ДЕТАЛЯМИ ТИПА СТЕРЖНЕЙ | 1973 |
|
SU453278A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автомат-укладчик плит | 1983 |
|
SU1138330A1 |
| Устройство для запрессовки штифтов | 1988 |
|
SU1637997A1 |
| Сварочная установка | 1986 |
|
SU1416291A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |