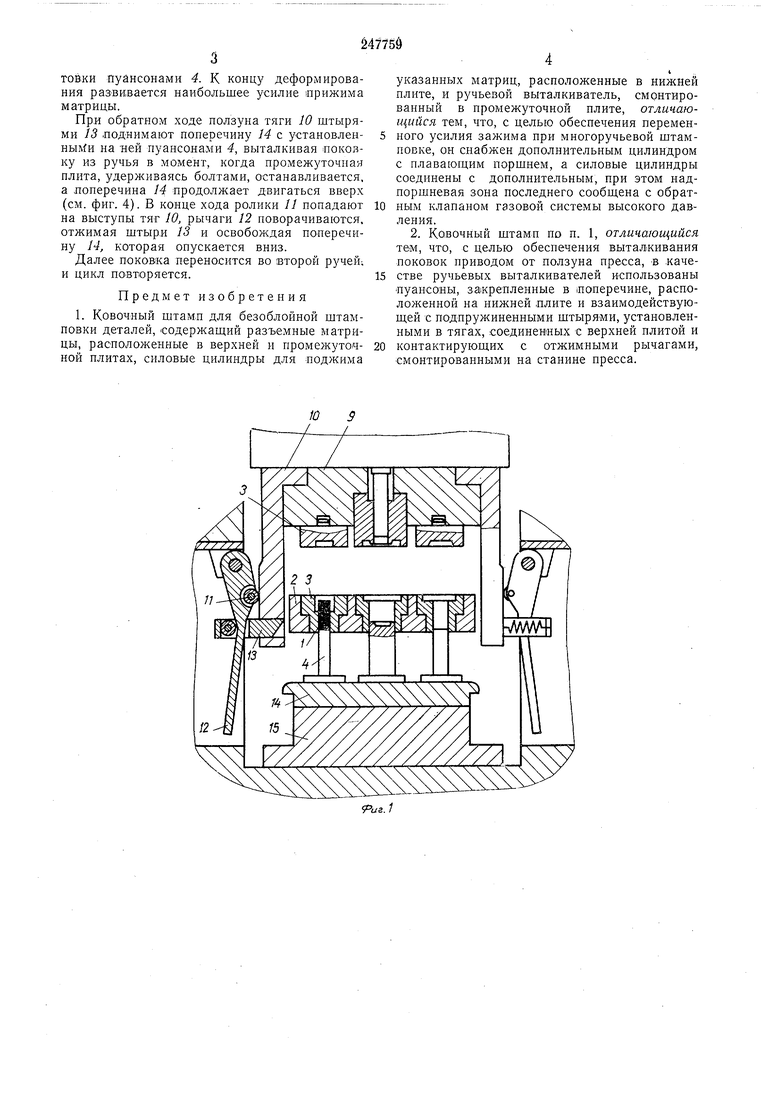
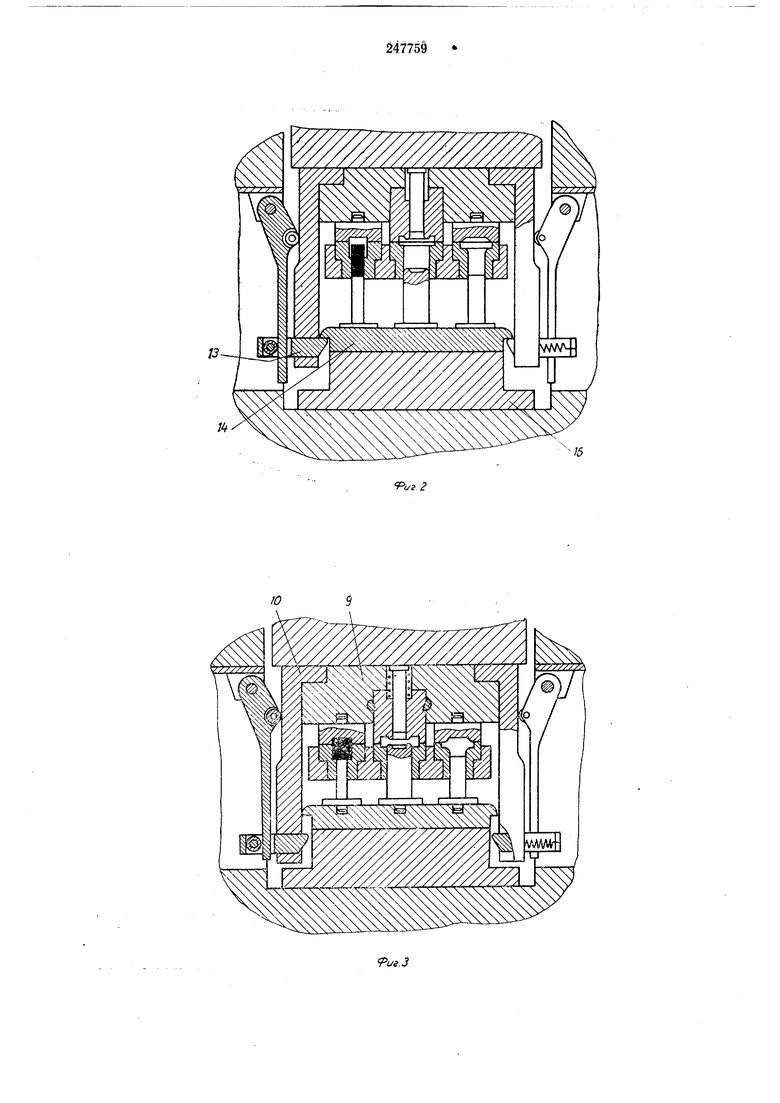
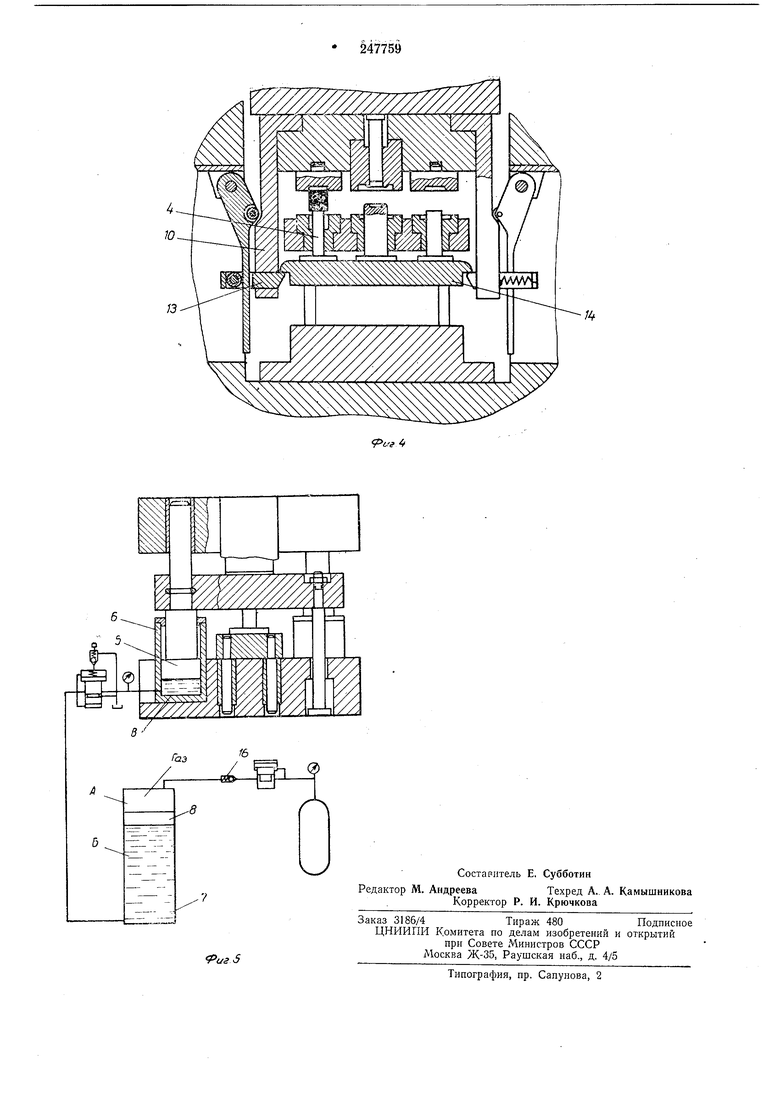
Известен ковочный штамл для безоблойной штамповки деталей, содержащий разъемные матрицы, расположенные в верхней и промежуточной плитах, Силовые цилиндры для иоджима указанных матриц, установленные в нижней плите, и ручьевой :выталкиватель, смонтированный в промежуточной плите. Предлол-сенный штамп, с целью обеспечения переменного усилия зажима при многоручьевой штамповке, снабжен дополнительным цилиндром с плавающим поршнем, а силовые цилиндры соединены с дополнительным, при этом надпоршневая зона последнего сообщена с обратным клапаном газовой системы высокого давления. Для обеспечения выталкивания поковок приводом от ползуна пресса в качестве ручьевых выталкивателей следует использовать пуапсоны, закрепив их в поперечине, расположенной на нижней илите и взаимодействующей с подпружиненными штырями, установленными в тягах, соединенных с верхней нлитой и контактирующих с отжимпыми рычагами, смонтированными на станине пресса. Па фиг. 1-4 представлен ковочный штамп в различных рабочих положениях; на фиг. 5 - гидравлическая схема штампа. Промежуточная плита 2 в исходный моменг находится в крайнем верхнем положении, что обеспечивается действием плунжера 5 силового цилиндра 6, соединенного с цилиндром 7, на плавающий поршень 8 которого воздействует газ высокого давления {см. фиг. 5). При опускании ползуна npecca с закрепленной на нем верхней плитой 9 матрица смыкается. Тяги 10, ирикрепленные к плите 9 опускаются вместе с ней. При этом ролики // отжимных рычагов 12, смонтированных на станине пресса, скользят по фасонной поверхности тяг 10, в результате чего рычаги поворачиваются, и к момеиту смыкания матрицы подпружиненные штыри } заходят за выступы поперечины 14, установленной на нижней плите 15 (см. фиг. 2). Дале начинается совместное движение верхней 9 и Промежуточной 2 плит с плунжерами 5. При этом жидкость вытесняется из полостей В рабочих цилиндров 6 и поступает по трубам в полость Б цилиндра 7. Объем жидкости в полости Б увеличивается, и плавающий поршень 8 поднимается вверх, сжимая газ в полости А (обратный клапан 16 закрывается). Это приводит к повышению давления во всей системе, в том числе и в рабочих цилиндрах 6, а следовательно, и к увеличению усилия прижима плиты 2 к плите 9. В это время происходит деформирование заготовки пуйнсонами 4. К концу деформирования развиБается наибольшее усилие орижима матрицы. При обратном ходе ползуна тяги 10 штырями 13 .поднимают понеречину 14 с установленными на ней пуансонами 4, выталкивая поковку из ручья в момент, когда промежуточная плита, удерживаясь болтами, останавливается, а лоперечина 14 продоллсает двигаться вверх (см. фиг. 4). В конце хода ролики 11 попадают на выступы тяг 10, рычаги 12 поворачиваются, штыря 13 и освобождая поперечину М, которая опускается вниз. Далее поковка переносится во второй ручей; и цикл повторяется. Предмет изобретения 1. Ковочный щтамл для безоблойной щтамповки деталей, содержащий разъемные матрицы, расположенные в верхней и промежуточной плитах, силовые цилиндры для указанных матриц, расположенные в нижней плите, и ручьевой выталкиватель, смонтированный в промежуточной плите, отличающийся тем, что, с целью обеспечения переменного усилия зажима при многоручьевой штамповке, он снабжен дополнительным цилиндром с плавающим поршнем, а силовые цилиндры соединены с дополнительным, при этом надпоршневая зона последнего сообщена с обратным клапаном газовой системы высокого дав2. Ковочный штамп по п. 1, отличающийся тем, что, с целью обеспечения выталкивания поковок приводом от ползуна пресса, в .качестве ручьевых выталкивателей использованы пуансоны, закрепленные в лоперечине, расположенной на нижней ллите и взаимодействующей с подпружиненными щтырями, установленными в тягах, соединенных с верхней плитой и контактирующих с отжимными рычагами, смонтированными на станине пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| КОВОЧНЫЙ ШТАМП | 1968 |
|
SU219365A1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
15
