Изобретение относится к области механизации строительства трубопроводов, в частности к созданию механизированных установок для сварки поворотных стыков труб в длинномерные секции трубопровода.
Известна механизированная установка для сварки поворотных стыков труб, выполненная в виде двух платформ, смонтированных на полозьях, одна из которых снабжена передвижной тележкой.
На каждой платформе размещены центрирующие устройства, выполненные в виде поворотных Б горизонтальной плоскости рам. Опорно-приводные ролики расположены на тележке и на поворотных рамах. Установка содержит механизм вращения изделия.
Но в этой установке из-за необходимости одновременного применения двух независимых центрирующих устройств, расположенных на двух -платформах, усложняется процесс центровки труб перед их сваркой. Кроме того, для сборки последующего стыка требуется перенастройка стенда.
Целью настоящего изобретения является создание такой установки, центрирующие устройства которой, выполненные в виде поворотных рам, были бы самоустанавливающимися, что повышает производительность.
форме с помощью промежуточной опоры и шарнирно закреплена на ней с возможностью поворота в вертикальной плоскости.
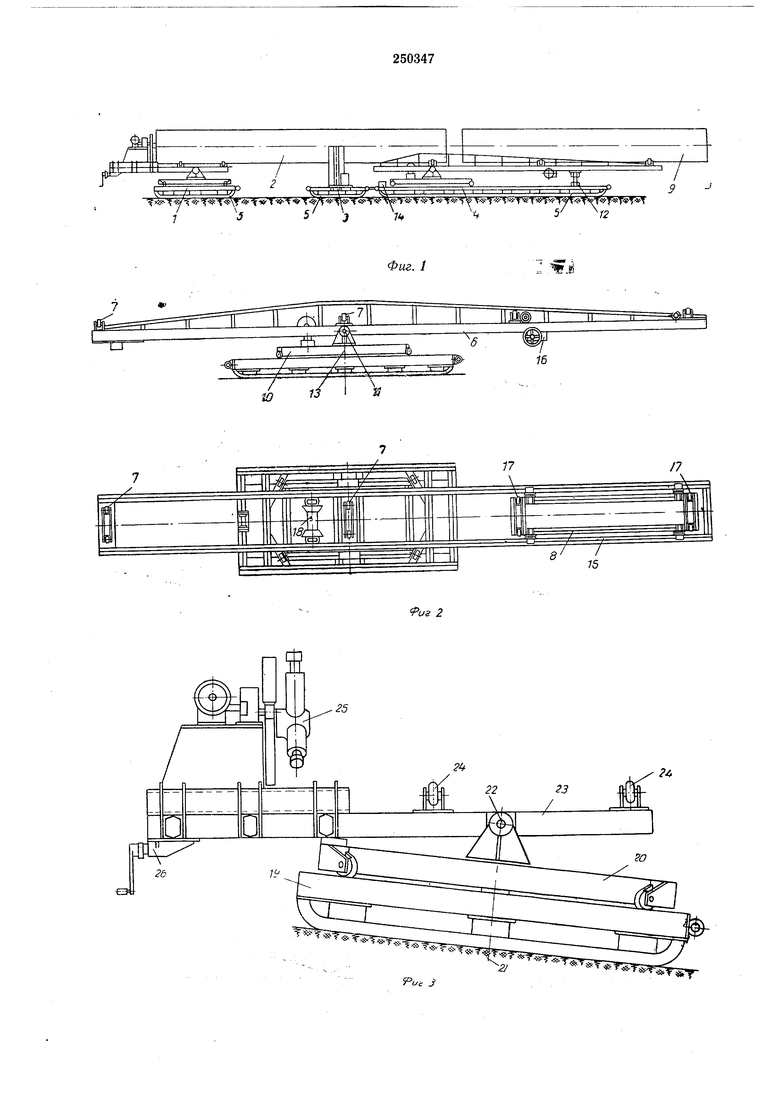
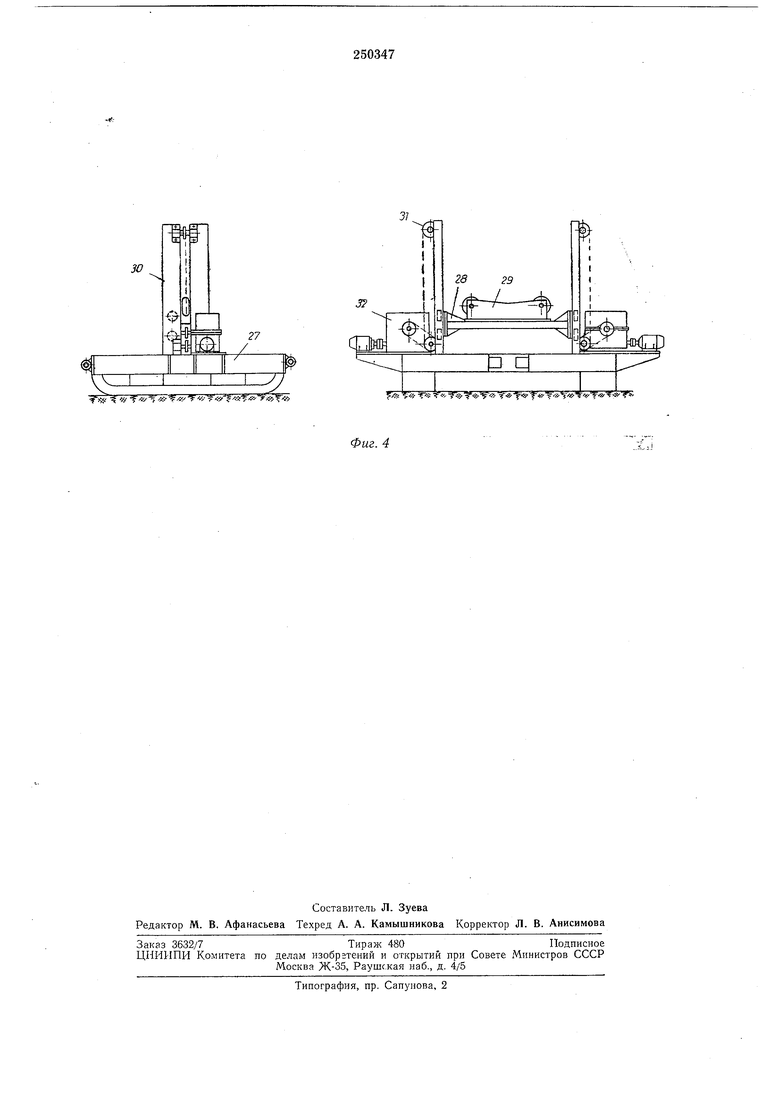
На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 - сборочный стенд; на фиг. 3 - концевая опора; на фиг. 4 - промежуточная опора.
Передвижная установка для сборки и -сварки стыков труб в длинномерные секции трубопровода (фиг. 1) включает в себя концевую опору 1, на которую устанавливается конец первоначальной трубы 2, промежуточную опору 3, поддерживающую наращиваемую часть
свариваемой секции, и сборочный стенд 4. Сборочный стенд (фиг. 2) так же, как концевая и промежуточные опоры, смонтирован на полозьях 5 и имеет поворотную раму 6 с опорными роликами 7 и перемещаемой по ней телел кой 8 для продольной подачи по раме пристыковываемой трубы 9. Рама выполнена двухконсольной, установлена на опоре 10 и имеет, таким образом, две степени свободы движения: качание относительно (Горизонтальной оси
// с помощью подъемного механизма 12 и поворот относительно вертикальной оси 13 с помощью поворотного механизма 14. Тележка 8 перемещается по направляющим 15, расположенным на консоли поворотной рамы 6, от
опорными роликами 17, на которые укладывается пристыковываемая труба 9.
На опоре 10 рамы смонтированы вспомогательные подъемно-опускные ролики 18 с осями вращения, перпендикулярными осям всех остальных опорных роликов. Вспомогательные подъемно-опускные ролики предназначены для снятия нагрузки с основных опорных роликов 7 к 17 при перемещении стенда под сваренной частью секции перед наращиванием очередной трубы.
Для обеспечения вращения труб при их полуавтоматической сварке все опорные ролики выполнены приводными.
Так как опорные ролики 17 на тележке продольного перемещения, расположенной на другом плече рамы, и ролики 7 зафиксированы в одинаковом положении по высоте, то каждая вновь укладываемая на тележку труба занимает положение, соосное с первоначальной трубой или с уже сваренной секцией.
Концевая опора (фиг. 3) передвижной установки так же, как и сборочный стенд, смонтирована на санном основании 19, несущем опору 20 для поворота в горизонтальной плоскости относительно вертикальной оси 21 и качания на горизонтальной оси 22 рамы 23 с роликовыми опорами 24. На платформе установлен вращатель 25 с приводом 26 для поворота трубы (секции) при полуавтоматической сварке на опорных роликах, которые могут быть выполнены с самостоятельными приводами.
Промежуточная опора (фиг. 4) также выполнена на санном основании 27 со смонтированной на нем подъемно-опускной платформой 28, несущей роликовую опору 29. Платформа перемещается в вертикальных направляющих стойках 30 при помощи цепной передачи 31 от электропривода 32. Опорные ролики могут быть выполнены с самостоятельными приводами для вращения свариваемых труб.
Роликовая опора 29 может перемещаться поперек саней в направлении, перпендикулярном продольной оси секции, под воздействием последней, лежащей своими концами на концевой опоре и сборочном стенде.
При сборке и сварке стыков труб в длинномерные секции трубопровода концевая опора и несущие нагрузку от секции промежуточные опоры 3 в течение всего процесса сварки секции остаются неподвижными, а передвигается лищь сборочный стенд в сторону наращивания по мере удлинения секции.
При доставке комплекта установки (или нескольких комплектов) па трассу его устанавливают- в исходное положение и производят укладку трубы 2 и пристыковываемой к ней трубы 9.
Первоначально промежуточные опоры 5 в работе не участвуют и остаются прицепленными к сборочному стенду 4, а при дальнейщем удлинении сваренной секции эти опоры при возникновении необходимости отцепляют от сборочного стенда и вводят в работу. Стыковка вновь уложенных труб с первоначальной трубой или сваренной секцией осуществляется продольным перемещением тележки по направляющим 15 поворотной рамы, после чего механизмами подъема и поворота в двух взаимно перпендикулярных плоскостях регулируется их соосность. После центровки труб с помощью центратора и прихватки производится поворотная полуавтоматическая сварка. На этом заканчивается процесс сборки и сварки первого стыка.
Затем с помощью вспомогательных подъемно-опускных роликов 18 поднимается конец сваренной секции, и сборочный стенд вместе с прицепленными к нему промежуточными опорами с помощью тягача перемещается на длину одиночной трубы. После укладки на тележку поворотной платформы очередной трубы, вновь повторяется процесс сборки и сварки секций (наращивание). Наращивание указанным образом секций
производится до тех пор, пока длина пролета между сборочным стендом и работающей опорой не достигнет критического значения по прогибу. При этом от сборочного стенда отцепляется и вводится в работу очередная промежуточная опора.
По заверщении сварки секция снимается с установки и последняя (в полном комплекте) с помощью тягача перебазируется в новое исходное положение. Цикл сборки и сварки очередной секции повторяется.
Применение передвижных установок, работающих по принципу наращивания секций, позволяет значительно сократить затраты времени на проведение вспомогательных операций, увеличить длину секции, свариваемой с помощью высокопроизводительной поворотной сварки, что снижает трудоемкость сборочносварочных работ.
Предмет изобретения
Механизированная установка для сварки поворотных стыков труб в длинномерные секции
трубопровода, содержащая две платформы, одна из которых снабжена передвижной тележкой, центрирующие устройства, смонтированные на платформах и выполненные в виде поворотных в горизонтальной плоскости рам,
опорно-приводные ролики, расположенные на рамах и на тележке, и механизм вращения изделия, отличающаяся тем, что, с целью повыщения производительности, каждая из рам выполнена двухконсольной, установлена на платформе с помощью промежуточной опоры и щарнирно закреплена на ней с возможностью поворота в вертикальной плоскоеги.
f . .V -5 «T- T Tl A y T V f f T -t TVt« T7S5/ 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов | 1985 |
|
SU1328127A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Поточная механизированная линия сборки и монтажа мостовых кранов | 1981 |
|
SU1066111A1 |
| СИСТЕМА ПУСКА РАКЕТ И ВСПОМОГАТЕЛЬНАЯ АППАРАТУРА | 2011 |
|
RU2551047C2 |
| ПРОИЗВОДСТВЕННЫЙ ОБЪЕКТ | 2014 |
|
RU2644968C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
1 f «T- TK « i ° S
