Известны ванны к установкам для изготовления листового полированного стекла.
Цель изобретения - повысить степень герметизации. Достигается это тем, что в предлагаемой ванне каждая из перегородок выполнена частично погруженной в расплавленный металл и перед ней установлено устройство для утапливания ленты стекла, выполненное, например, в виде валика, закрепленного в боковых стенках ванны на уровне расплавленного металла.
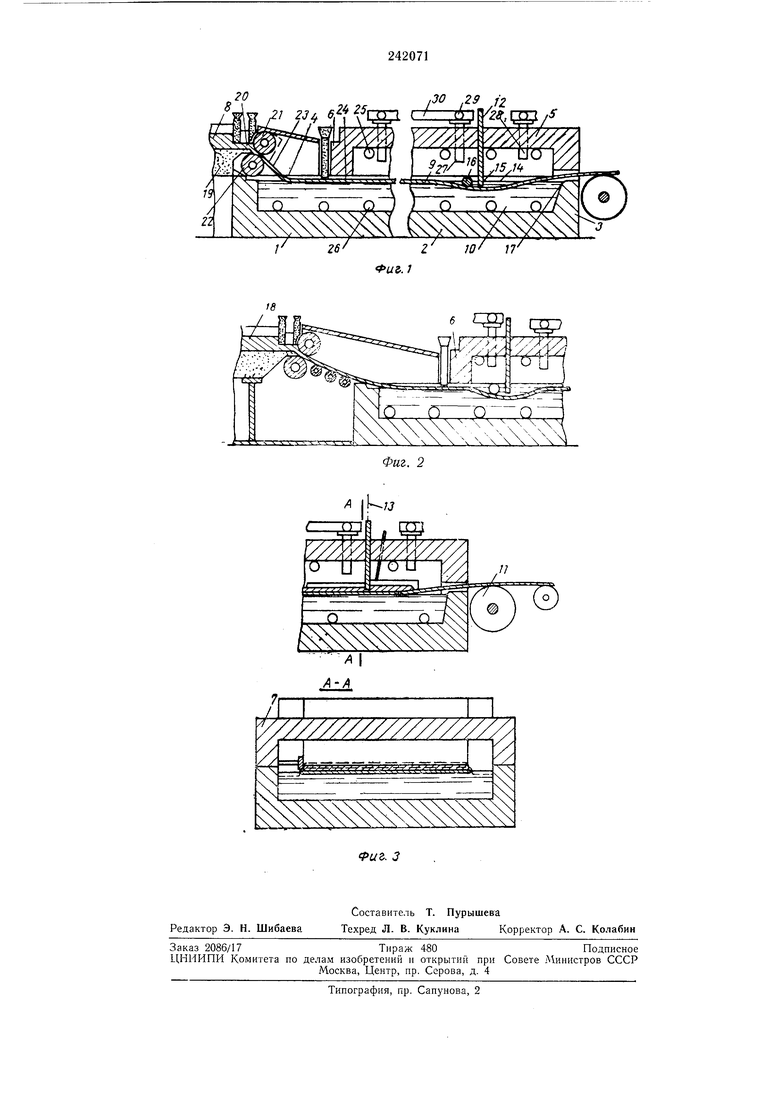
На фиг. 1 схематически изображена ванна к установке для изгоговленпя листового полированного стекла (продольный разрез); на фиг. 2 - входная часть ванны, продольный разрез; на фиг. 3 - часть ванны (продольновертикальный разрез), показанной на фиг. 2.
Ванна к установке для изготовления листового полированного стекла состоит из: собственно ванны 1, подванны 2, торцовых стенок 3, боковых стенок 4.
Под ванной расположен свод 5, имеющий торцовые стенки 6, боковые стенки 7, которые опираются на боковые стенки 4 ванны.
Между стенками 5 и имеется окно 8 для выхода полосы 9 листового стекла, плавающей на поверхности расплавленного металла 10 ванны /. Полоса 9 за выходным окном при помощи валика 11 поступает в печь для обжига.
Элементы 5, 6 м 7 свода образуют над ванной с расплавленным металлом пространство, перегороженное около выходного окна 8 перегородкой Г2. Нилчняя кромка перегородки выполнена из графита. Перегородка 12 нодвешена с помощью известных устройств (на чертеже ооозначено пунктирной линией 1д). Между перегородкой 1 и выходным окном 8 образуется жидкостное уплотнение 15.
Для того чтобы полоса листового стекла могла беспрепятственно перемещаться вдоль ванны, на уровне 14 помещен графитовый валик 16. Размер валика подбирается с расчетом, чтобы полоса листового стекла могла
проходить под утопленной в расплавленный металл кромкой перегородки. Снимающий валик // крепится таким образом, чтобы полоса 9 выходила через окно 8, не касаясь кромки 17 стенки 3 ванны.
Расплавленное стекло 18 заливается из копильника 19 по желобу 20 через просвет, образованный между двумя охлаждаемыми водой формующими валкамп 21 и 22, расположенными над стенкой 3 ванны. Отформованмая полоса 23 стекла, которая образуется формуюплимп валиками 21 и 22, поступает на уровне 14 и перемещается по поверхности ванны, проходя через входное отверстие 24. Уплотнение между нижпеГ кромкой стенки 6 и
быть достигнуто посредством образования ламинарного потока защитного газа через входное отверстие 24.
Над ванной н в ванне смонтированы нагреватели 25 и 26 соответственно. У входного окна и на значительном участке ванны нагреватели поддерживают температуру примерно 1000°С или выше, при которой полоса 23 листового стекла превращается в слой расплавленного стекла, растекающийся по поверхности расплавленного металла. При продвижении этот слой охлаяадается и превращается в полосу 9.
В пространство над ванной между перегородкой 12 и стенкой 6 свода подается защитный газ, который поступает по каналам 27 и 28, соединенным трубами 29 с распределительным трубопроводом 30. В пространстве над ванной избыточное давление защитного газа поддерживается равным примерно 25 мм вод. ст., что обеспечивает защиту поверхности расплавленного металла ванны на участке между перегородкой и входным отверстием 24. Канал 28, проходящий через свод 5 в пространство над ванной между перегородкой и выходным окном, служит для поддерживания в этой части ванны избыточного давления защитного газа, например 4 мм вод. ст.
Поскольку часть пространства над ванной, которая расположена до перегородки 12, отделена и уплотнена от части пространства над панной, которая расположена после перегородки 12, состав защитного газа, подаваемого в переднюю и нижнюю части ванны, может быть разным. Например, защитпая атмосфера над главной частью ванны, в которой поддержпваегся избыточное давление, равное
25 мм вод. ст., может содержать 3% водорода, а защитная атмосфера у выходного окна может содержать 10% водорода.
Предмет изобретения
Ванна к установке для изготовления листового полированного стекла на поверхности расплавленного металла, разделенная по газовому пространству перегородками, закрепленными в своде, отличающаяся тем, что, с целью повышения степени герметизации, каждая из перегородок выполнена частично погруженной в расплавленный металл и перед ней установлено устройство для утапливания ленты стекла, выполненное, например, в виде валика, закрепленного в боковых стенках ванны на уровне расплавленного металла.
26/
t)
IЮ }Г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU283077A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1971 |
|
SU305640A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU239879A1 |
| Устройство для изготовления армированного проволокой листового стекла | 1972 |
|
SU1020001A3 |
| Устройство для транспортирования в горизонтальном направлении листового стекла, отформованного на прокатной или другой машине | 1955 |
|
SU114373A3 |
| Установка для изготовления полированных листов стекла | 1980 |
|
SU948903A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU285650A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ГАЗОВЫХ ПОТОКОВ ЗАЩИТНОЙ АТМОСФЕРЫ В ВАННЕ РАСПЛАВА ПРИ ПРОИЗВОДСТВЕ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2291122C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU233851A1 |
ts
Фиг. 2
