Р1зобретеиие относится к области производства ленты стекла на поверхности расплавленного металла.
При производстве лепты стекла на поверхпости расплавленного металла в прострапстве ванны должна быть обеспечена защитпая атмосфера, препятствуюш;ая образованию соединений металла с загрязнениями. Однако поддержание избыточпого давления защитной атмосферы в вапне связапо со значительными техническими-трудностями в связи с тем, что в задней части ванны должна быть открытая щель для выхода готовой ленты.
Известен ряд устройств для частичного уплотнения выходной щели, например с вариантом газовой завесы у выхода из щели или с установкой валиков, уменьшающих сечение щели.
Одиако извест 1ые устройства не гараптируют падежной герметизации и все они связаны со значительными потерями защитного газа.
С целью обеспечения герметизации ванны предлагается в торцовой степке ванны у ее выходного проема смонтировать индуктор, создающий бегущее магнитное ноле.
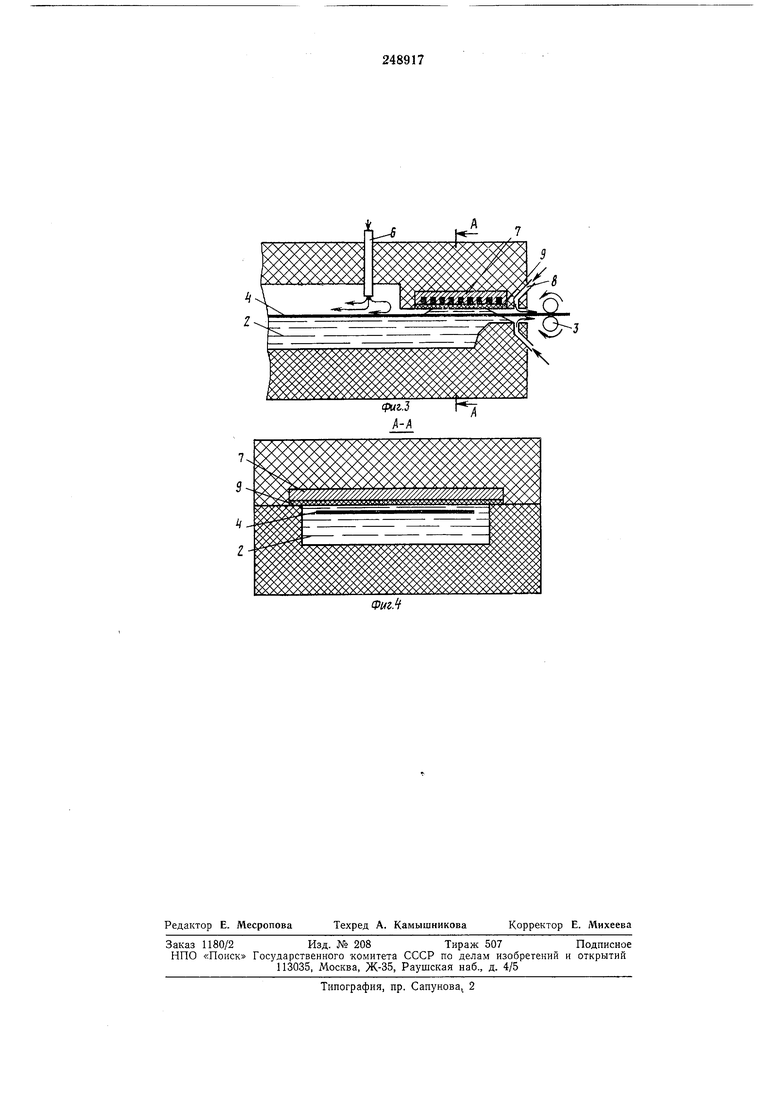
рианты исполнения (в увеличенном масштабе) ; на фиг. 4-разрез А-А на фиг. 3.
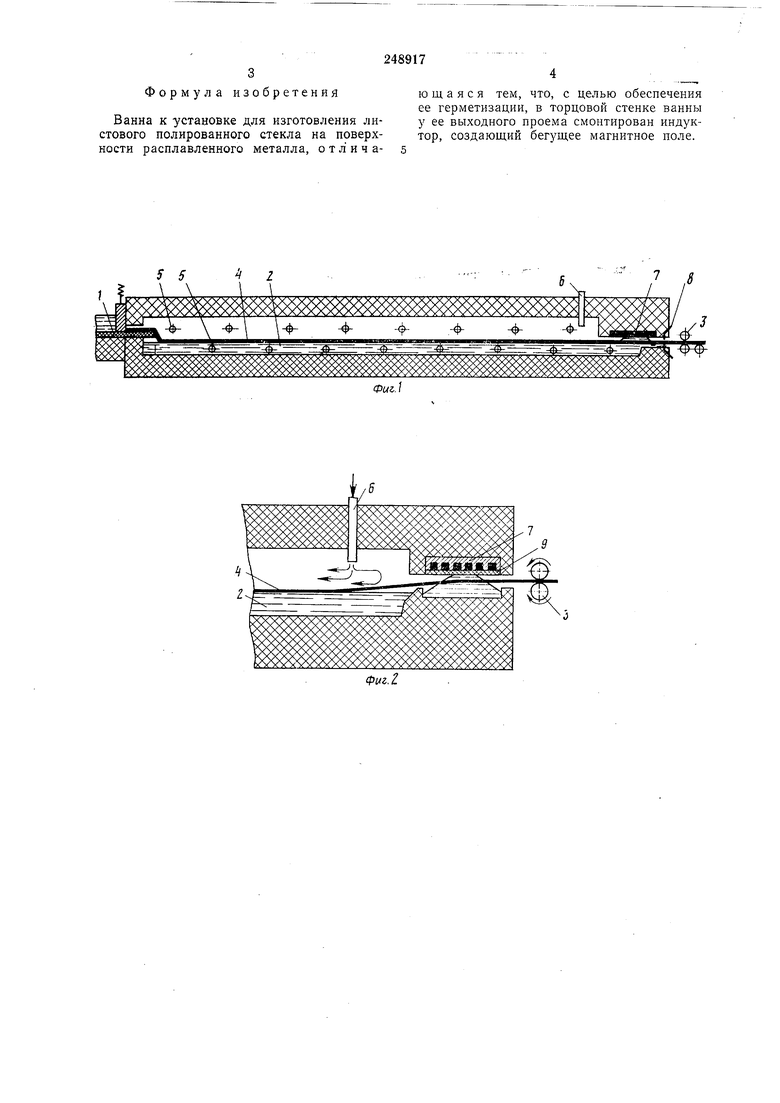
Стекломасса поступает в ваппу по лотку 1 на поверхность металла 2, где под действием тянущего устройства 3 н поверхностного натяжения принимает форму ленты 4. В вапне поддерлснвается нужный темнературный режим при помощи терморегуляторов 5. Заданный состав атмосферы поддерживается непрерывной подачей защитного газа через патрубок 6.
Отформованная лента выводится через выходную щель. Б выходной щели смонтирован плоский трехфазный индуктор 7, создающий бегущее магнитное поле, которое обеспечивает создание запирающей волпы. Последняя образуется металлом, заполняющим ванну. Возможность окисления металла, обращенного к наружной стороне щели, исключается нодачей защптного газа по снецнальпым каналам 8. Индуктор отделеп от металла теплопзолпрующпм слоем 9. В этом случае появляется возмож-пость вывода лепты без ее перегиба.
Использование предлагаемого устройства значительно уменьшает расход защитного газа для обеспеченпя пеобходпмого избыточпого давленпя в ваппе п позволяет получать высококачественное стекло.
3 Формула изобретения
Ванна к установке для изготовления листового полированного стекла на поверхности расплавленного металла, о т л и ч аю щ а я с я тем, что, с целью обеспечения ее герметизации, в торцовой стенке ванны у ее выходного проема смонтирован индуктор, создающий бегущее магнитное поле.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ВЫХОДНОГО ПРОЕМА ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ | 1970 |
|
SU278055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU283077A1 |
| Ванна к установке для изготовления профилированного стекла | 1972 |
|
SU442154A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242071A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU251159A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU245294A1 |
| Устройство для электрохимической обработки ленты стекла | 1977 |
|
SU682460A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU231761A1 |