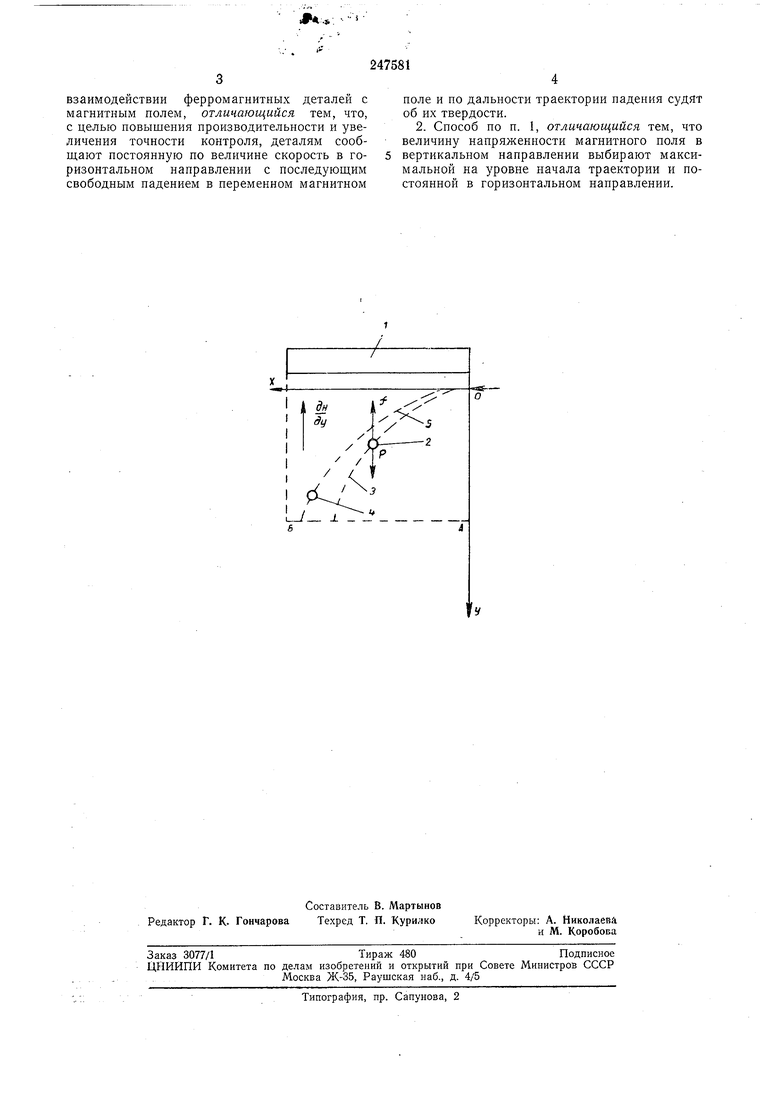
Известны способы магнитного кЬнтроля стальных деталей по твердости, в которых контроль осуществляется путем определения коэрцитивной силы по значению тока размагничивания предварительно намагниченных контролируемых деталей. Предложенный способ отличается от известных тем, что деталям сообщают постоянную по величине скорость в горизонтальном направлении с последующим свободным надением в переменном магнитном ноле и по дальности траектории падения судят об их твердости, при этом величину нанрял енности магнитного поля в вертикальном направлении выбирают максимальной на уровне начала траектории и постоянной в горизонтальном нанравлении. Это новышает производительность контроля. Па чертеже изображены траектории ферромагнитных тел, имеющих различные величины магнитной проницаемости. Предложенный способ заключается в том, что относительно системы координат ху магнитным потолком / создается постоянное магнитцое поле, однородное вдоль горизонтальженность максимальна, а вдоль оси АВ - минимальна. Стальное тело 2 с начальной скоростью, направленной вдоль оси х входит в область действия постоянного магнитного поля и под действием силы тяжести Р свободно движется по параболе 3. Но одновременно на тело 2 действует сила /, направленная вверх и обусловленная взаимодействием магнитного поля с его ферромагнитным веществом. Чем больше магнитная проницаемость тела 2, тем больще сила f. Траектория движения тела 2 определяется разностью сил Р и f. С возрастанием величины магнитной проницаемости вещества тела 2 нарабола 3 становится более пологой. Так, например, тело 4, имеющее ту же начальиую скорость, тот же вес и форму, что и тело 2, но имеющее большую величину магнитной проницаемости, опишет параболу 5, так как сила / будет больше, чем в случае падения тела 2. Поскольку магнитная проницаемость стальных деталей для данной марки стали зависит от их твердости, то такой способ позволяет осуществить контроль стальных деталей по их твердости.
взаимодействии ферромагнитных деталей с магнитным полем, отличающийся тем, что, с целью новышения производительности и увеличения точности контроля, деталям сообп ают постоянную по величине скорость в горизонтальном направлении с последующим свободным падением в переменном магнитном
поле и по дальности траектории падения судят об их твердости.
2. Способ по п. 1, отличающийся тем, что величину напряженности магнитного поля в вертикальном направлении выбирают максимальной на уровне начала траектории и постоянной в горизонтальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СОРТИРОВКИ И КОНТРОЛЯ ТВЕРДОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ ПО КОЭРЦИТИВНОЙ СИЛЕ | 1973 |
|
SU376688A1 |
| АВТОМАТ для СОРТИРОВКИ И КОНТРОЛЯ ТВЕРДОСТИ СТАЛЬНЫХ ШАРИКОВ ПО КОЭРЦИТИВНОЙ | 1973 |
|
SU381965A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТЕРМООБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2296319C2 |
| Способ селективного контроля глубины и качества поверхностного упрочнения изделий из ферромагнитных материалов | 2022 |
|
RU2782884C1 |
| СПОСОБ СОЗДАНИЯ ВИХРЕВОГО МАГНИТНОГО ПОЛЯ | 2008 |
|
RU2364969C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| Устройство для определения однородности механических свойств изделий их металла и обнаружения в них зон с аномальной твердостью | 2017 |
|
RU2690074C2 |
| СПОСОБ МАГНИТНОЙ СЕПАРАЦИИ МЕЛКОДИСПЕРСНЫХ СЛАБОМАГНИТНЫХ СЫПУЧИХ ПРОДУКТОВ И СЕПАРАТОР МАГНИТНЫЙ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2462316C2 |
| Способ предварительной электромагнитной обработки крупногабаритной детали перед сваркой и устройство для его осуществления | 1987 |
|
SU1524098A1 |
| Способ неразрушающего контроля глубинно-насосных штанг | 1987 |
|
SU1481668A1 |