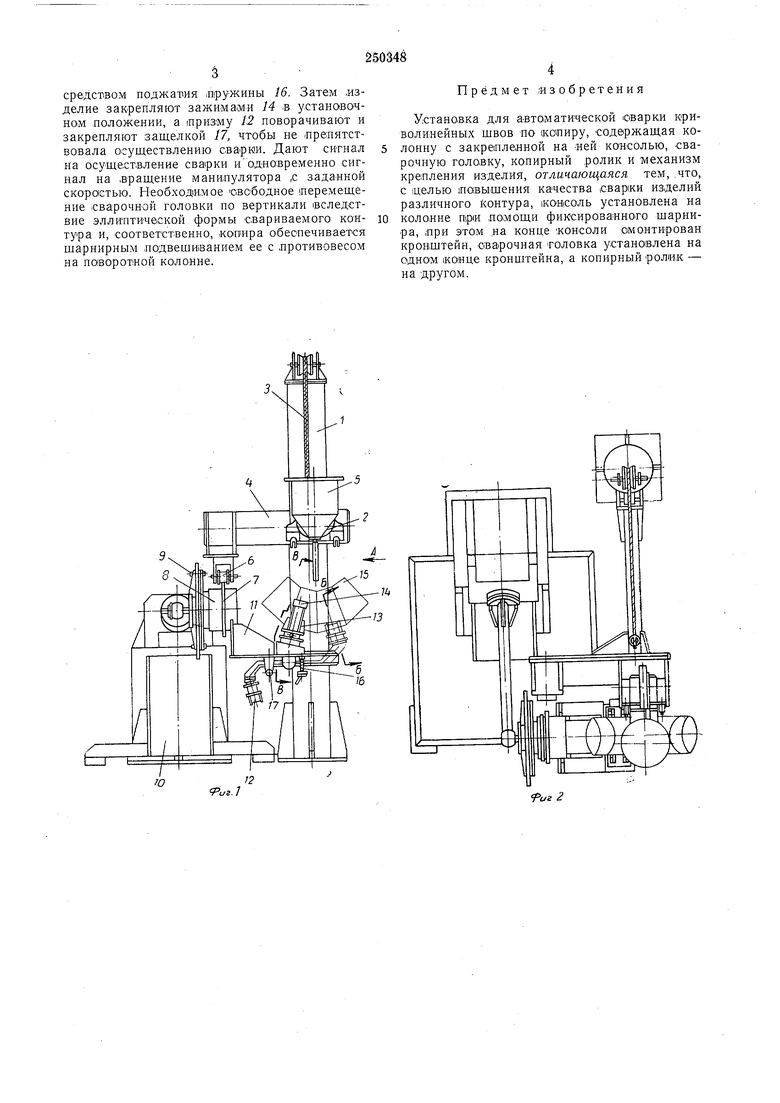
Изобретение относится к технике сварки пО колиру изделий различного криволинейного контура, .натр.имер эллиптического (колена трубо.проводо.в), и может быть использовано на любом промышленном предприятии, занимающимся сваркой аналогичных изделий. Известные установки для автоматической сварки криволинейных швов По (КОПиру содержат колонну с закрепленной на ней консолью, сварочную головку, коиврный ролик и механизм крепления изделия. Иредложен-ная уста1нов ка отличается от известных тем, что консоль установлена на колоне при помощи фИКсироваНного шарнира, а на конце консоли смонтирован кронштейн. На одном 1кон:це кронштейна закреплена сварочная головка, а на другом - копирный ролик. Такое выполнение установки позволяет точно укреплять свариваемое изделие, .повышает качество свар:ных соединений, увеличивает производительность труда. На фиг. I показана установка, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3- вид ПО стрелке А .на фиг. 1; на фиг. 4 - сечеиие по Б-Б иа фиг. 1; на фИГ. 5 - сечение iio В-В «а фиг. 1. поддерживаемая тросом 3 с противовесом на конце консоли. На кронштейне 4 подвешены сварочная головка с бункером 5 для флюса и ролик 6, о.пирающийся на копир 7. Копир установлен .на втулке 8, крепящейся через свой фланец болтами 9 к фланцу манипулятора 10. К втулке 8 приварен ;кронштейн 11, на котором закреплены шарннрно откидная призма 12 и жестко призма 13 с зажимами 14 для устаHOtBKH свариваемого .изделия 15. Кронштейн 4 .представляет собой жесткую конструкцию, сваренную из Листов. Откидная (Призма 12 зафиксирована пружиной 16, что обеспечивает точную установку изделия. Призма 12 в нерабочем положении закрепляется защелкой 17. Нризма 13 с заж.имами 14 надежно закрепляет изделие. Для этого вращают рукоятку 18 и перемещают гайки 19 но резьбе винта 20. Установка работает следующим образом. Приз.мы 12 и 13 фиксируют в рабочем ноложении, носле чего на эти иризмы устанавливают из.дел.ие 15 таким образом, что вертикальная и торизоитальная оси коиира совпадают с соответствующими осями свариваемого ко-итура. Совпадение осей достигается путем регулирования отки.т.ной призмы 12 посредством поджатая .пружины 16. Затем изделие закрепляют зажимами 14 в установочном положении, а лризму 12 поворачивают и закрепляют защелкой 17, чтобы не .препятствовала осуществлению сварк и. Дают сигнал на осуществление сварки иодновременно сигнал на .вращение манипулятора ,с заданной скоростью. Необходимое свободное перемещение сварочной головки по вертикали вследствие эллиптической формы свариваемого контура и, соответственно, «ааира обеспечивается щарнирным лодвещиванием ее с .противовесом на новоротной колоине.
Предмет изобретения
Установка для автоматической оварки криволинейных щвов по 1ко1пиру, содержащая колонну с закрепленной на ней консолью, сварочную головку, копирный ролик и механизм крепления изделия, отличающаяся тем, лто, с щелью :по1вы|щения качества сварки из.делий различного Контура, (КОнсоль установлена на колонне пр1И помощи фиксированното шарнира, ,при этом на конце консоли смонтирован кронштейн, сварочная толовка установлена на одном (кояце кронштейна, а копирный ролик - на другом.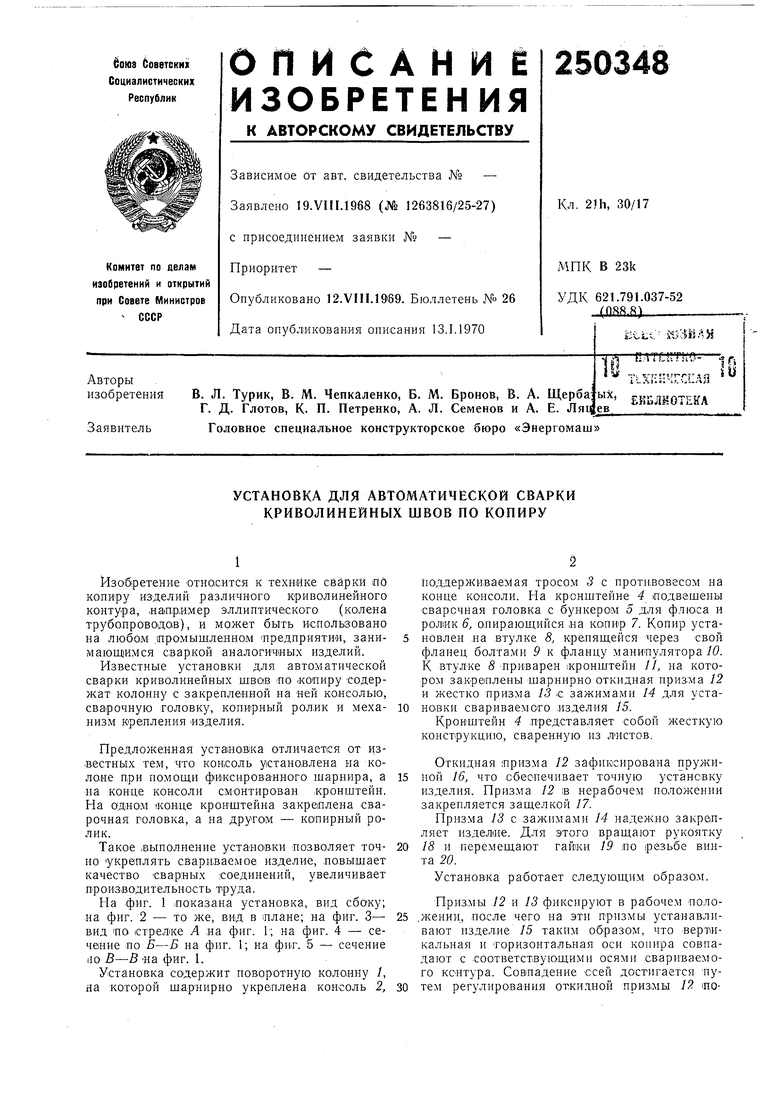
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| У\ВТО:рЫ | 1973 |
|
SU406682A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Установка для автоматической сваркиКРиВОлиНЕйНыХ шВОВ | 1979 |
|
SU804310A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Установка для сварки | 1977 |
|
SU677857A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |


BuSf,
