I
Изобретение относится к клепальным работам.
Известен станок для двусторонней развальцовки заклепочных головок на стержне, содержащий две шпиндельные головки, установленные в направляющих станины соосно и напротив друг относительно друга с возможностью возвратно-поступательного перемещения от привода и снабженные развальцовочным инструментом с твердосплавными пластинами, а также механизм установки склепываемых деталей.
Однако известный станок не обеспечивает высокой производительности.
В предложенном станке привод шпиндельных головок выполнен в виде смонтированных на станине и связанных между собой через коромысло двуплечих рычагов, каждый из которых соединен со шпиндельной головкой, и контактирующего с коромыслом копира, связанного через тягу с эксцентриком, установленным на приводном валу, и с педалью включения, предусмотренной в станке, а механизм установки склепываемых деталей выполнен в виде неподвижного упора и ползуна, расположенных на станине станка соосно один относительно другого и перпендикулярно оси развальцовки, при этом неподвижный упор выполнен в виде корпуса с расположенными в нем подвижными фиксаторами, приводимыми
от каретки, шарнирно закрепленной на корпусе упора, а ползун выполнен в виде подпружиненного корпуса со смонтированным в не.м роликом, контактирующим с копиром привода.
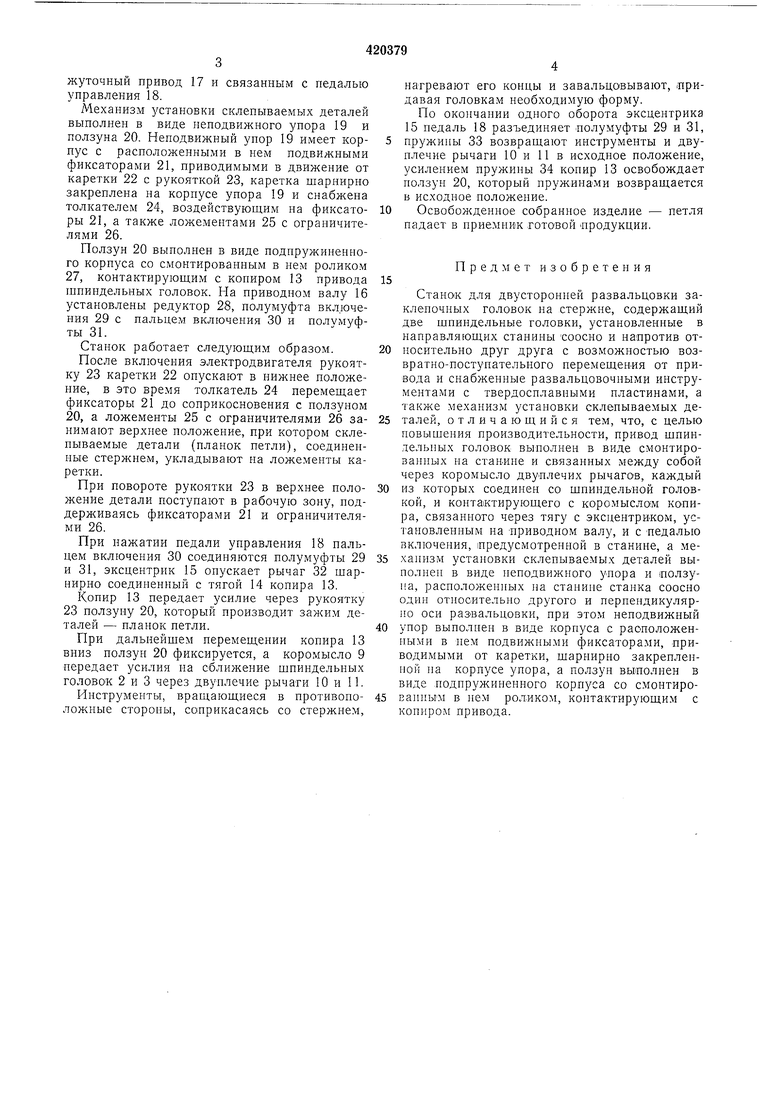
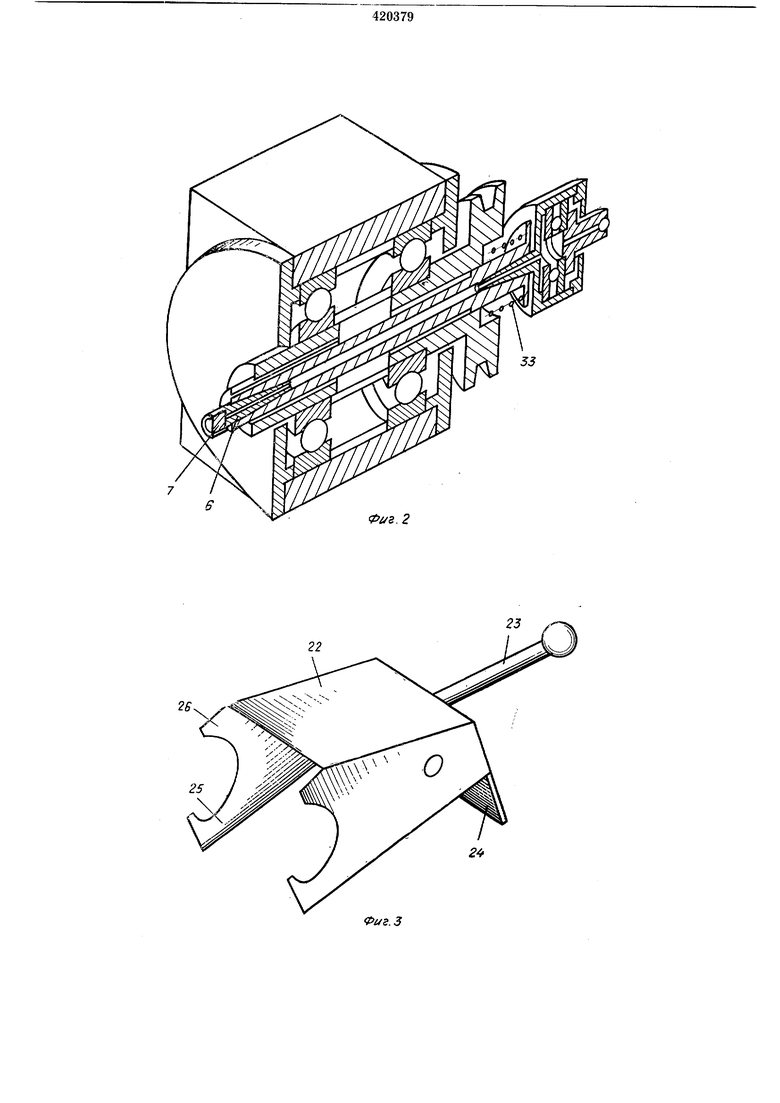
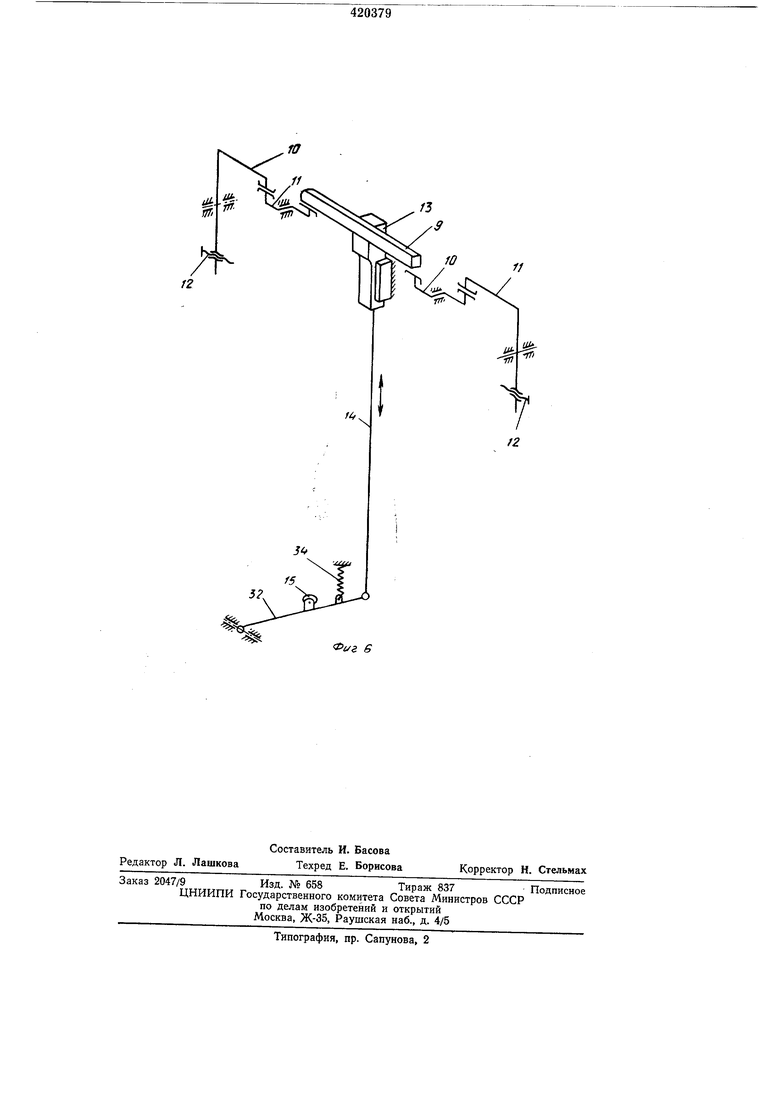
На фиг. 1 дана общая схема станка; на фиг. 2 - шпиндельная головка; на фиг. 3 и 4 - механизм установки склепываемых деталей; на фиг. 5 и 6 - привод шпиндельных головок.
Станок содержит смонтированные на станине I две шпиндельные головки 2 и 3 с возможностью возвратно-поступательного перемещения по направляющим 4 от привода 5. Каждая шпиндельная головка снабжена развальцовочным инструментом 6 с твердосплавными пластинами 7, при этом инструменты вращаются в противополол Е1ых направлениях. На станине установлен механизм 8 установки склепываемых деталей.
Привод 5 шпиндельных головок 2 и 3 выполнен в виде смонтированных на станине и связанных между собой через коромысло 9 двуплечих рычагов 10 и II, каждый из которых связаны соответственно со шпиндельной
головкой 2 и 3, при этом двуплечие рычаги выполнены регулируемыми за счет винта 12.
Коромысло 9 контактирует с копиром 13, связанным через тягу 14 с эксцентриком 15, установленным на приводном валу 16, который связан с электродвигателем через промежуточный привод 17 и связанным с педалью управления 18.
Механизм установки склепываемых деталей выполнен Б виде неподвижного упора 19 и ползуна 20. Неподвижный унор 19 имеет корпус с расположенными в нем подвижными фиксаторами 21, приводимыми в движение от каретки 22 с рукояткой 23, каретка шарнирно закреплена на корпусе упора 19 и снабжена толкателем 24, воздействующим на фиксаторы 21, а также ложементами 25 с ограничителями 26.
Ползун 20 выполнен в виде подпружиненного корпуса со смонтированным в нем роликом 27, контактирующим с копиром 13 привода щпиндельных головок. На приводном валу 16 установлены редуктор 28, полумуфта включения 29 с пальцем включения 30 и полумуфты 31.
Станок работает следующим образом.
После включения электродвигателя рукоятку 23 каретки 22 опускают в нижнее положение, в это время толкатель 24 перемещает фиксаторы 21 до соприкосновения с ползуном 20, а ложементы 25 с ограничителями 26 занимают верхнее положение, при котором склепываемые детали (планок петли), соединенные стержнем, укладывают на ложементы каретки.
При повороте рукоятки 23 в верхнее положение детали поступают в рабочую зону, поддерл{иваясь фиксаторами 21 и ограничителями 26.
При нажатии педали управления 18 пальцем включения 30 соединяются полумуфты 29 и 31, эксцентрик 15 опускает рычаг 32 шарнирно соединенный с тягой 14 копира 13.
Копир 13 передает усилие через рукоятку 23 ползуну 20, который производит зажим деталей - планок петли.
При дальнейшем перемещении копира 13 вниз ползун 20 фиксируется, а коромысло 9 передает усилия на сближение шпиндельных головок 2 и 3 через двуплечие рычаги 10 и 11.
Инструменты, вращающиеся в противоположные стороны, соприкасаясь со стержнем.
нагревают его концы и завальцовывают, придавая головкам необходимую форму.
По окончании одного оборота эксцентрика 15 педаль 18 разъединяет полумуфты 29 и 31, пружины 33 возвращают инструменты и двуплечие рычаги 10 и 11 в исходное положение, усилением пружины 34 копир 13 освобождает ползун 20, который пружинами возвращается в исходное положение.
Освобожденное собранное изделие - петля падает в приемник готовой продукции.
Предмет изобретения
Станок для двусторонней развальцовки закленочных головок на стержне, содержащий две шпиндельные головки, установленные в направляющих станины соосио и напротив относительно друг друга с возможностью возвратно-поступательного перемещения от привода и снабженные развальцовочными инструментами с твердосплавными пластинами, а также механизм установки склепываемых деталей, отличающийся тем, что, с целью повышения производительности, привод щпиндельных головок выполнен в виде смонтированных на станине и связанных между собой через коромысло двуплечих рычагов, каждый на которых соединен со шпиндельной головкой, и контактирующего с коромысло-м копира, связанного через тягу с эксцентриком, установленным на приводном валу, и с ледалью включения, 1предусмотренной в станине, а механизм установки склепываемых деталей выполнен в виде неподвижного упора и оолзупа, расположенных на станине станка соосно одни отиосительио другого и перпендикулярно оси развальцовки, нри этом неподвижный упор выполнен в виде корпуса с расположенными в нем подвижными фиксаторами, приводимыми от каретки, щарнирно закрепленной на корпусе упора, а ползун выполнен в виде подпружиненного корпуса со смонтироваииьгм в нем роликом, контактирующим с копиром привода.
3
Фиг.1
53
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двусторонней развальцовки заклепочных головок | 1978 |
|
SU764819A1 |
| Станок для развальцовки валиков цепи | 1977 |
|
SU685472A1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Ротационный пресс для развальцовки валиков втулочно-роликовой цепи | 1979 |
|
SU863296A1 |
| Головка для групповой клепки развальцовкой | 1978 |
|
SU703212A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Станок для сборки втулочно-роликовых цепей | 1982 |
|
SU1219304A1 |
| Заточный станок | 1980 |
|
SU931392A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |


22
2
1Б
f
31 /5
18
ю
11
/5
Ф(/г 6
