Известны станки для гибки профильного металла, содержащие станину с транспортирующими и упорными роликами, а также механизм настройки роликов на требуемый радиус гиба.
Предлагаемый станок отличается от известных тем, что он снабжен второй парой упорных роликов, приводимых в движение посредством реверсивного электродвигателя, смонтированного на станине. При этом транспортирующие ролики соединены между собой качающейся кулисой, а механизм настройки роликов выполнен в виде линейки с визиром, имеющей возможность возвратнопоступательного перемещения вместе с упорным роликом, и двух конечных выключателей, закрепленных на станине станка.
Это позволяет осуществлять гибку без кантовки заготовки.
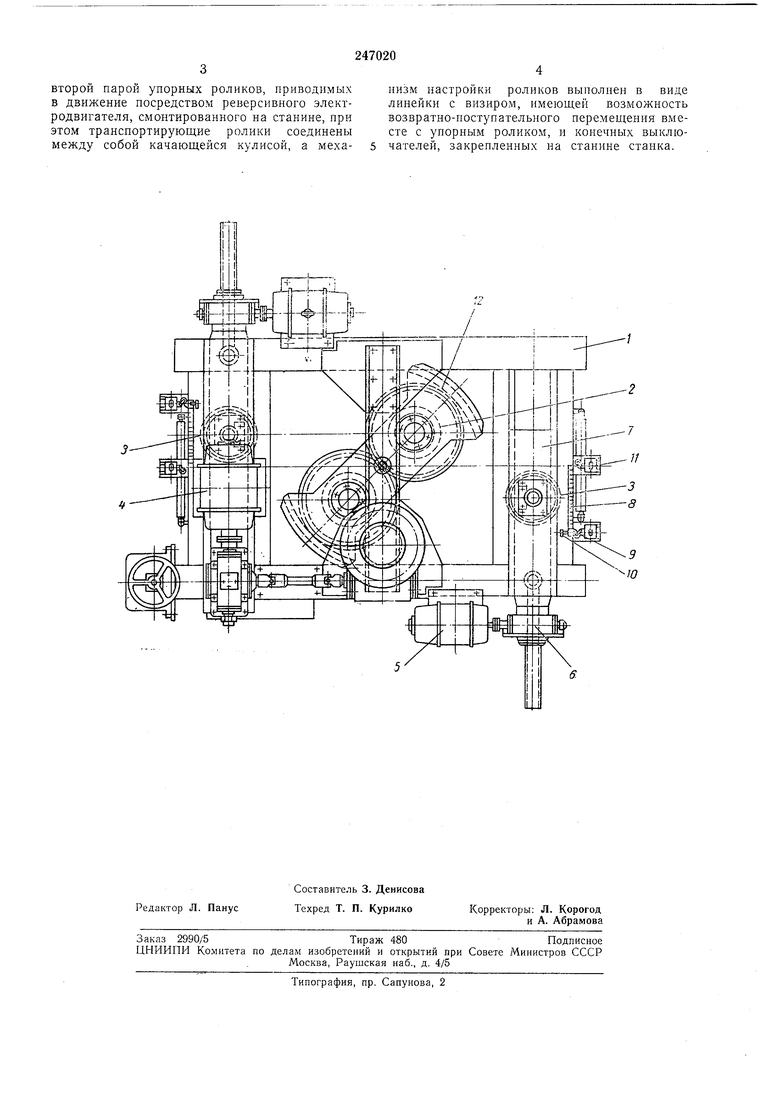
На чертеже изображен описываемый станок.
Он состоит из станины 1, на которой расположены два транспортирующих ролика 2 и два упорных ролика 3. Для перемещения изгибаемого рельса транспортирующие ролики приводятся во вращение электродвигателем 4, а поступательное перемещение упорным роликам сообщается посредством электродвигателя 5 через редуктор с винтом 6, соединенным с обоймой 7, в которой расположен упорный ролик 3.
Для настройки станка для изгиба рельса на заданную кривизну механизм настройки выполнен в виде линейки 8 с визиром 9, снабл енным стопорным болтом 10, и конечных выключателей 11, закрепленных на станине. Линейка закреплена на обойме и имеет возможность перемещения вместе с упорным роликом.
Заготовку устанавливают между роликами, после чего настраивают визир на линейке на требуемое деление и закрепляют его стопорным болтом.
Включают электродвигатель 5 поступательного перемещения упорного ролика на требуемую величину, фиксируемую визиром на линейке, после чего конечным выключателем производят отключение электродвигателя 5. После выключения электродвигателя 5 включают электродвигатель 4 привода транспортирующих роликов, и рельс получает поступательное перемещение.
Транспортирующие ролики соединены между собой качающейся кулисой 12.
Предмет изобретения
Станок для гибки профильного металла, содержащий станину с транспортирующими и упорными роликами, а также механизм настройки роликов на требуемый радиус гиба, отличающийся тем, что, с целью осуществления гибки без кантовки заготовки, он снабжен
второй парой упорных роликов, приводимых в движение посредством реверсивного электродвигателя, смонтированного на станине, при этом транспортирующие ролики соединены между собой качающейся кулисой, а механизм настройки роликов выполнен в виде линейки с визиром, имеющей возможность возвратно-поступательного перемещения вместе с упорным роликом, и конечных выключателей, закрепленных на станине станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НАРЕЗАНИЯ ДЕКОРАТИВНЫХ ЗУБЧИКОВ | 1973 |
|
SU372060A1 |
| Вайма для сборки деревянных рам | 1977 |
|
SU791540A1 |
| Устройство для обработки деталей сложной формы | 1978 |
|
SU742038A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ И ВОГНУТЫХ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU305041A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| УСТРОЙСТВО для ГИБКИ ЗАГОТОВОК | 1973 |
|
SU368901A1 |
| Шлифовально-доводочный станок | 1976 |
|
SU727404A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
--U I-I
