1
Изобретение атйосится к измерительной технике, в частности к устройствам сортировки, разбраковки и контроЛЯ сталыных деталей по твердости.
Известан автомат длЯ сортировки и контроля твердости стальны-х деталей по коэрг цитивеой сил,е, содержащий станину, смонтированные на ней бункер, транспортирующее устройство постоянный магнит и сортировочные лотки.
Предлагаемый автомат отличается от известного тем, что транспортирующее устройство вьшол-нбно в виде привояного вращающегося диска: с равномерно расположенными по перимеггру лопастями, захватьюающимн детали из бункера, и охватывающего часть дуги окружности диска неподвижного желоба, один конец которого соо|бщен с бункером, а другой вы.полнан прямолинейным, направленным перпендикушярно. силовым линиям магнита, а сортировочные лотки расположены под магнитом и под желобом.
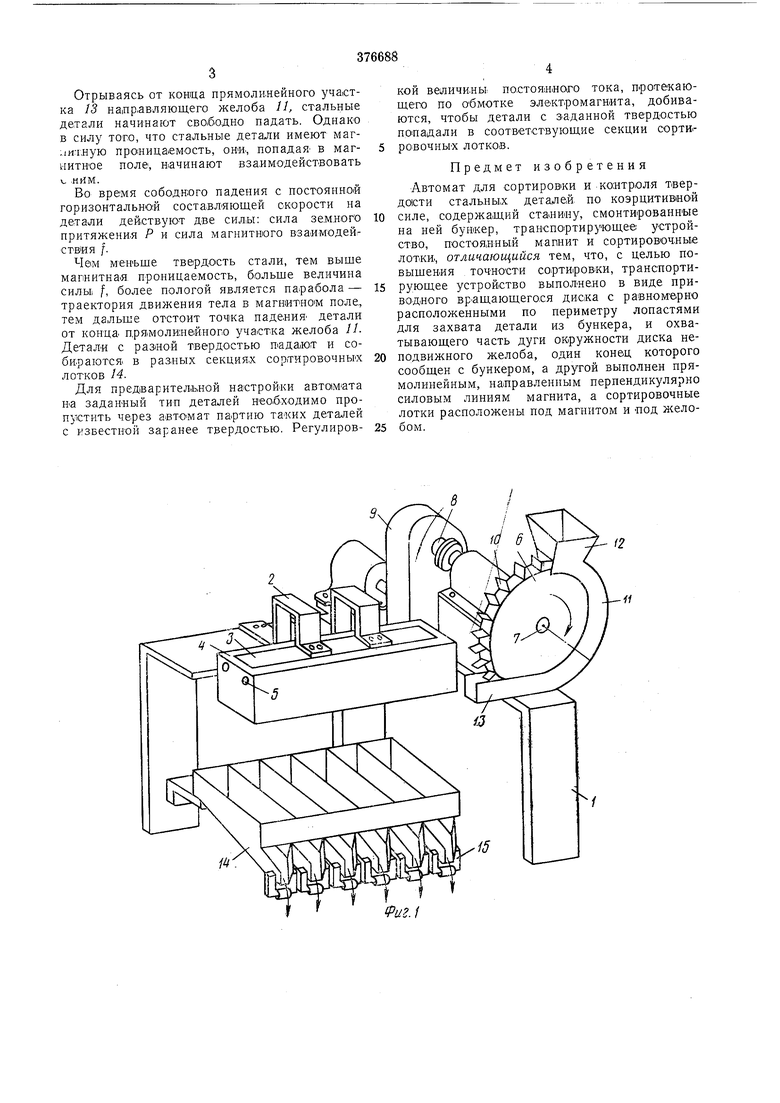
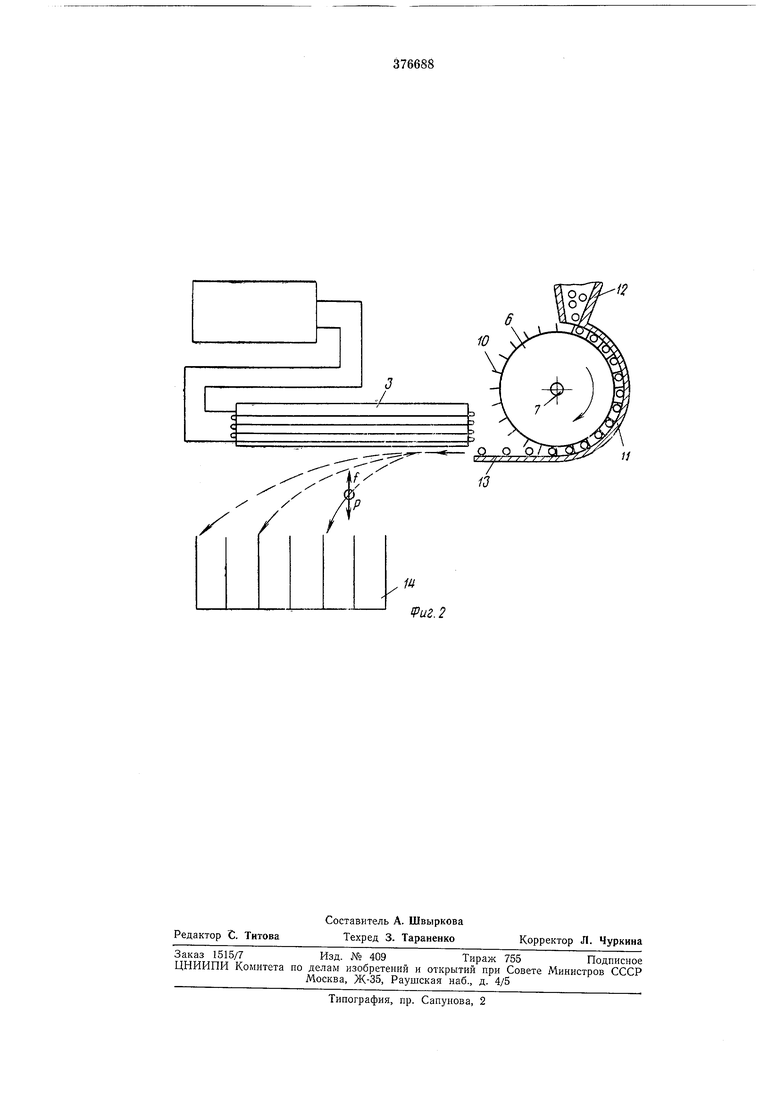
На фиг. 1 изображен предлагаемый ав томат, общий вид; на фиг. 2-кинематическая схема.
Автомат для сортировки и контроля твердости стальных деталей содержит станину 1, к которой кронштейнами 2 из диамагнитного материала подвещев сердечник 3 с катушкой (обмоткой) 4 электромагнита. К клеммам 5
катуШКИ электромагнита подключен выдод стабилизированного источника постоянного тока. Диск 6 транспортирующего устройства установлен на приводном валу 7, соединенНЫ1М муфтой с выходным валом- понил ающего редуктора 8, первичный вал которого соединен с валом электродви.гателя 9. Диск 6 снабжен лопастнывди зах1ватами 10. Желоб //, охватывающий часть диска 6, имеет в
верхней части приемный бункер 12, а. в нижней части - горизонтальный прямол.инейный участок 13.
Под электромапнитом расположены сортировочные лотки М с наклонными в одну стороиу днищами. На вы-ходе лотков зстановлены дроссели 15 переменного тока для- разМагничива-ния деггалей. Автомат ра ботает следующим образом. Задают вращение диску 6, при вращении
которого падающие в приемный бункер 12 стальные детали захватываются лоластными захватами 10 и перемещаются по желобу. На прямо л и вей ном участке 13 желоба 11 детали движутся по инерции и влетают в ма/гнитное поле в зоне максимальной напряженности с постоянной для всех деталей скоростью. Это постоянство горизонтальной скорости обеспечивается строгой синхронизацией и стабилизацией скорости вращения
диска 6. Отрываясь от конца прямолинейного участка 13 надр.авляющего желоба //, стальные детали начинают свО|бодно падать. Однако в силу того, что стальные детали имеют маг;ш:1,ную прО Ница1емость, он, попадая- в магнитное поле, начинают взалмодействовать Во время сободнюго падения с постоянной горизонтальной составляющей скорости на детали дей,ствуют две силы: сила земиого10 притяжения Р и сила магнитного взаимодейг стйия /. Чем меньще твердость стали, тем выще мапнитная проницаемость, больще величина силы f, более пологой является парабола -15 траектория движения тела в магнитном поле., тем дальше отстоит точ1ка паде.ния детали от конца прямолинейного участка желоба П. ДетаЛИ с разной твердостью п адают и собираются. в разных секциях сортировочньгх20 лотков i4. Для предварительной настройки автом ата на заданный тип деталей необходимо пропустить через автомат партию таких деталей с известной заранее твердостью. Регулиров-25 5 кой вешичины постоянного тока, нротекающего по обмотке электромагнита, добиваются, чтобы детали с заданной твердостью по1падали в соответствующие секции сортарсвочньгх лотков. Предмет изобретения Автомат для сортировки и контроля твердости стальных дета|Лей по коэрцитивиой силе, содержащий станину, смонтированные на ней буекер, транспортирующее устройство, постоянный малнит и сортировочные лотки., отличающийся тем, что, с целью повыщения точности сортировки, транспортирующее устройство выполнено в виде приводного вр ащающегося диска с равномерно расположенными по периметру лопастями для захвата детали из бункера, и охватывающего часть дуги окружности диска неподвижного желоба, один конец которого сообщен с бункером, а другой выполнен прямолинейным, направленным перпендикулярно силовым линиям магнита, а сортировочные лотки расположены под магнитом и под желобом.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ для СОРТИРОВКИ И КОНТРОЛЯ ТВЕРДОСТИ СТАЛЬНЫХ ШАРИКОВ ПО КОЭРЦИТИВНОЙ | 1973 |
|
SU381965A1 |
| Автомат для контроля и сортировки деталей по длине | 1973 |
|
SU469503A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ ПО ЛИНЕЙНЫМРАЗМЕРАМ | 1971 |
|
SU321670A1 |
| Автомат для контроля и сортировки герконов по линейным размерам | 1990 |
|
SU1727937A1 |
| Контрольно-сортирующий автомат для плоских деталей типа шайб | 1983 |
|
SU1087205A1 |
| Автомат для контроля и сортировки цилиндрических деталей по размерам и форме | 1973 |
|
SU446324A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Автомат для контроля и сортировки ферромагнитных деталей на размерные группы | 1976 |
|
SU588019A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
иг. /
i2
Vuz.2
