В известных станках для разрезания листовых заготовок нолупроводниковых материалов ва многоугольные пластины режущим инструментом служит быстро вращающийся алмазный диск либо тонкая лроволока, смачиваемая абразивной суспензией, а обрабатываемые заготовки крепятся приклеиванием к планшайбе.
В предлагаемом станке-полуавтомате для повышения .производительности заготовки надрезают алмазнымн резцами на многонознционнОМ поворотном столе, а для крепления заготовок к столу применены вакуумные лрИСОСЫ. Постоянное сопр икосновение резцов с -плоокостью резания достигается установкой последних В подпружиненных головках, качающихся в нлоскости, перпендикулярной плоскости резания. Станок снабжен вибролотком, в котором заготовки разламываются на пластины.
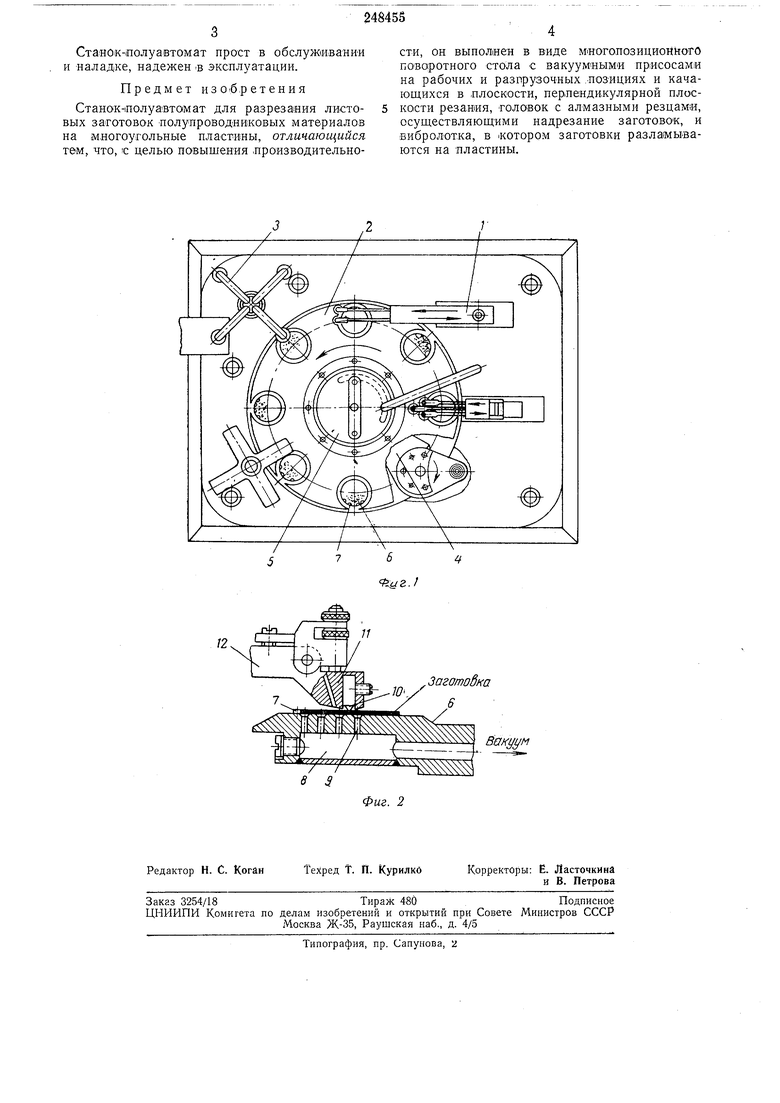
На фиг. 1 схематически изображен станокполуавтомат (вид сверху); на фиг. 2 - узел установки Н крепления алмазного резца.
Станок-полуавтомат состоит из узла 1 резания, многопозиционного поворотного стола 2, механизма 3 съема, привода 4 и распределительного устройства 5.
Заготовки укладывают на базовые выступы 6 Поворотного стола и центрируют относительно штифтов 7. При создании вакуума в
камере 8 и каналах 9 заготовка атмосферным давлением плотно прижимается к поворотному столу. На позициях резания она надрезается во взаимно перпендикулярных направлениях.
Алмазный резец 10 зачеканен в оправку, закрепленную стопорным винтом в резцедержателе 11, шарнирно соединенном для изменения угла установки резца с подпружиненной головкой 12, которая качается в плоскости, пер:пендикулярной нлоскости резания. Надрезанные заготовки снимаются с новоротного стола 2 механизмом 3 съема и передаются в вибролоток (на чертел е не показан), где
5 разламываются по линиям надреза.
Для изготовления прямоугольных пласт 1Н механизмы резания устанавливаются параллельно, а для изготовления пластин треугольной формы нужно установить трн механнзма резания.
Станок-полуавтомат обладает высокой производительностью. При 20 рабочих тактах в минуту выработка за 7 час составляет 8400
с заготово1с или, например, принимая средний диаметр заготовки 40 мм, а полезный выход при производстве фотопреобразсвателей- 65Vc, суммарная выработка составляет
Станок-полуавтомат прост в обслуживании и наладке, надежен -в эксплуатации.
Предмет .ретения
Станок-полуавтомат для разрезааия листовых заготовок полупроводниковых материалов на многоугольные пластины, отличающийся тем, что, С целью повышения |Про:изводительности, он выполнен в виде многолозиционного поворотного стола с вакуумными прясосами на рабочих и разлрузочных .лозициях и качающихся в .плоскости, перпендикулярной плоскости резалия, головок с алмазными резцами, осуществляющими надрезание заготовок, и вибролотка, в котором заготовки разламываются на пластины.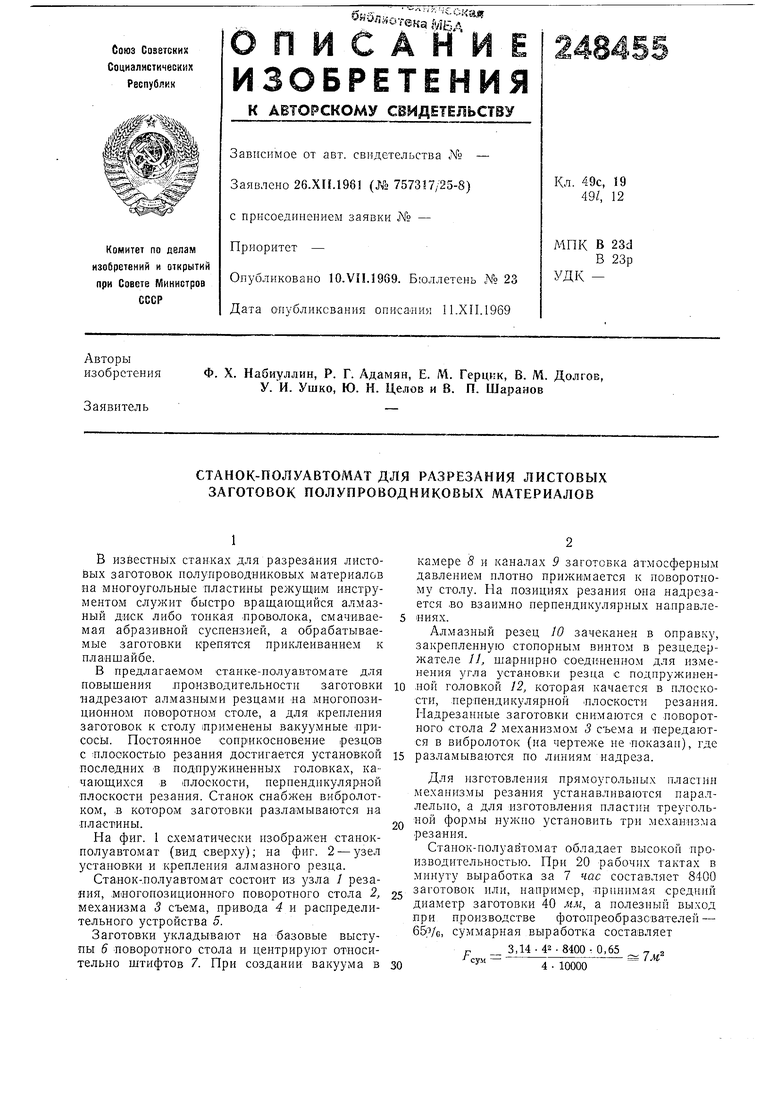
| название | год | авторы | номер документа |
|---|---|---|---|
| СТА НО К-ПОЛУАВТОМАТ ДЛЯ РАЗДЕЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 1966 |
|
SU186269A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| СТАНОК ДЛЯ ШЕРОХОВАНИЯ И ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ ПОЛИМЕРНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1969 |
|
SU245344A1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
