Известны способы автоматического контроля криволинейных профилей с помощью привода, координатных датчиков и вычислительно-регистрирующего блока, по которому проверяемое изделие перемещают по заданной траектории, в заданных точках одновременно отсчитывают значение координат профиля, сравнивают их с заданными значениями и полученные отклонения регистрируют.
По этому способу привод перемещает один из датчиков по траектории, близкой к теоретической, а поправки вводятся в запоминающее устройство.
Для контроля изделий с допусками, заданными по нормали к профилю, в предложенном способе отклонения фактических координат от заданных пересчитывают на направление нормали. Это позволяет без какой-либо последующей обработки данных определять годность изделий. Кроме того, направление нормали определяют по отношению фактических приращений координат.
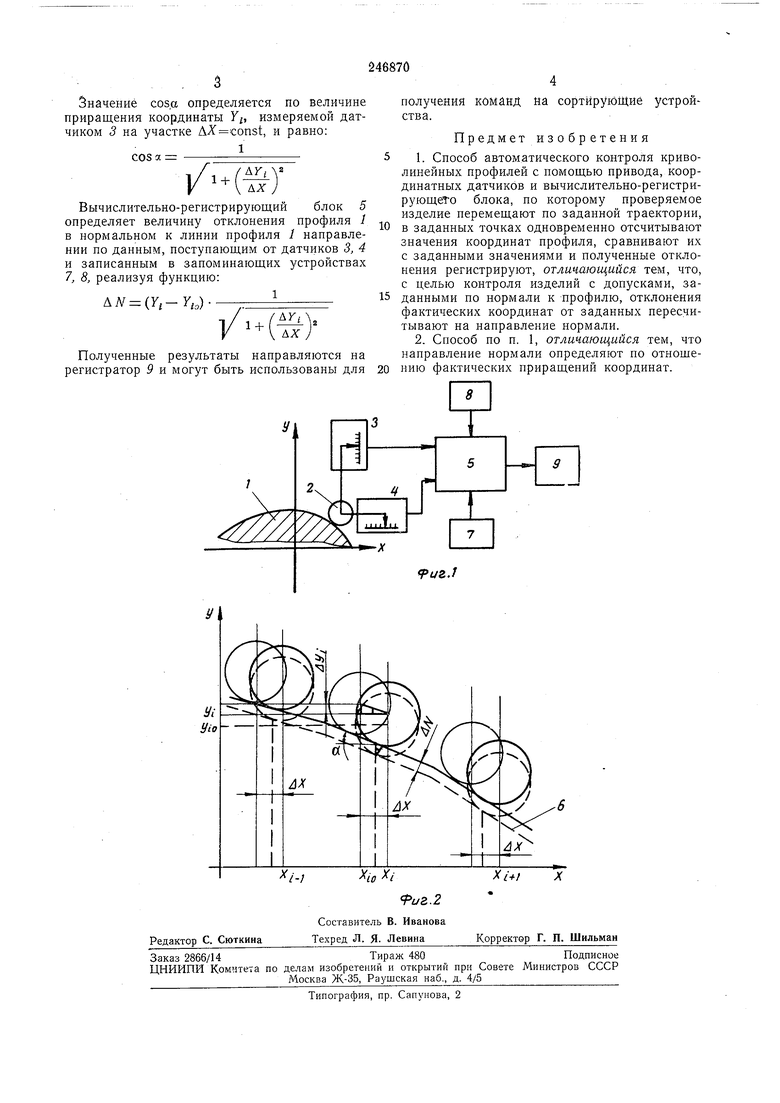
На фиг. 1 изображена схема,-поясняющая предложенный способ контроля; на фиг. 2 - схема измерения и пересчета отклонений профиля.
по заданной траектории и обкатывается роликом 2, связанным с координатными датчиками 3, 4. Координаты центра ролика 2 снимаются датчиками 3, 4 я числоимпульсным 5 кодом направляются в вычислительно-регистрирующий блок 5. Контроль профиля / ведется дискретно. Например, контролируемой точке с координатой Xi теоретического профиля 6 соответствует координата Х центра
0 ролика 2, которая вводится в запоминающее устройство 7. В запоминающее устройство 7 вводится также координата YI центра ролика, касающегося теоретического профиля в точке с координатой Х,,.
5 При поступлении от датчика 4 на вход вычислительного блока 5 сигнала, соответствующего координате Xi, от датчика 3 поступает сигнал, соответствующий координате Y. который несет информацию о координате контролируемой точки. Вычислительно-регистрирующий блок 5 сравнивает две координаты, получая при этом величину YI- Y, которяя является величиной отклонения линии профиля / от теоретического профиля 6 в данной
5 точке по оси Y. Для определения величины отклонения ЛЛ профиля / в направлении нормали к линии профиля / необходимо полученную величину YI - Yig умножить на cosa, где а - угол наклона линии профиля /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения сложных деталей | 1977 |
|
SU842383A1 |
| Способ контроля профиля зубьев зубчатого колеса и устройство для его осуществления | 1980 |
|
SU1025340A3 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| Способ и устройство частичной электронной ретуши при репродукции цветных изображений в цифровой форме | 1981 |
|
SU1801221A3 |
| Способ ультразвукового контроля плотности керамических изделий | 2018 |
|
RU2682094C1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ контроля профиля зуба зубчатых колес и устройство для его осуществления | 1980 |
|
SU1145938A3 |
| Способ контроля положения ковша экскаватора-драглайна | 1989 |
|
SU1795010A2 |
| Способ следящего управления приводами измерительных роботов | 1980 |
|
SU1089390A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1969 |
|
SU242426A1 |
