Изобретение относится к устройству для изготовления листового полированного стекла по способу, предусматривающему отливку стекломассы в ванну на поверхность расплавленного металла, последующее формование ленты, ее утонение и извлечение из ваины, осуществляемое с помощью гидродииамических горок, образованных на поверхности расплавленного металла напором компактных струй последнего.
Известны вапны к установкам для изготовления .листового полированного стекла, содержащее циркуляционные каналы для расплавленного металла, каждый из которых состоит из заборной и подающей ветвей с насосом и камерой подогрева между ними.
В описываемой ванне, с целью создания па поверхности расплавленного металла гидродинамических горок, в ее дне смонтированы полые диффузоры, каждый из которых имеет сплошную щель и установленный в полости перфорированный коллектор, соединенный с подаюпгей ветвью циркуляционного канала.
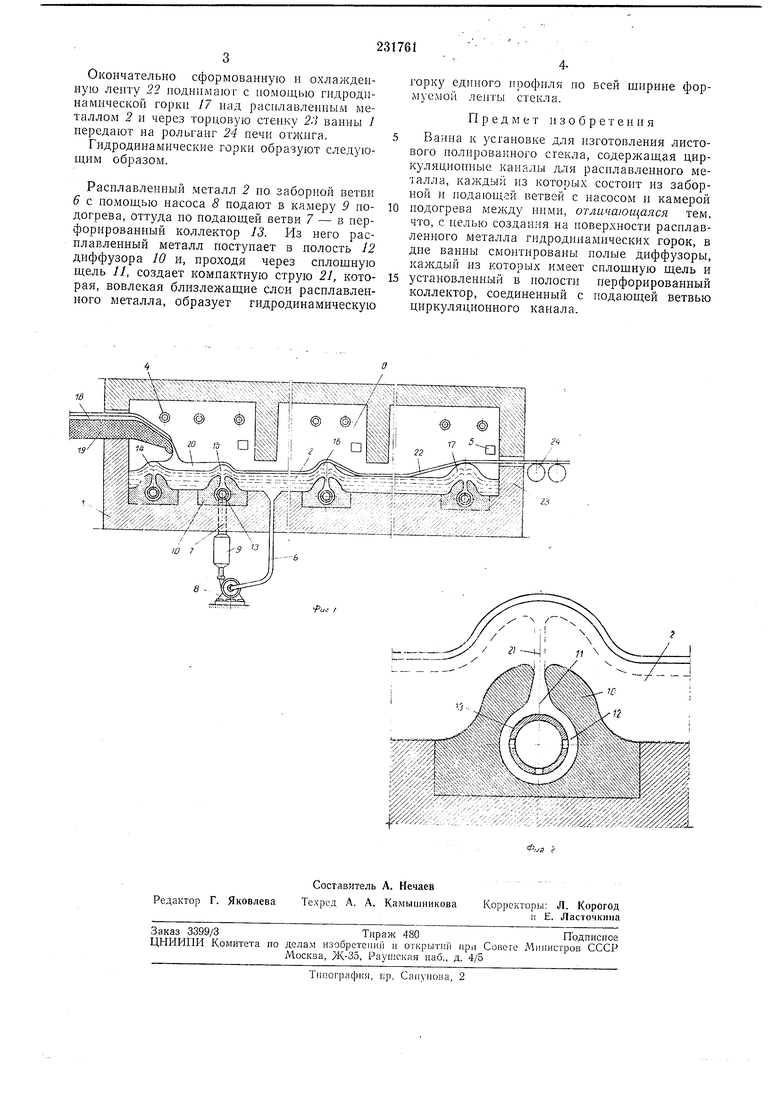
На фиг. 1 представлена предлагаемая ванна, продольный разрез; на фиг. 2 - конструкция диффузора.
Ванна / с расплавленным металлом 2 разделена на температурные зоны 3, в каждой пз которых установлены терморегуляторы 4, и имеет отверстия 5 для подачи защитного газа.
циркуляционные каналы для расплавленного металла, каждый из которых состоит из заборной 6 и подающей 7 ветвей, насоса 5 н камеры 9 подогрева между ними.
В дне ванны смонтированы полые дпффузоры 10, каждый из которых имеет сплошную
щель // и устаиовлеиный в полости 12 перфорнпованный коллектор 3.
Каждый из диффузоров создает на поверхпости расплавленного металла 2 гндродинамическпе горки 14-17.
Изготовление стекла осупдествляют следуюпипг образом. Стекломассу 18 из стекловаренной печп по
сливному лотку 19 подают в воронку 20, образованную по всей шпрппе ванны / гидродинамическими гопкамн 14 н /5.
За счет напора, создаваемого компактной струей 21, высоту гпдродииамической горки /5
понижают по сравнению с высотой горки 14, придавая отливаемой стекломассе нужный контур перед формованием в ленту.
Предварительно формованную ленту, продвпгая по поверхпостп расплавленного металла 2, на второй стадии растягивают до заданной толщины за счет сопротивления, создаваемого гидродинамической горкой 16. На этой стадгп можно создать дополнительное сопротпвлеппе за счет образования последовательно
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU252561A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| ВАННА К УСТАНОВ'КЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГОСТЕКЛА | 1969 |
|
SU247472A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1986 |
|
SU1443351A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216187A1 |
| Установка для изготовления полированных листов стекла | 1980 |
|
SU948903A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU239879A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU233851A1 |
| СПОСОБ НЕПРЕРЫВНОГО УПРОЧНЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1992 |
|
RU2073658C1 |
