Известны устройства для поперечной резки профилированных изделий, включающие механизм подачи заготовки, выполненный в виде подающего и прижимного роликов, и отрезной механизм с совершающим возвратнопоступательное движение пластинчатым ножом. Такие устройства обеспечивают поперечную резку изделий лишь под одним заданным углом.
Предложенное устройство отличается ог известных тем, что оно снабжено диском со сменным кулачком, взаимодействующим через промежуточные рычаги с ножом, закрепленным с возможностью поворота вокруг своей оси. Это обеспечивает поперечную резку изделий под различными углами, что расширяет диапазон его применения.
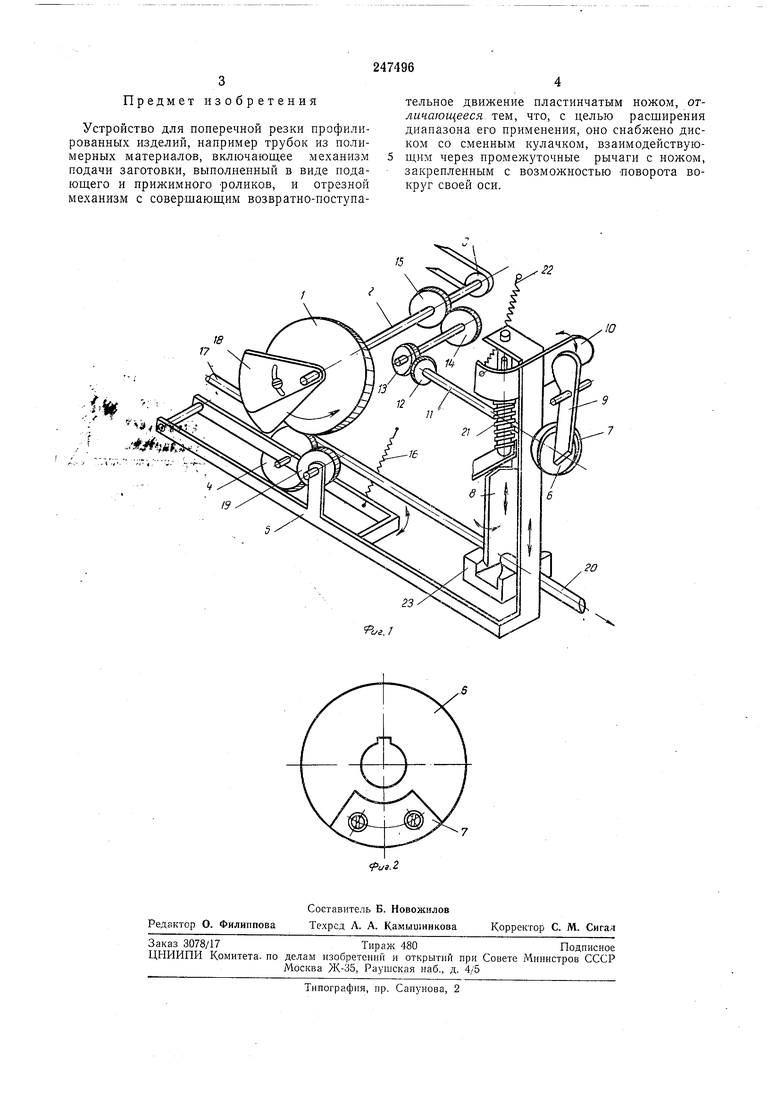
На фиг. 1 схематично изображено предложенное устройство; на фиг. 2 - диск с кулачком.
Механизм подачи заготовки, например, трубки, содержит подающий ролик 1, закрепленный на валу 2 и получающий вращательное движение ог электродвигателя через ременную передачу 3, и прижимной ролик 4, который закреплен на раме 5. Диск 6 с кулачком 7, поворачивающий нол 8 с помощью рычагов 9 и 10, закреплен на валу 11 и получает вращательное движение через конические /2 и /5 и цилиндрические 14 и 15 зубчатые колеса.
Прил имается ролик 4 к ролику 1 пружиной 16. Заготовка 17, предназначенная для резки, протягивается подающим и прижимным роликами к отрезному механизму. Регулируемый сектор 18, вращаясь вместе с роликом /, нажимает на ролик 19, перемещая вниз прижимной ролик 4 с рамой 5. Таким
образом прекращается подача заготовки. В это время стойка рамы 5 подает подвижный нож 8 вниз и отрезает изделие 20. Поворачиваясь, сектор 18 сходит с роликами 19, рама 5 с роликом 4 под действием пружины 16 возвращае-тся в исходное положение, и происходит перемещение заготовки. Подвижный нож 8 возвращается в исходное положение пружиной 21. Передаточное отношение диска 6 к ролику
/ равно 1 :2. Поворачивается нож 8 в прямое положение пружиной 22.
Настройка устройства на резку изделий определенной длины осуществляется с помощью сектора 18. В качестве неподвижного ножа
установлена стойка 23. Кулачок 7 является сменным и заменяется в том случае, если необходимо изменить угол резки. Для получения косого реза с другой стороны трубки на диок 6 устанавливают второй диа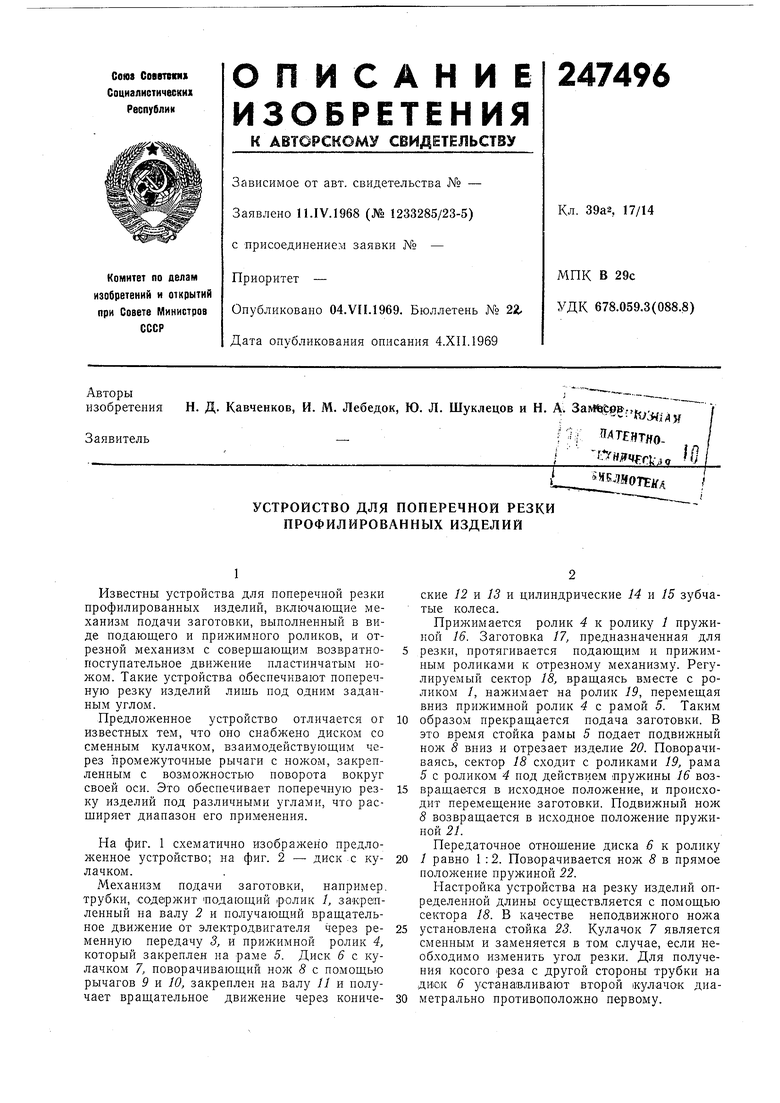
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволоки в зону обработки и ее отрезки | 1990 |
|
SU1794562A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ | 1992 |
|
RU2008202C1 |
| Устройство для резки длинномерного материала | 1981 |
|
SU1058775A1 |
| Автомат для ротационного обжатия | 1990 |
|
SU1814959A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| УСТРОЙСТВО НАМОТКИ И ФОРМИРОВАНИЯ ЗАГОТОВОК БУМАЖНЫХ МНОГОСЛОЙНЫХ МЕШКОВ С ЛАМИНИРОВАННЫМ СЛОЕМ | 2002 |
|
RU2233745C1 |
| Автомат для намотки заготовок из ленточных материалов | 1986 |
|
SU1390161A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |