Изобретение относится к способу изготовления листового стекла па поверхпости расплавленного металла.
Известный способ заключается в .подаче стекломассы на поверхность расплавленного металла и формова-ния ее в ленту с разделением пространства над -последней на секции, в каждой из которых создают и поддерживают защитную атмосферу газов с различными свойствами и давлением.
Цель изобретения - обеспечить герметичное уплотнение секций, уменьшить расход газов и создать более высокое давление их в пространстве под лентой.
Это достигается тем, что на верхней поверхности ленты стекла на границе секций образуют уплотнения из расплавленного металла.
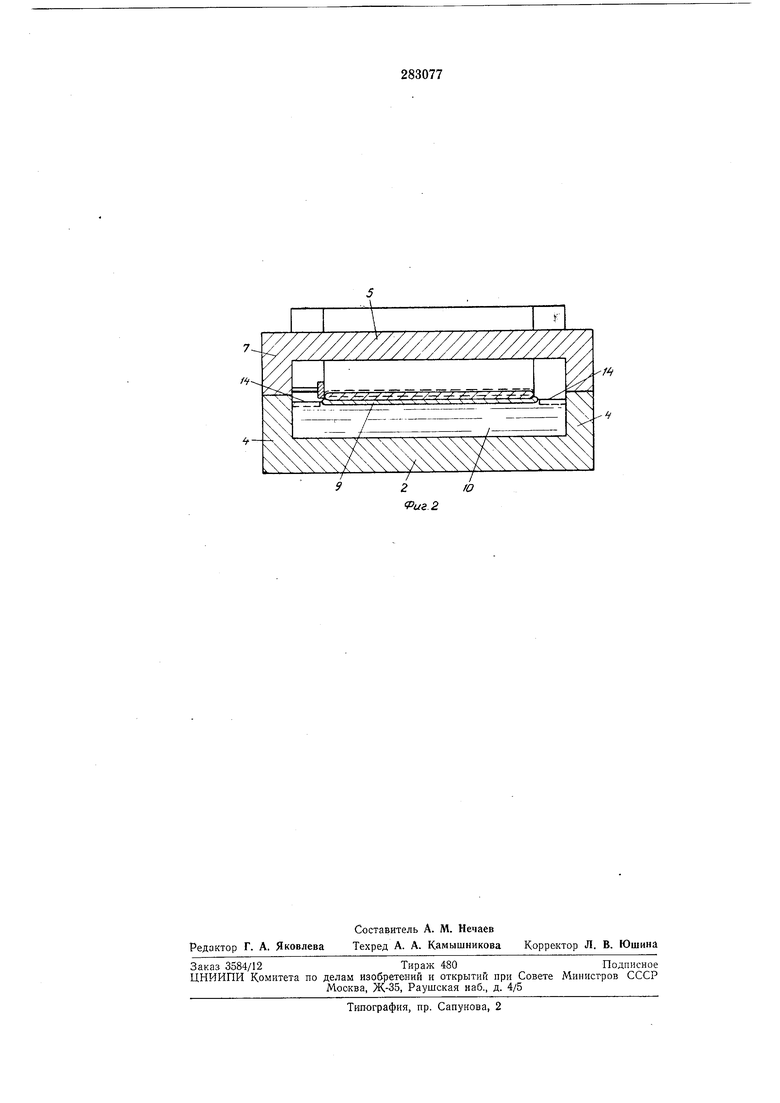
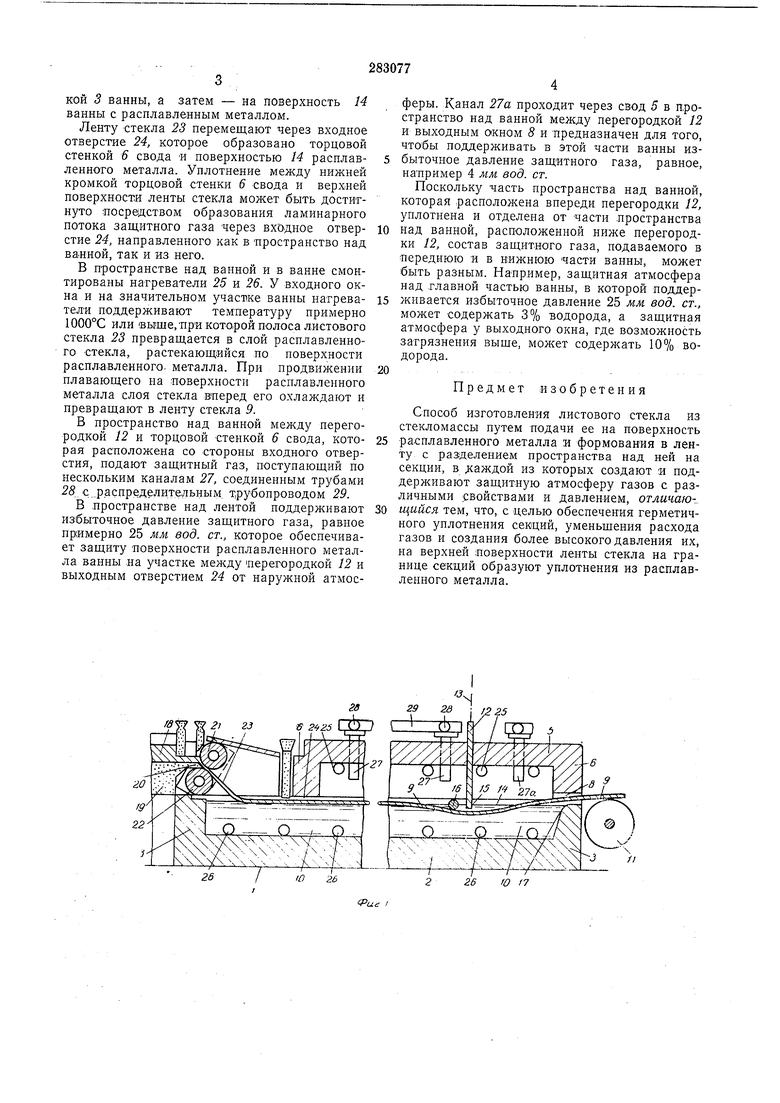
На фиг. 1 изображено устройство, иллюстрирующее описываемый способ, продольный разрез; на фяг. 2 - то же, поперечный разрез.
Ванна 1 имеет паз 2, торцовые стенки 3 и боковые степки 4, свод 5 с торцовыми стенками 6 и боковыми стенками 7, которые опираются на боковые степки 4 ванны.
леиного м-еталла 10. Прн помощи валика 1 ленту направляют в печь отжига.
Элементы 5, 6 и 7 образуют над ванной с расплавленным металлом пространство, разделенное перегородкой 12, кромка которой может быть выполнена ;из графита. Устройство, на котором подвещена перегородка, обычное для подвески заслонок, обозначено пунктирной линией 13. Перегородка 12 пересекает поверхность 14 расплавленного металла и образует, таким образом, вместе с последним жидкостное уплотнение 15, которое отделяет от пространства ванны небольшой участок, располол енный между перегородкой
12 и выходным окном S.
Для того чтобы полоса листового стекла 9 могла беспрепятственно перемещаться вдоль вапны, в последней на уровне поверхности 14 помещен графитовый валик 16, размер которого обеспечивает прохождение ленты стекла 9 под утопленной в расплавленный металл кро.мкой перегородки 12.
Валик 11 крепится таким образом, чтобы полоса листового стекла 9 выходила через
выходное окно 8, не касаясь кромки 17 торцовой стенки 3.
кой 3 ванны, а затем - на поверхность 14 ванны с расплавленным металлом.
Ленту стекла 23 перемещают через входное отверстие 24, которое образовано торцовой стенкой 6 свода и поверхностью 14 расплавленного металла. Уплотнение между нижней кромкой торцовой стенки 6 свода и верхней поверхности ленты стекла может быть достигнуто посредством образования ламинарного потока защитного газа через входное отверстие 24, направленного как в пространство над ванной, так и из него.
В пространстве над ванной и в ванне смонтированы нагреватели 25 и 26. У входного окна и на значительном участке ванны нагреватели поддерживают темпер-атуру примерно 1000°С или выше,при которой полоса листового стекла 23 превращается в слой расплавленного стекла, растекающийся по поверхности распл-авленного металла. При продвижении плавающего на поверхности расплавленного металла слоя стекла вперед его охлаждают и превращают в ленту стекла 9.
В пространство над ванной между перегородкой 12 и торцовой стенкой 6 свода, которая расположена со стороны входного отверстия, подают защитный газ, поступающий по нескольким каналам 27, соединенным трубами 25 с..распределительным, трубопроводом 29.
В пространстве над лентой поддерл ивают избыточное давление защитного газа, равное примерно 25 мм вод. ст., которое обеспечивает защиту поверхности расплавленного металла ванны .на участке меладу перегородкой 12 и выходным отверстием 24 от наружной атмосферы. Канал 27а проходит через свод 5 в пространство над ванной между перегородкой 12 и выходным окном 8 и предназначен для того, чтобы поддерживать в этой части ванны избыточное давление защитного газа, равное, например 4 мм вод. ст.
Поскольку часть пространства над ванной, которая расположена впереди перегородки 12, уплотнена и отделена от части пространства
над ванной, расположенной ниже перегородки 12, состав защитного газа, подаваемого в переднюю и в нижнюю части ванны, может быть разным. Например, защитная атмосфера над главной частью ванны, в которой поддерживается избыточное давление 25 мм вод. ст., может содержать 3% водорода, а защитная атмосфера у выходного окна, где возможность загрязнения выще, может содержать 10% водорода.
Предмет изобретения
Способ изготовления листового стекла из стекломассы путем подачи ее па поверхность
расплавленного металла .и формования в ленту с разделением пространства над ней на секции, в даждой из которых создают и поддерлсивают защитную атмосферу газов с различными свойствами и давлением, отличаю-щийся тем, что, с целью обеспечения герметичного уплотнения секций, уменьщения расхода газов и создания более высокого давления их, на верхней поверхности ленты стекла на границе секций образуют уплотнения из расплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242071A1 |
| Ванна к установке для изготовления листового полированного стекла | 1966 |
|
SU248917A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| Устройство для транспортирования в горизонтальном направлении листового стекла, отформованного на прокатной или другой машине | 1955 |
|
SU114373A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ГАЗОВЫХ ПОТОКОВ ЗАЩИТНОЙ АТМОСФЕРЫ В ВАННЕ РАСПЛАВА ПРИ ПРОИЗВОДСТВЕ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2291122C1 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Устройство для изготовления армированного проволокой листового стекла | 1972 |
|
SU1020001A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1972 |
|
SU328079A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU239879A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |