Область техники
Изобретение относится к способу и устройству регулирования газовых потоков защитной атмосферы в ванне расплава и может быть использовано для улучшения оптических свойств стекла в отраженном и проходящем свете при производстве флоат-стекла.
Уровень техники
Общеизвестен способ производства листового стекла на расплаве металла, в котором используются устройства для подачи в ванну расплава защитного газа через свод ванны (Бондарев К.Т. Листовое полированное стекло. - М.: Стройиздат, 1978. - С.79-82).
Недостатком известного решения является то, что температура защитной атмосферы в головной части ванны расплава выше, чем на выходе из нее. В результате чего, защитный газ стремится подняться вверх к своду у входа в ванну расплава и опуститься к стеклу у выхода из нее.
Такое явление вызывает поток газа в направлении, обратном направлению движения ленты, вблизи поверхности стекла и в направлении, совпадающем с движением ленты, непосредственно под сводом ванны расплава.
При большом температурном перепаде между горячим и холодным концами ванны расплава скорость газа у поверхности стекла достаточно высокая для активного охлаждения поверхности стекла за счет конвективного теплообмена. Охлаждение в горячей зоне ванны расплава может быть настолько интенсивным, что поверхностный слой стекла становится более вязким по сравнению с внутренними слоями ленты стекла. В результате чего на поверхности стекла возникают напряжения сжатия, которые являются причиной оптических искажений флоат-стекла. Эти искажения появляются в виде впадин и выпуклостей на верхней поверхности стекла.
Известен способ, в котором используются устройства для подачи защитной атмосферы в ванну расплава в поперечном направлении относительно ленты стекла с целью улучшения его оптических свойств (патент Бельгии №583736, МКИ С 03 В 18/02).
Попеременная подача защитного газа в ванну расплава осуществляется через сопла инжекционных труб, расположенных с левой и правой сторон ванны расплава.
Попеременная подача поперечных газовых потоков способствует выравниванию температуры по ширине ванны расплава, что ведет к исключению или уменьшению образования оптических дефектов на поверхности листового стекла.
Недостатком такого решения является то, что вдувание защитного газа через боковые стенки флоат-ванны не обеспечивает равномерности давления и термической однородности защитной атмосферы внутри флоат-ванны, в отличие от защитной атмосферы, подаваемой через свод ванны.
Наиболее близким по технической сущности является способ, в котором используется устройство для регулирования конвективных потоков в газовом пространстве над лентой стекла в процессе формования ее на расплаве металла (патент США №3934994, МКИ С 03 В 18/02), включающее ванну расплава с установленной поперек нее водоохлаждаемой балкой, к которой крепится металлическая перегородка из одной, или нескольких пластин.
Данная конвекционная преграда разделяет газовое пространство во флоат-ванне от свода почти до поверхности расплава металла, оставляя проход для ленты стекла.
Регулирование потоков защитной атмосферы в ванне расплава осуществляется за счет образования вблизи верхней поверхности ленты стекла ряда отдельных зон или участков, организованных с помощью нескольких поперечных преград. Эти участки разбивают единый конвективный поток над расплавом олова.
Недостатком устройства для регулирования тепловой конвекции во флоат-ванне является то, что оно не позволяет активно регулировать ни потоки защитной атмосферы в ванне расплава, ни газовые потоки, циркулирующие в непосредственной близости от поверхности ленты стекла, из-за зазора, образующегося между преградой и поверхностью ленты стекла.
Кроме того, подача защитной атмосферы в различные температурные зоны флоат-ванны для предохранения расплава олова от окисления создает дополнительные газовые потоки, интенсивность которых на отдельных участках ванны расплава разная и зависит от способа подачи и давления защитной атмосферы.
Раскрытие изобретения
Регулирование газовых потоков защитной атмосферы в ванне расплава осуществляется путем вращения расположенной поперек ванны преграды по газовому пространству. Причем вращение преграды можно осуществлять как в направлении, так и против направления движения ленты стекла.
Если вращать преграду, расположенную в горячей зоне ванны расплава (до утоняющих машин) в направлении движения ленты стекла (то есть против часовой стрелки), можно изменить направление газового потока, поступающего из холодной зоны ванны расплава в горячую, направив его по ходу ленты стекла. При этом изменяется ориентация потока тонкого пограничного слоя газа, примыкающего непосредственно к поверхности стекла. Вращение преграды с малой скоростью вокруг своей оси создает слабые вихревые потоки вокруг преграды, которые вовлекают в образующийся возвратный поток газовые слои, примыкающие к поверхности ленты стекла.
Отсечение или ослабление проникновения холодного потока газа в высокотемпературную зону ванны расплава способствует уменьшению разнотолщинности формуемой ленты стекла и, соответственно, уменьшению оптических искажений (клиновости, линзовости) стекла в отраженном свете, измеряемых с помощью установки "Растр".
Устройство для регулирования газовых потоков защитной атмосферы в ванне расплава при производстве флоат-стекла представляет собой преграду, расположенную поперек сводового пространства ванны.
Преграда, расположенная поперек сводового пространства ванны, включает в себя водоохлаждаемую балку или металлическую трубу, к которой крепится перегородка из одной или нескольких пластин, изготовленных из графитовых листов на основе графитовой ткани, или из асбестовых листов, пропитанных жидким стеклом. В отличие от металлических, пластины из указанных материалов не подвержены короблению и коррозии при высоких температурах в условиях защитной атмосферы ванны расплава и отличаются высокой эксплуатационной надежностью. В тоже время, такие пластины имеют существенно малый вес по сравнению с металлом и графитом, что является неоспоримым преимуществом при использовании их во вращающейся преграде.
Водоохлаждаемая балка снабжена регулируемым приводом для вращения преграды в направлении или против направления движения ленты стекла. Скорость вращения преграды может изменяться в широких пределах: от 0,01 до 5 об/сек.
Преграда снабжена одной или несколькими перфорированными трубками для подачи защитного газа в ванну расплава. Перфорированная трубка установлена на водоохлаждаемой балке и соединена с устройством для подачи защитного газа при ее вращении. Причем подаваемый в перфорированную трубку газ может предварительно нагреваться. По другому варианту подача газа осуществляется внутри водоохлаждаемой балки, а на ленту стекла газ подается через специальные каналы. Возможны и другие варианты исполнения данного устройства. Например, водоохлаждаемая балка закреплена внутри перфорированной трубы, через которую подается защитный газ.
Вращение преграды в сочетании с газовой завесой позволяет регулировать газовые потоки по всей высоте сводового пространства ванны расплава.
При вращении преграды, установленной после утоняющих машин, по часовой стрелке поток предварительно нагретого газа, выходящий через отверстия трубки, движется вблизи поверхности стекла одновременно в двух противоположных направлениях. При малых скоростях вращения преграды газ, выходящий из трубки образует ламинарные газовые потоки, отсекающие холодный конвективный поток на ленту стекла перед утоняющими машинами. В результате чего, в поверхности этой части ленты стекла снижаются напряжения сжатия и, соответственно, сглаживаются микронеровности верхней поверхности стекла, вызывающие оптические искажения стекла в проходящем свете и измеряемые с помощью установки "Зебра".
Краткое описание чертежей
Фиг.1 - схематическое изображение ванны расплава для производства полированного стекла с улучшенными оптическими свойствами.
На чертеже показаны ванна 1 с расплавленным металлом 2, лента стекла 3, водоохлаждаемые балки 4, перегородки из одной или нескольких пластин 5, трубки для подачи защитного газа 6, трубки для подачи охлаждающей воды 7 на балки 4, утоняющие машины 8.
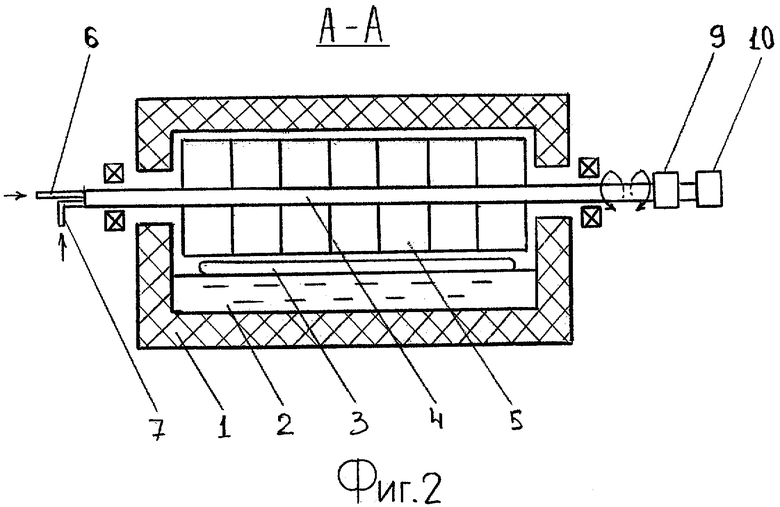
Фиг.2 - схематическое изображение поперечного сечения по А-А на фиг.1.
На чертеже показаны ванна 1 с расплавленным металлом 2, лента стекла 3, водоохлаждаемая балка 4, перегородки из нескольких пластин 5, трубка для подачи защитного газа 6, трубка для подачи охлаждающей воды 7 на балку 4, редуктор 9, двигатель 10, например, с частотным регулированием.
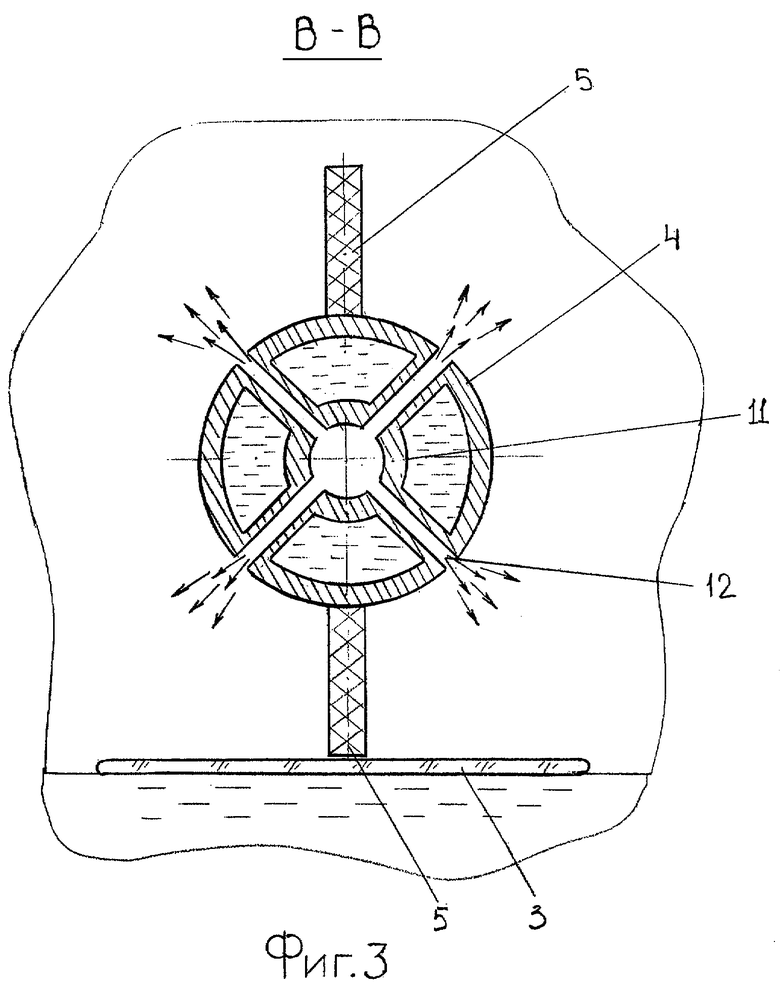
Фиг.3 - первый вариант сечения по В-В на фиг.1.
На чертеже показаны лента стекла 3, водоохлаждаемая балка 4, перегородки 5, перфорированная трубка 11, расположенная внутри водоохлаждаемой балки 4, каналы для выхода защитного газа 12.
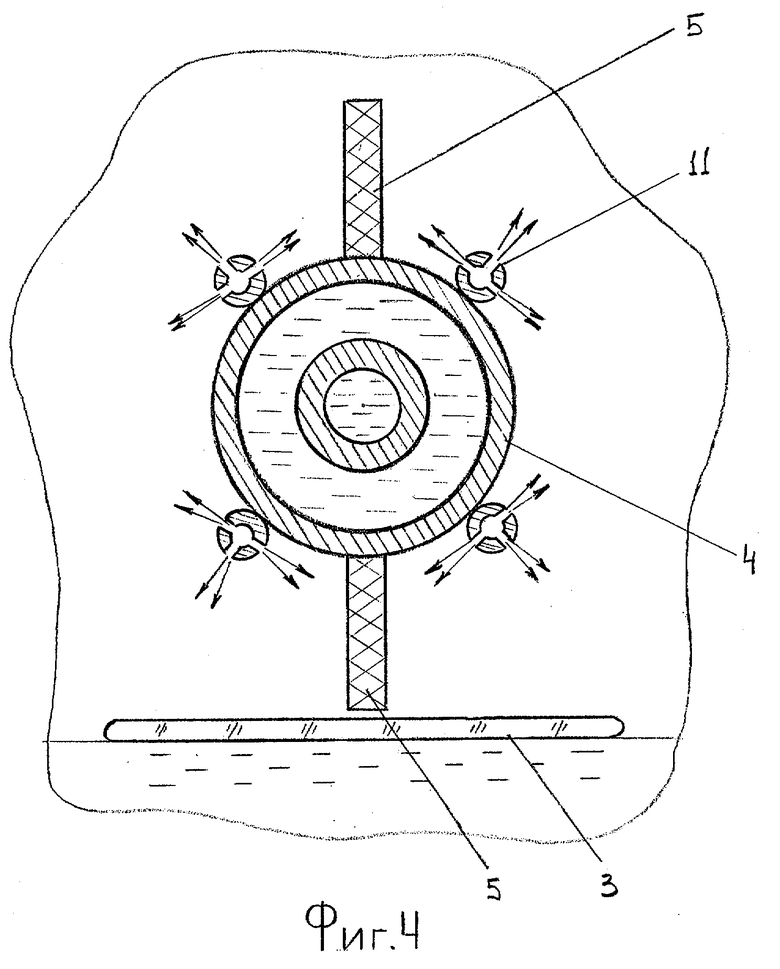
Фиг.4 - второй вариант сечения по В-В на фиг.1.
На чертеже показаны лента стекла 3, водоохлаждаемая балка 4, перегородки 5, перфорированные трубки 11, закрепленные на водоохлаждаемой балке 4.
Осуществление изобретения
Данное предлагаемое изобретение иллюстрируется следующими примерами.
Пример 1.
Стекломассу из стекловаренной печи по лотку подают в ванну 1, заполненную защитной атмосферой, на поверхность расплавленного металла 2, где осуществляется формование ленты стекла 3 (фиг.1). В горячую зону ванны расплава 1 до утоняющих машин 8 помещают преграду, включающую в себя водоохлаждаемую балку 4 и перегородки, например, из асбестовых пластин 5, толщиной 5 мм, пропитанных жидким стеклом.
Вращение балки 4 осуществляют против часовой стрелки с помощью двигателя с частотным регулированием 10 (фиг.2). Скорость вращения балки 4 задают равной 0,01 об/сек. При вращении преграды с заданными направлением и скоростью конвективный поток защитной атмосферы, движущейся из холодной зоны ванны расплава в горячую, изменяет свое направление на противоположное, совпадающее с направлением движения ленты стекла 3 или под углом к нему. При этом газовые слои, примыкающие к поверхности ленты стекла 3, охватываются в возвратный поток и также изменяют свое направление.
Ослабление проникновения холодного потока на горячую поверхность ленты улучшает качество стекла по оптическим показателям величины угла "Зебры" с 45-50 градусов до 55-60 градусов.
Пример 2.
Процесс получения полированной ленты стекла ведут так же, как в примере 1, при этом вращение балки 4, установленной после утоняющих машин 8, осуществляют по часовой стрелке. Преграда дополнительно снабжена перфорированной трубкой 11 для подачи защитного газа, которая расположена внутри водоохлаждаемой балки 4 (фиг.3).
При вращении преграды со скоростью 5 об/сек поток предварительно нагретого защитного газа, выходящий через каналы 12, движется вблизи поверхности ленты стекла одновременно в двух противоположных направлениях. Такое распределение потоков нагретого защитного газа, с одной стороны, препятствует проникновению холодного конвективного потока, а с другой - изменяет направление этого потока на противоположное.
Отсечение проникновения холодного потока на ленту стекла перед утоняющими машинами 8 улучшает качество верхней поверхности стекла по величине отраженного растра с 5-4 мм до 3-2 мм.
Приведенные в примерах 1, 2 варианты осуществления изобретения являются лишь некоторыми примерами использования данного изобретения. Возможны и другие варианты использования, например, установка сразу двух и более преград по длине ванны расплава или подача защитного газа через перфорированные трубки с различной периодичностью и изменяемым во времени количеством защитного газа для более тонкого регулирования конвективных потоков защитной атмосферы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ НА ЛЕНТУ СТЕКЛА ДОЗИРОВАННЫХ КОЛИЧЕСТВ ДИСПЕРСНОГО МАТЕРИАЛА | 1998 |
|
RU2147015C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2291123C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2183204C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА СТЕКЛО В ВАННЕ РАСПЛАВА | 2006 |
|
RU2317260C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| Устройство для электрохимической обработки ленты стекла | 1977 |
|
SU682460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145945C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2005 |
|
RU2299183C1 |
Изобретение относится к способу и устройству регулирования газовых потоков защитной атмосферы в ванне расплава и может быть использовано для улучшения оптических свойств стекла. Задачей настоящего изобретения является отсечение или ослабление проникновения в высокотемпературную зону ванны расплава холодных потоков защитного газа, вызывающих локальные искажения верхней поверхности ленты стекла вследствие возникающих напряжений сжатия. Решение указанной задачи заключается в том, что преграде, расположенной поперек ванны расплава, придают вращательное движение в направлении или против направления движения ленты стекла, со скоростью 0,01-5 об/сек. Устройство снабжено механизмом вращения преграды, а преграда снабжена трубками для подачи защитной атмосферы в ванну расплава. 2 н. и 1 з.п. ф-лы, 4 ил.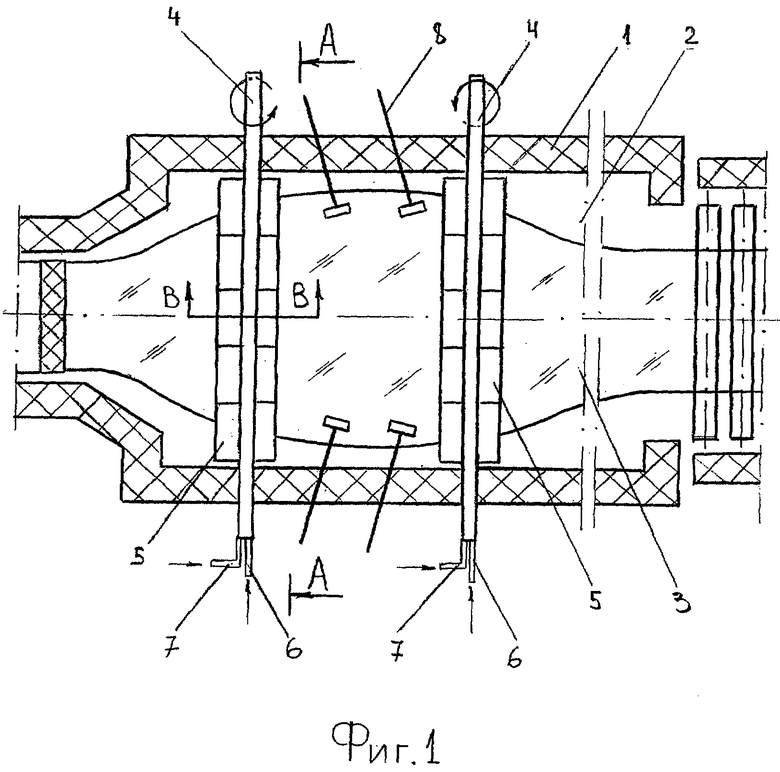
| US 3934994 А, 27.01.1976 | |||
| СПОСОБ НЕПРЕРЫВНОГО УПРОЧНЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1992 |
|
RU2073658C1 |
| Способ изготовления декоративного листового стекла | 1976 |
|
SU683192A1 |
| JP 11021137 A1, 26.01.1999 | |||
| Вакуумный прокатный стан | 1987 |
|
SU1516152A1 |

