Изобретение относится к способу автоматическ:ой электродуговой сварки материалов и сплавов в защитных газах.
Известны способы автоматической электродуговой сварки с использованием в качестве присадочного материала металлического порошка, подаваемого в хвостовую часть ванны.
Недостатками известных способов являются неполное использование тепла дуги из-за значительных потерь тепла (около 50%) на излучение, перегрев сварочной ванны и околошовной зоны, что приводит к уменьшению глубины проплавления основного металла, Зхудшению свойства металла шва и околошовной зоны, в особенности при сварке легированных сталей, а также к нарушению формирования шва из-за повышенной жидкотекучести перегретой сварочной ванны.
Предлагаемый способ обеспечивает более полное использование тепла дуги для расплавления основного и присадочного металла и увеличение глубины проплавления и улучшение качества металла шва. Для этого металлический порошок подают вокруг дуги по периферии сварочной ванны. В результате чего создается экран вокруг дуги, который предотвращает потери тепла на излучение, причем часть этого тепла используется на расплавление частиц порошка, образующего экран, а часть - на подогрев частиц, попадающих в зазор перед дугой. При этом сварка ведется по порошку, что обусловливает увеличение глубины проплавления и количества неплавленного металла. Кроме того, часть порошка, попадающая в ванну позади дуги, расплавляется за счет тепла ее перегрева и охлаждает ванну, что способствует измельчению структуры шва и повышает качество сварного соединения.
Таким образом, при сварке описываемым способом производительность процесса увеличивается по сравнению с обычной сваркой почти в два раза при неизменном технологическом режиме. Кроме того, значительно
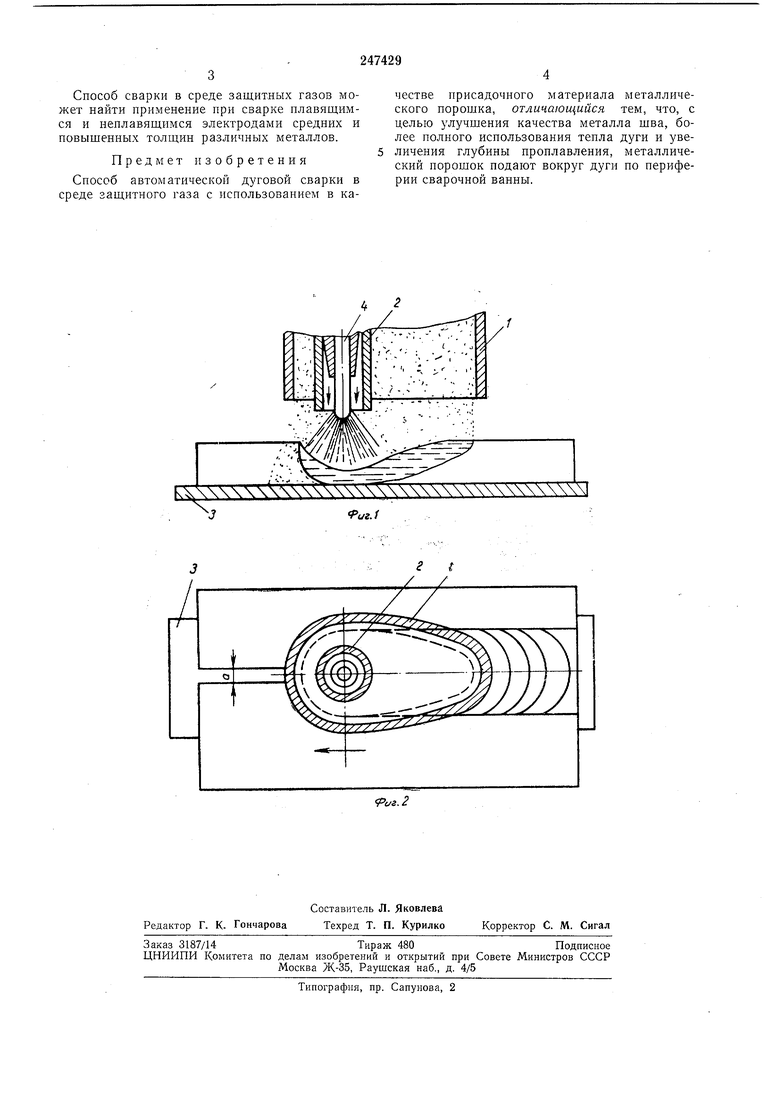
улучшается качество металла сварного соединения, что ведет к повышению эксплуатационной и технологической прочности сварного изделия. На фиг. 1 и 2 дана схема подачи металлического порошка по предлагаемому способу.
Вокруг дуги через отверстие сменного сопла горелки /, имеющего форму периферии сварочной ванны, подают металлический порошок при сварке с зазором а, величина которого составляет около половины толщины свариваемых листов. Одновременно через сопло горелки 2 подается газ для защиты электрода и ванны, сварка осуществляется на
Способ сварки в среде защитных газов может найти применение при сварке плавящимся и неплавящимся электродами средних и повышенных толщин различных металлов.
Предмет изобретения
Способ автоматической дуговой сварки в среде защитного газа с использованием в качестве присадочного материала металлического порощка, отличающийся тем, что, с целью улучшения качества металла шва, более полного использования тепла дуги и увеличения глубины проплавления, металлический норошок подают вокруг дуги но периферии сварочной ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ СВАРКИ, СОВМЕЩАЮЩИЙ В СЕБЕ ИСПОЛЬЗОВАНИЕ ЛАЗЕРНОГО ПУЧКА И ЭЛЕКТРИЧЕСКОЙ ДУГИ С ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, ДЛЯ СБОРКИ УКЛАДЫВАЕМЫХ ВСТЫК МЕТАЛЛИЧЕСКИХ ТРУБ С ЦЕЛЬЮ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ | 2006 |
|
RU2403135C2 |
| Способ сварки стыковых соединений | 2017 |
|
RU2635680C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1971 |
|
SU318442A1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2007 |
|
RU2367546C2 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
ue.t
