Изобретение относится к производству деталей с вытянутой осью, например держачок резцов, горячей штамповкой.
Известна автоматическая установка для горячей безоблойной штамповки заготовок с зыТЯ.НУТОЙ осью, содержащая станину с расположенными «а ней механизмом подачи прутка, а также устройством для отрезки индукционного нагрева и штампов ки заготовок.
Недостатком этой установки является невозможность ориентации профильных заготовок и отсутствие встроенных устройств для термообработки с использованием ковочного тепла.
Предлол енная автоматическая установка отличается тем, что на станине установлен транопортер-накопитель, выполненный в виде кожуха и установленного в нем на оси барабана € секциями и ячейками для заготовок, который может периодически поворачиваться и снабжен устройством для переноса заготовок. Индукционный нагреватель выполнен кольцевым. Это позволяет вести термообработку заготовОК в процессе транспортировки и обеспечивает выдачу их в ориентированном положении на очередную позицию.
С целью получения двух изделий из одной заготовки IB кольцевой индукционный нагреватель вмонтирован роторный транспортер, выполненный в виде звездочек, закрепленных
на оси, установленной на станине и соединенной со штоком качаюш,егося гидроцилиндра, также связанного со станиной.
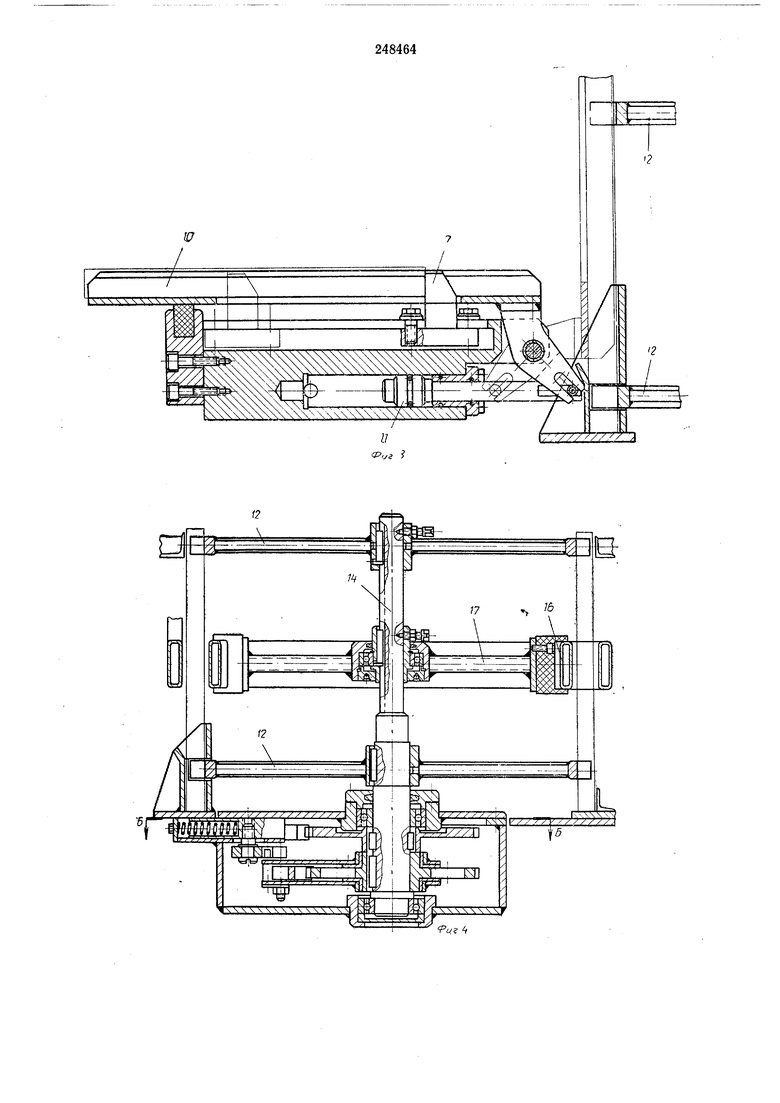
На фиг. 1 представлена описываемая установка; на фиг. 2 - механизм подачи прутка в поперечном разрезе; на фиг. 3 - кантователь в продольном разрезе; на фиг. 4 - роторный транспортер в нродольном разрезе; на фиг. 5 - то же, в поперечном разрезе; на
фиг. 6 - устройство для штамповки в продольном разрезе; на фиг. 7 - роторный транспортер-накопитель.
Прутки со стеллажа / укладываются в кассету 2 и поштучно гидроцилиндрами 3 подаются на направляющий швеллер 4. Толкатель 5, закрепленный на ползуне 6, подает прутОК до передвигаемого упора 7, установленного на кантователе 8. Затем заготовки режутся на отрезном нрессе 9 и подаются в лоток W кантователя, приводом которого является гидроцилиндр 11. Лоток 10 с заготовкой поворачивается в вертикальной плоскости и укладывает ее в пазы двух звездочек 12 роторного транспортера 13.
Звездочки 12 совместно с осью 14 периодически поворачиваются храповым механизмом 15, перемещая заготовки по кольцевому индукционному нагревателю 16, закрепленному на крестовине 17. ij нагревателе 16 заготовка «агревается до температуры 850-ЭбО С и через направляющее окно 19 IB станине 20 -под действием собственного веса попадает па подпружпнен-ный упор 21 устройства 22 для штамповки. Здесь заготовка прижимается плитой 23 « матрице 21 при помощи гидроцилиндра 25 и, кроме того, зажимается гидроцилиндром 26. С помощью основного гидроцилиидра 27, necyuieго пуансон 28, производится фор-мообразовакие граней головок двух державок резцов одновременно. Съем отштамиОВанйой заготовки осущесгвляется съемниками 29. Отштамиованная заготовка попадает на штанговый транспортер 30, передающий ее в роторный транспортер-накопитель 31. Последцин выполнен в виде периодически поворачивающегося в 32 на оси 33 барабана 34. Барабан состоит из отдельных секций с ячейками для размещения заготовок и устройства 35, обеспечивающего перенос заготовок последовательно В каждую из ячеек. Поворот барабана осуществляется от гидроцилиндра 36 через храповой механизм 37. Заготовки, проходя последовательно каждую ячейку, остывают и на вь1ходе готовы для дальнейшей обработки. Предмет изобретения I. Автоматическая установка для горячей безоблойной штамповки заготовок с вытяну10Й осью, например дерлчавок резцов, содержащая стацИну с расположенными на ней механизмом подачи прутка, а также устройствами для отрезки, индукционного .нагрева и штамповки заготовок, отличающаяся тем, что, с целью термообработки заготовок в процессе транспортировки и выдачи их в ориентированном положении на очередную позицию, на станине установлен транспортер-накопитель, выполненный в виде кожуха и установленного в нем на оси барабана с секциями и ячейками для заготовок, имеющего возможность периодического поворота и снабженного устройством для переноса заготовок, а индукционный нагреватель выполнен кольцевым. 2. Установка ло п. 1, отличающаяся тем, что, с целью получения двух изделий из одной заготовки, в кольцевой индукционный нагреватель вмонтирован роторный транспоргер, выполненный в виде звездочек, закрепленных на оси, установленной на станине и соединенной со штоком качающегося гидроцил-индра, также связанного со станиной. /6 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| УСТАНОВКА ДЛЯ ОТЖИГА И РЕКРИСТАЛЛИЗАЦИИ СТАЛЬНОГО ПРОКАТА | 1965 |
|
SU171417A1 |
| Роторная линия | 1990 |
|
SU1796323A1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗАГОТОВОК ЭСЕСОЮЗН Я ПЕРЕД ПРЕССОВАНИЕМ; =' TEf^THO-TEXI : \ :SM5^>&iDT. • | 1972 |
|
SU332140A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Способ горячей прокатки сложных профилей и устройство для его осуществления | 1988 |
|
SU1639855A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |



JO
PJI
в-в
Фиг 7
