Изобретение относится к области сварки, а именно к конструкции установки для сварки стыков полотнищ из листов.
Наиболее успешно изобретение может быть использовано в судостроении и других отраслях промышленности при изготовлении полотнищ из металлических листов с помощью сварки, например, при изготовлении боковых стенок главных балок и поясов мостовых кранов.
Известен стенд для односторонней автоматической сварки полотнищ, содержащий смонтированные на основании секции рольганта, между которыми расположен ложемент с медной подкладкой, прижимы кромок полотнищ и прижимное приспособление {.
Недостатком данного стенда является то, что подачу свариваемых полотнищ производят навстречу друг другу. Это снижает точность сборки, увеличивает межоперационное время для настройки на стык и затрудняет использование его в автоматических поточных линиях.
Известен стенд для сборки и сварки полотнищ, содержащий флюсовую подущку, направляющие рельсы со сварочным аппаратом, секции рольганга, прижимы кромок полотнищ с упорами 2.
Недостатком указанного стенда является необходимость точной установки линии стыка свариваемых полотнищ под сварочный аппарат. Это обусловлено те-м, что сварочный аппарат и флюсовая подушка выполнены неподвижны .ми относительно секций рольганга, по которым подаются листы в зону сварки.
Известна установка для сварки стыков
10 полотнищ из листов, содержащая смонтированные на основании стенд для подачи листов, включающий установленные на опорах продольные балки с подщипниками для роликов, боковые упоры и прижимы 15 полотнища, а также рельсовый путь для тележки, на платформе которой закреплена подъемная шовоформирующая подкладка, а также направляющую со сварочнЫМ аппаратом 3.
20
Известная установка малопроизводительна, так KaiK велико межолерационное время.
Целью изобретения является повышение производительности путем уменьшения
25 межоперационного времени.
Указанная цель достигается тем, что в установке для сварки стыков полотнищ из листов, содержащей смонтированные на основании стенд для подачи листов, вклю30 чающий установленные на опорах продольные балки с подшипникаМИ для роликов, боковые упоры и прижимы полотнища, а также рельсовый путь для тележки, на платформе которой закреплена подъемная шовоформирующая подкладка, а также направляющую со сварочным аппаратом, опоры балок превыщают высоту тележки и размещены под концевыми участками балок, щнрина тележки превышает щирнну стенда, платфор|ма тележки оснащена П-образной рамой, а направляющая со сварочным аппаратом закреплена на раме.
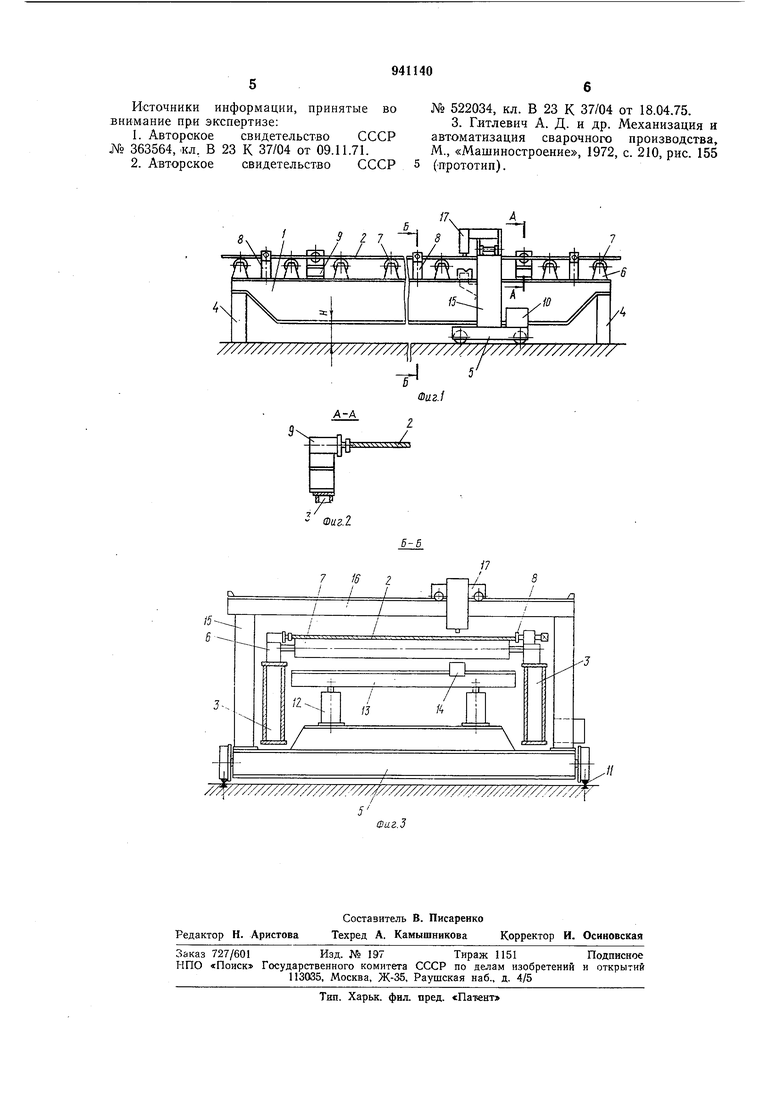
На фиг. 1 показан общий вид установки; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Установка для сварки стыков полотнищ из листов содержит стенд I для подачи листов 2, состоящий из двух балок 3, которые концевыми участками закреплены на опорах 4 так, что между уровнем земли и НИЖНИМ.И поясами балок 3 и меется зазор Я для прохода тележки 5. На балках 3 установлены ПОДЩИ1ПНИЖ.И 6 для роликов с роликами 7. Для поперечной ориентации сваршваемых листов 2 на одной из балок 3 подшипниками 6 размещены регулируемые упоры 8, на противоположной балке - прижимы 9. Тележка 5 установлена с возможностью перемещения от привода 10 по рельсовому пути 11, уложенному на основании вдоль стенда 1. На тележке 5 между балками 3 размещен механизм подъема 12, выполненный в виде цилиндров, на которых установлены направляющие 13 для перемещения щовоформярующей подкладки 14. С наружной стороны балок 3 жестко установлена на платформе тележки 5 П-обраэная рама 15, несущая на направляющих 16 сварочный аппарат 17. Опоры 4 балок 3 превыщают высоту тележки 5. Ширина тележки 5 превыщает щирину стенда 1, а платформа тележки оснащена П-образной ра.мой 15, на которой закреплена направляющая со сварочным аппарато.м 17.
Работа установки для сварки стыков полотнищ из листов происходит следующим образом.
Листы 2 укладывают на ролики 7 по всей длине стенда 1 и прижпмадми 9 приЖИмают их к регулируемым упорам 8. Включается привод 10, и тележка 5 с щовоформирующей подкладкой 14 и П-образной рамой 15, на которой установлен сварочный аппарат 17, подъезжает к стыку свариваемых листов 2. По электроду сварочного аппарата 17 устанавливается совпадение его со стыком свариваемых листов 2. Благодаря жесткости конструкции направляющая 13 с формирующей подкладкой 14 автоматически оказывается точно под стыком ЛЕСтов 2. Механизм подъема 12 поднимает направляющие 13 и поджимает щовоформирующую подкладку 14 к стыку листов 2. Затем производят сварку. По окончании сварки щовоформирующую подкладку 14 с направляющей 13 опускают, и тележка 5 5 С П-образной рамой 15 свободно перемещается до следующего стыка свариваемых листов 2.
Выполнение стенда для подачи полотнищ подвесным, установление под стендом
О тележки с размещенной на ней формирующей подкладкой и жестко связанной с П-образной рамой, обеспечивает сварку большой номенклатуры полотнищ из разных по длине листов, что, в свою очередь, позволяет расщирить технологические возможности установки. Кроме того, наличие жесткой связи между тележкой с размещенной на ней формирующей подкладкой и П-образной рамой со сварочным аппаратом позволяет одновременно со сварочным аппаратом автоматически настраивать формирующую подкладку то.ч«о на стык свариваемых полотнищ, что значительно уменьшает межоперационное время настройки и
5 особенно важно при односторонней сварке, где требуется высокая точность установки по стыку порядка 0,3-1 мм.
Использование изобретения по сравнению с базовым объектом обеспечивает
0 сварку больщой номенклатуры полотнищ по размерам и с разным месторасполол ением стыков по длине стенда.
Кроме того, наличие в установке прижимных элементов и регулируемых упоров
на стенде подачи полотнищ -позволяет в отличие от базового объекта предварительно собирать полотнища под сварку.
Ожидаемый технико-экономический эффект от внедрения изобретения составит
0 30 тыс. руб. в год.
Формула изобретения
Установка для сварки стыков полотнищ
5 из листов, содержащая смонтированные на основании стенд для подачи листов, включающий установленные на опорах продольные балки с подщипниками для роликов, боковые упоры и прижимы полотнища, а
0 также рельсовый путь для тележки, на платформе которой закреплена подъемная шовоформирующая подкладка, а также направляющую со сварочным аппаратом, о тличающаяся тем, что, с целью повыще5 ния производительности путем уменьшения межоперационного времени, опоры балок превышают вьгсоту тележки и раз.мещены под концевыми участками балок, щирина тележки превышает ширину стенда, платформа тележки оснащена П-образной рамой, а направляющая со сварочным аппаратом закреплена на раме. 5 Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 363564, кл. В 23 К 37/04 от 09.11.71. 2.Авторское свидетельство СССР5 6 № 522034, кл. В 23 К 37/04 от 18.04.75. 3. Гитлевич А. Д. и др. Механизация и автоматизация сварочного производства, М., «Машиностроение, 1972, с. 210, рис. 155 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Устройство для сборки и сварки хребтовых балок железнодорожных вагонов | 1977 |
|
SU722713A1 |
| Устройство для сборки и автомати-чЕСКОй СВАРКи СТыКОВ пОлОТНищ | 1979 |
|
SU846197A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
Фиг.З
