Изобретение относится к неразрушающему контролю физико-механических свойств изделия из ферромагнитного материала и может быть использовано для контроля качества термообработки (ТО) сварных соединений (СвС).
Известен способ электромагнитного контроля физико-механических свойств изделий из ферромагнитного материала, заключающийся в том, что на изделие воздействующим полем полюса магнита, установленного по нормали к его поверхности, и на поверхности изделия фиксируют точки, в которых нормальная составляющая поля остаточной намагниченности равно нулю, и по расстоянию между точками определяют физико-механические свойства изделия (RU, а.с. 924563, G 01 N 27/80).
Недостатком данного способа является сложность и низкая производительность в силу наличия такой дополнительной операции как обязательное намагничивание изделия с целью определения контролируемых параметров.
Кроме того, по данному способу предусматривается большое анализируемое поле и поэтому нет возможности определить однородность малых локальных зон на большой протяженности.
Наиболее близким техническим решением к заявляемому является измерение твердости металла шва с целью проверки качества термообработки сварных соединений. (Руководящий документ РД 153-34.1-003-01, Москва, ПИО ОБТ, 2001, стр.200-202 "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"). Твердость металла шва сварного соединения по данному способу измеряют переносными твердомерами по зачищенными до металлического блеска поверхности. На каждом сварном шве должно быть подготовлено не менее трех участков в разных местах по периметру стыка и на каждом участке должно быть проведено не менее трех измерений. Твердость металла шва определяется как среднее арифметическое результатов измерений твердости на трех участках, а твердость каждого участка в свою очередь определяется как среднее арифметическое трех измерений. По снижению полученных результатов измерений твердости определяют качество ТО сварного соединения.
Недостатком данного технического решения является низкая достоверность в силу точечного, локального характера съема информации, а не сварного соединения в целом, а также большого шага измерений. К тому же, при этом измеряют только один параметр - твердость металла шва, по которому нельзя оценить неоднородность структурных и физических свойств, порождающих физико-механические напряжения в сварном соединении, причем контроль производится только для наружного поверхностного слоя сварного шва.
Кроме того, данный способ трудоемкий из-за необходимости подготовки поверхности (зачистка, шлифовка и т.д.) сварного шва в местах контроля до заданных параметров плоскостности и шероховатости.
Техническим результатом настоящего изобретения являются расширение функциональных возможностей, повышение достоверности результатов и качества контроля за счет получения более полной информации о качестве термообработки сварного соединения, наглядность результатов контроля качества термообработки сварного соединения.
Под сварным соединением в предлагаемом способе понимается зона, включающая сварной шов, околошовные зоны термического влияния и прилегающие зоны основного металла.
Технический результат достигается следующим образом:
Способ неразрушающего контроля качества термообработки сварных соединений, согласно которому измеряют твердость металла сварного соединения в одной или нескольких точках, и по снижению полученных результатов после термообработки судят о качестве термообработки сварного соединения, при этом дополнительно регистрируют магнитное поле рассеяния над сварным соединениям до и после термообработки, определяют его неравномерность и по степени снижения неравномерности магнитного поля рассеяния после термообработки по отношению к неравномерности магнитного поля рассеяния до термообработки судят о качестве термообработки сварного соединения.
Определение неравномерности магнитного поля рассеяния над сварным соединением до и после термообработки отражающей структурную и физико-механическую неравномерность металла сварного соединения до и после термообработки, с определением качества термообработки сварного соединения по степени снижения этой неравномерности обеспечивает достоверность результатов и наглядность оценки результатов контроля качества термообработки сварного соединения и позволяет расширить функциональные возможности способа. Способ осуществляют следующим образом.
Для реализации способа используют приборы для измерения значений физических величин магнитного поля рассеяния, например, напряженности магнитного поля (А/м), магнитной индукции (мкТл), градиента магнитного поля (А/м/мм), градиента магнитной индукции (мкТл/мм) или др. При этом могут измеряться или одна, или несколько физических величин в различном сочетании.
Датчик (или блок датчиков) прибора устанавливают непосредственно над (или на) поверхностью сварного соединения (СвС), перемещают его над (по) поверхностью СвС на всем его протяжении. «Над», преимущественно, используется, когда перемещение затруднено из-за неровности сварного шва, «на» - когда поверхность сварного соединения - гладкая. По мере перемещения производят измерения значений физических величин магнитного поля рассеяния. При этом расстояние между точками отсчета не должно превышать толщины свариваемых деталей и быть не более 10 мм.
Для увеличения производительности контроля число датчиков может быть увеличено, вплоть до числа отсчетов. В последнем случае сканирование не требуется.
Измеренные значения физических величин магнитного поля рассеяния, в последовательно расположенных точках измерения, фиксируются. Формы фиксации могут быть самыми разнообразными, например:
- отсчеты записываются вручную;
- отсчеты заносятся в память прибора;
- отсчеты заносятся в память ПК, или вручную, или из памяти прибора, или в процессе измерений из прибора;
- отсчеты визуализируются в виде графиков;
и др.
Затем определяют значения параметров (нескольких или одного) неравномерности распределения измеренной физической величины (одной или нескольких) над (на) поверхностью(-сти) СвС, если его протяженность не превышает одного метра. Для протяженных сварных соединений (более 1 м) неравномерность допускается оценивать в пределах его отдельных участков, начиная с 500 мм и более.
Параметры неравномерности могут быть следующими:
1. Среднее значение отклонений по модулю между полученной зависимостью измеренной физической величины магнитного поля рассеяния вдоль сварного шва от ее сглаженного вида.
Сглаженный вид может быть получен известными методами, например методом центрированного скользящего среднего.
2. Максимальное значение отклонения по модулю между полученной зависимостью измеренной физической величины магнитного поля рассеяния вдоль сварного шва от ее сглаженного вида.
3. Отношение максимального значения отклонения по п.2 к среднему значению по п.1.
4. Среднее значение разности по модулю между двумя зависимостями измеренных физических величин магнитного поля рассеяния для двух траекторий в пределах зоны сварного соединения.
5. Максимальное значение разности по модулю между двумя зависимостями измеренных физических величин магнитного поля рассеяния для двух траекторий в пределах зоны сварного соединения.
6. Другие параметры неравномерности, учитывающие специфику работы термообрабатываемого сварного соединения, используемые средства контроля, уровень подготовки персонала и др.
Полученные значения параметров неравномерности (нескольких или одного) сравнивают друг с другом - до и после термообработки (ТО), и по степени снижения значения параметра (одного или нескольких) неравномерности распределения измеренной физической величины (одной или нескольких) магнитного поля рассеяния после проведения ТО СвС судят о качестве ТО (чем меньше значение параметра неравномерности распределения измеренной физической величины магнитного поля рассеяния СвС после проведения ТО по сравнению со значением параметра неравномерности распределения аналогичной физической величины до проведения ТО СвС, тем качественней термообработан сварной шов).
Пример 1 практической реализации.
Способ был реализован для сварного стыкового соединения двух стальных труб из стали 12Х1МФ наружным диаметром 219 мм и толщиной стенки - 13 мм. Вначале измерили твердость шва известным способом в трех точках до и после ТО. Результаты оказались следующими: до ТО - (300-350) НВ, после - (150-250) НВ. Значения твердости, измеренные в 3-х точках сварного шва, после ТО уменьшились примерно в 1,5 раза.
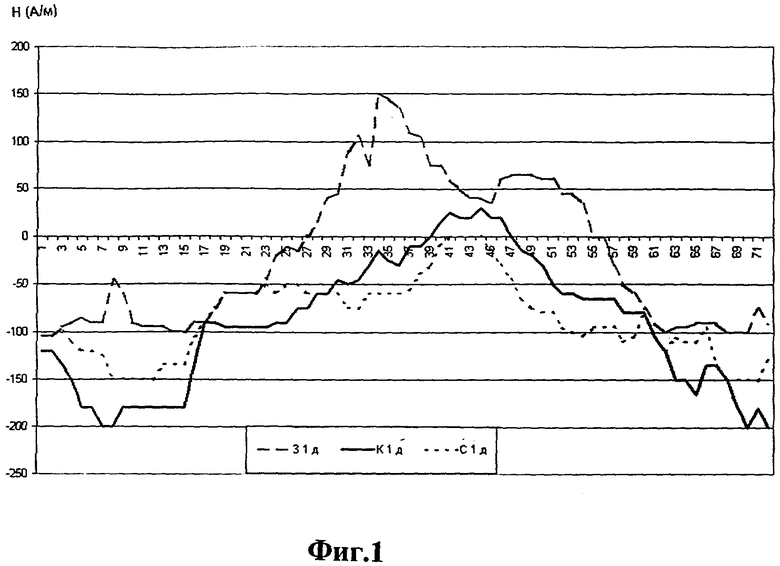
Для характеристики магнитного поля рассеяния была выбрана физическая величина напряженности магнитного поля (А/м), ее нормальная компонента к поверхности трубы.
Перемещение 3-х датчиков производилось на всем протяжении СвС: один датчик перемещался по центру сварного шва, два других - по его краям. Расстояния между точками отсчета в направлении перемещения датчиков было равным 10 мм.
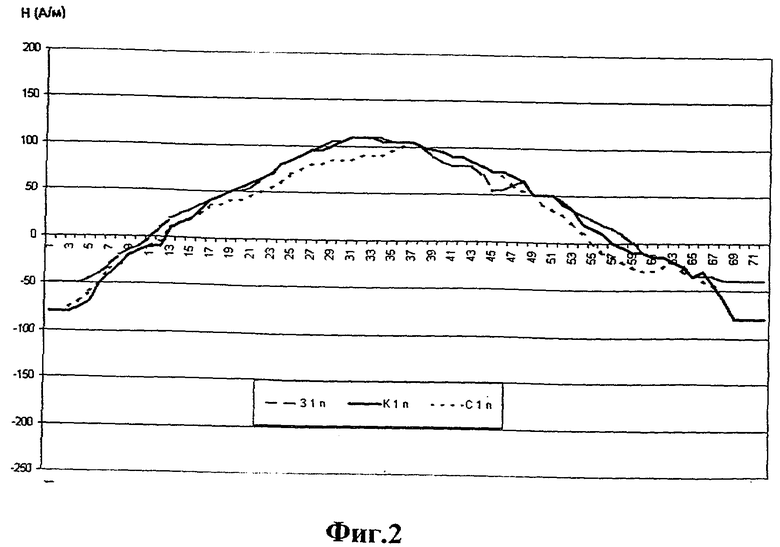
Измеренные значения были занесены в таблицу Microsoft Exell персонального компьютера и по ним были построены графики распределения Н (А/м) вдоль сварного соединения (магнитограммы). Эти магнитограммы до и после ТО приведены на фиг.1 и фиг.2. (траектории сканирования 31, К1, С1)
Из фиг.1 и фиг.2 видно, что неравномерность (изрезанность) каждой из магнитограмм и между ними после ТО существенно уменьшилась. Т.е. они стали более плавными и более близкими друг к другу.
Для определения значения неравномерности было проведено сглаживание магнитограмм, полученных до и после ТО.
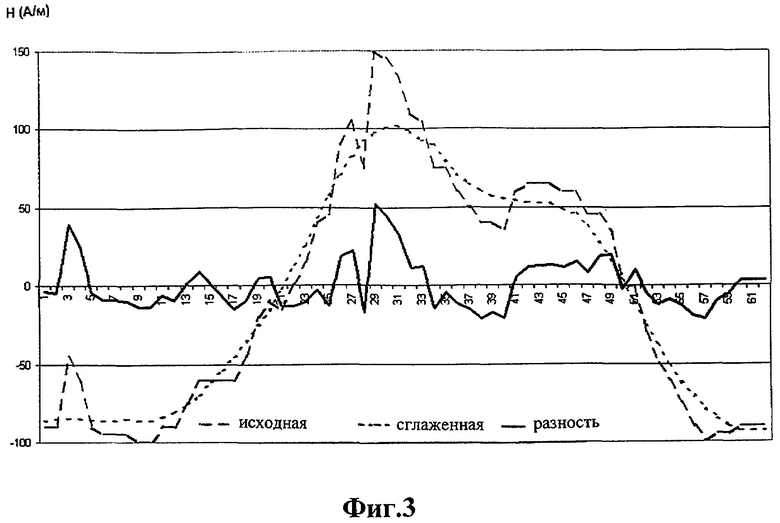
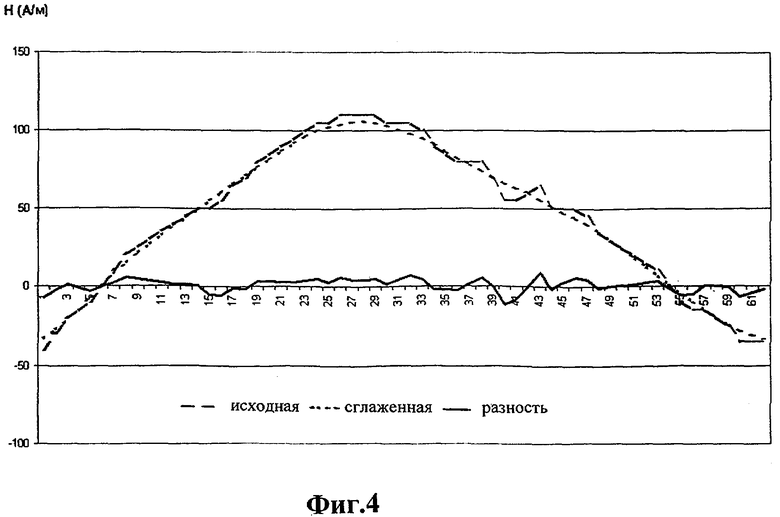
На фиг.3 и фиг.4 представлены исходная магнитограмма (магнитограмма, полученная при измерении), сглаженная магнитограмма (исходная магнитограмма, обработанная математически) и их разность для одной из трех траекторий перемещения датчиков - траектории 31, соответственно, до и после ТО.
Сглаженная магнитограмма (тренд) получена методом центрированного скользящего среднего по 11 соседним точкам результатов измерения.
Из фиг.3 видно, что неравномерность вдоль сварного соединения, определяемая разностью исходной и сглаженной магнитограмм, существенно уменьшается после ТО. Так, до ТО среднее значение отклонений по модулю между исходной и сглаженной магнитограммами равно 12,88 А/м, а после ТО - 3,19 А/м. Соответственно максимальные значения отклонений равны: до ТО - 52,27 А/м, а после ТО - 11,36 А/м.
Т.е. степень (коэффициент) снижения неравномерности по среднему значению равен:
Ксглср=12,88/3,19=4,04;
а по максимальному значению отклонения:
Ксглмакс=52,27/11,36=4,6.
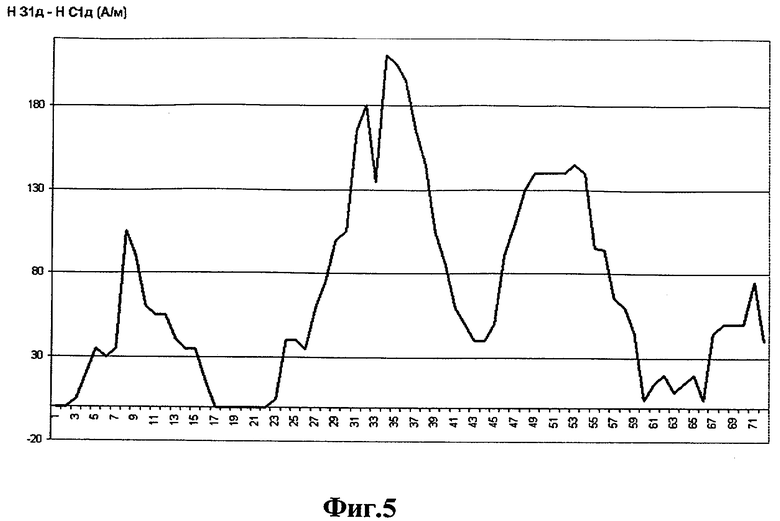
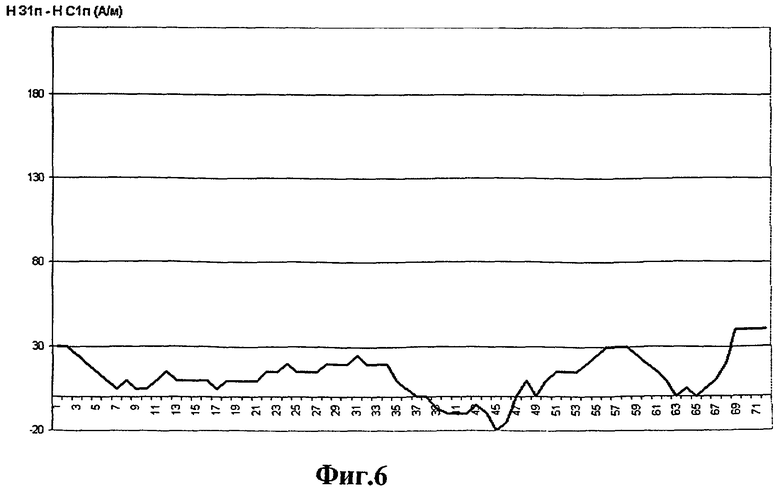
На фиг.5 и фиг.6 представлены графики разности магнитограмм траектории 31 и С1 соответственно до и после ТО.
Из фиг.5 видно, что неравномерность, определяемая разностью вышеуказанных магнитограмм, вдоль сварного соединения (в направлении, перпендикулярном сварному шву) после ТО существенно уменьшилась. Так, до ТО среднее значение разности магнитограмм по модулю было равно - 67,2; а после ее проведения - 14,96.
Соответственно, максимальные значения разности равны:
до ТО - 150-(-60)=210А/М,
а после ТО - 40 А/*м.
Таким образом, степень снижения неравномерности по среднему значению разности магнитограмм равна:
Кср=67,2/14,96=4,49,
а по максимальной разности:
Кмакс=210/40=5,25.
Таким образом, оценка качества термообработки по неравномерности магнитных параметров (снижение неравномерности от 4 до 5,25 раз) является более чувствительной, чем по изменению твердости (в 1,5 раза), что повышает достоверность контроля.
Если бы допустимые значения Ксглср, Ксглмакс, Кср и Кмакс (см. выше) были меньше вышеприведенных для данного сварного соединения, то это указывало бы на менее качественную ТО.
Пример 2 практической реализации способа.
Способ был реализован для сварного стыкового соединения двух стальных труб наружным диаметром 219 мм и толщиной стенки - 13 мм (как в примере 1). ТО была проведена в соответствии с техническим регламентом, и значения твердости, измеренные в 3-х точках сварного шва, соответствовали нормам.
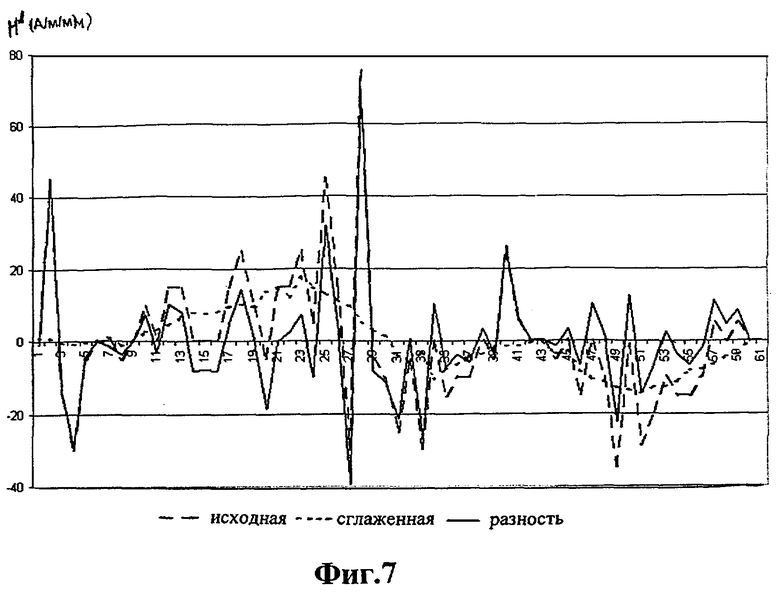
В качестве физической величины, характеризующей магнитное поле рассеяния, был выбран градиент напряженности магнитного поля Н (А/м/мм) рассеяния.
Перемещение 3-х датчиков и занесение результатов в ПК осуществлялось, как в примере 1.
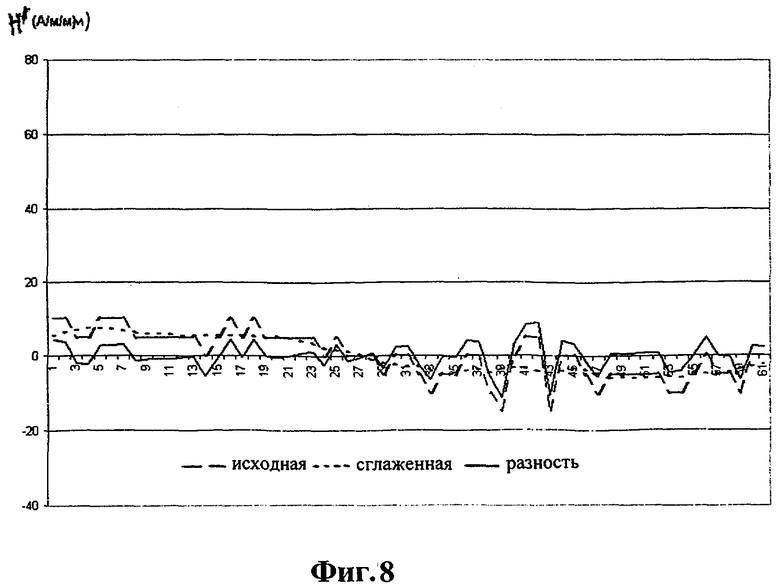
На фиг.7 и фиг.8 приведены исходные, сглаженные магнитограммы и их разности для траектории 31 соответственно до и после ТО.
Сглаженная магнитограмма (тренд) получена методом центрированного среднего по 11 соседним точкам результатов измерений.
Из фиг.7 и фиг.8 видно, что неравномерность вдоль сварного соединения, определяемая разностью исходной и сглаженной магнитограмм, существенно уменьшается после ТО. Так, до ТО среднее значение отклонения по модулю между исходной и сглаженной магнитограммами были равны - 10,02(А/м/мм), а после проведения ТО - 2,77(А/м/мм).
Соответственно, максимальные значения отклонений равны
до ТО - 69,55 А/м/мм,
а после ТО - 11,36 А/м/мм.
Т.е. степень снижения неравномерности по среднему значению равна
Ксглср=10,02/2,77-3,6;
а по максимальному значению отклонения
Ксглмакс=69,55/11,36=6,1.
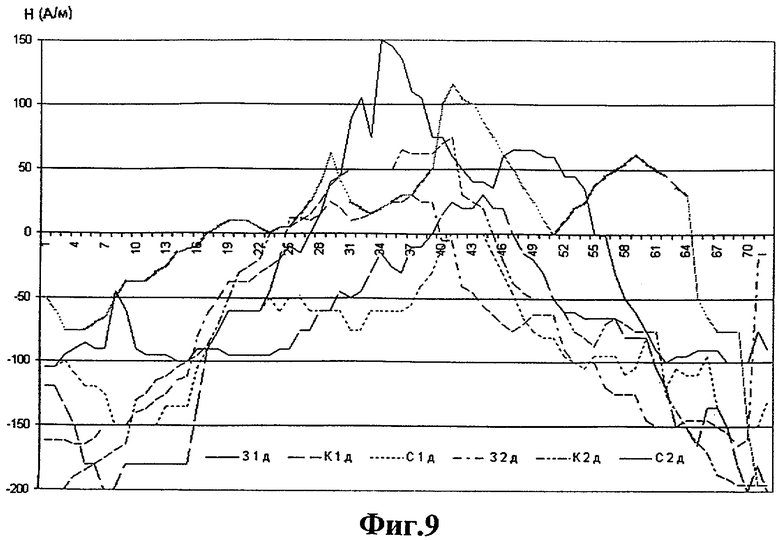
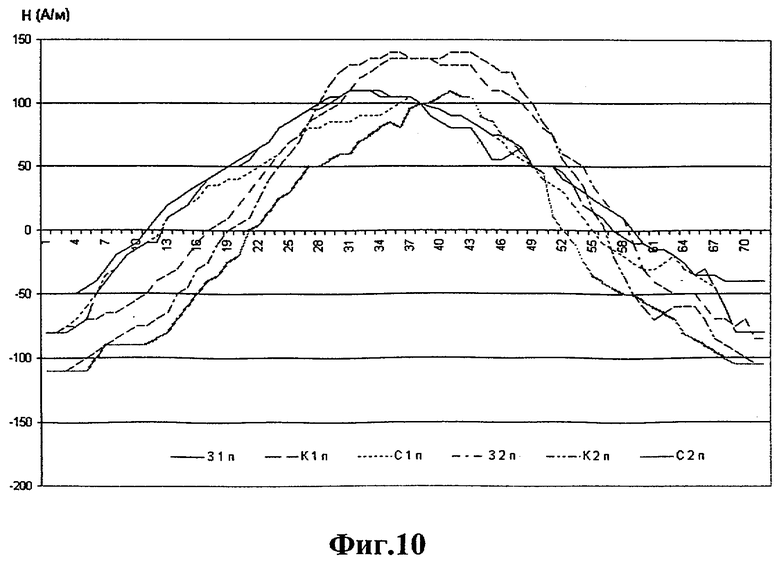
Дополнительная иллюстрация способа
В заключение, для иллюстрации, на фиг.9 фиг.10 приведены некоторые (шесть) из исследованных магнитограмм двух сварных соединений по трем траекториям (31, К1, С1 и З2, К2, С2) соответственно до ТО и после ТО, на которых отчетливо видны изменения их неравномерности до ТО и после ТО.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки коррозионных потерь металла в недоступном участке трубопровода | 2017 |
|
RU2671296C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ | 2021 |
|
RU2759313C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 2014 |
|
RU2585796C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2452928C2 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ оценки качества контролируемого ферромагнитного материала | 1985 |
|
SU1597710A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446385C2 |
Изобретение относится к неразрушающему контролю физико-механических свойств изделия из ферромагнитного материала и может быть использовано для контроля качества термообработки сварных соединений. Технический результат: расширение функциональных возможностей, повышение достоверности результатов и качества контроля за счет получения более полной информации о качестве термообработки сварного соединения, наглядность результатов контроля. Сущность: Измеряют твердость металла сварного соединения в одной или нескольких точках. По степени снижения полученных результатов после термообработки судят о качестве термообработки сварного соединения. Дополнительно регистрируют магнитное поле рассеяния над сварным соединением до и после термообработки. Определяют его неравномерность. По степени снижения неравномерности магнитного поля рассеивания после термообработки по отношению к неравномерности магнитного поля рассеивания до термообработки судят о качестве термообработки сварного соединения. 10 ил.
Способ неразрушающего контроля качества термообработки сварных соединений, согласно которому измеряют твердость металла сварного соединения в одной или нескольких точках и по снижению полученных результатов после термообработки судят о качестве термообработки сварного соединения, отличающийся тем, что дополнительно регистрируют магнитное поле рассеяния над сварным соединением до и после термообработки, определяют его неравномерность и по степени снижения неравномерности магнитного поля рассеяния после термообработки по отношению к неравномерности магнитного поля рассеяния до термообработки судят о качестве термообработки сварного соединения.
| Сварка, термообработка и контроль трубных систем котлов, трубопроводов при монтаже и ремонте энергетического оборудования, PTM-1c, РД-153-34.1-003-01, Санкт- Петербург, 2002, с.226-227 | |||
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 2001 |
|
RU2214589C2 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| RU 2075073 C1, 10.03.1997 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

