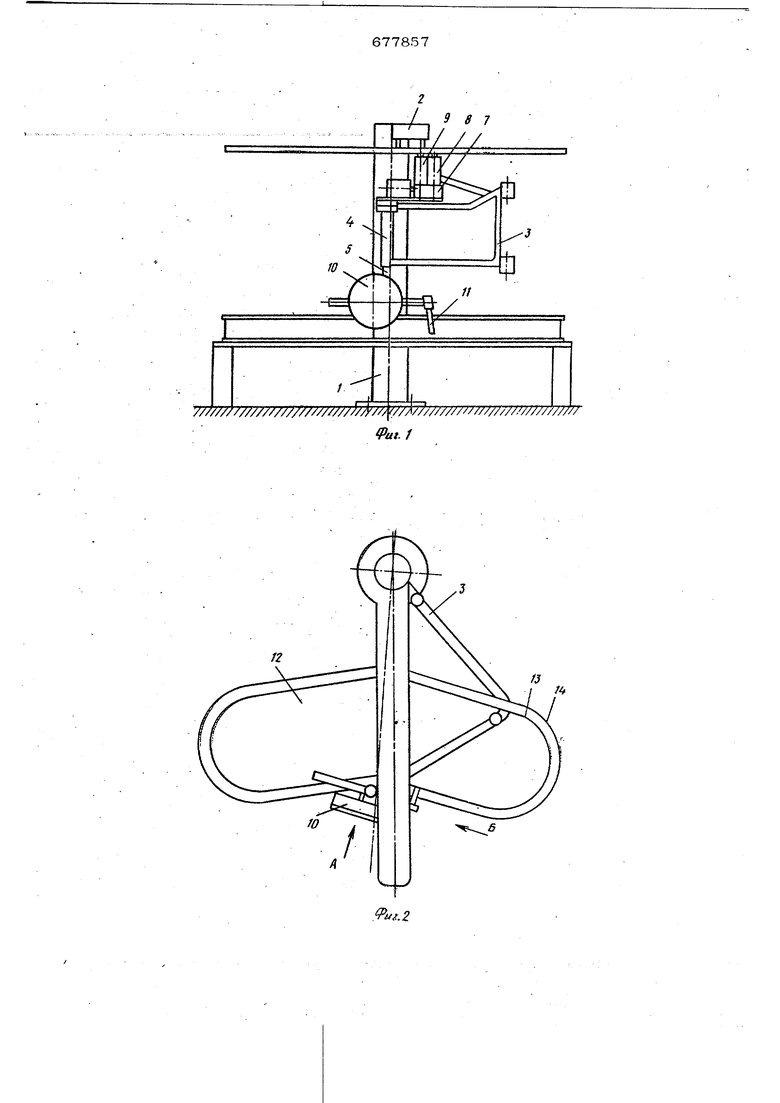
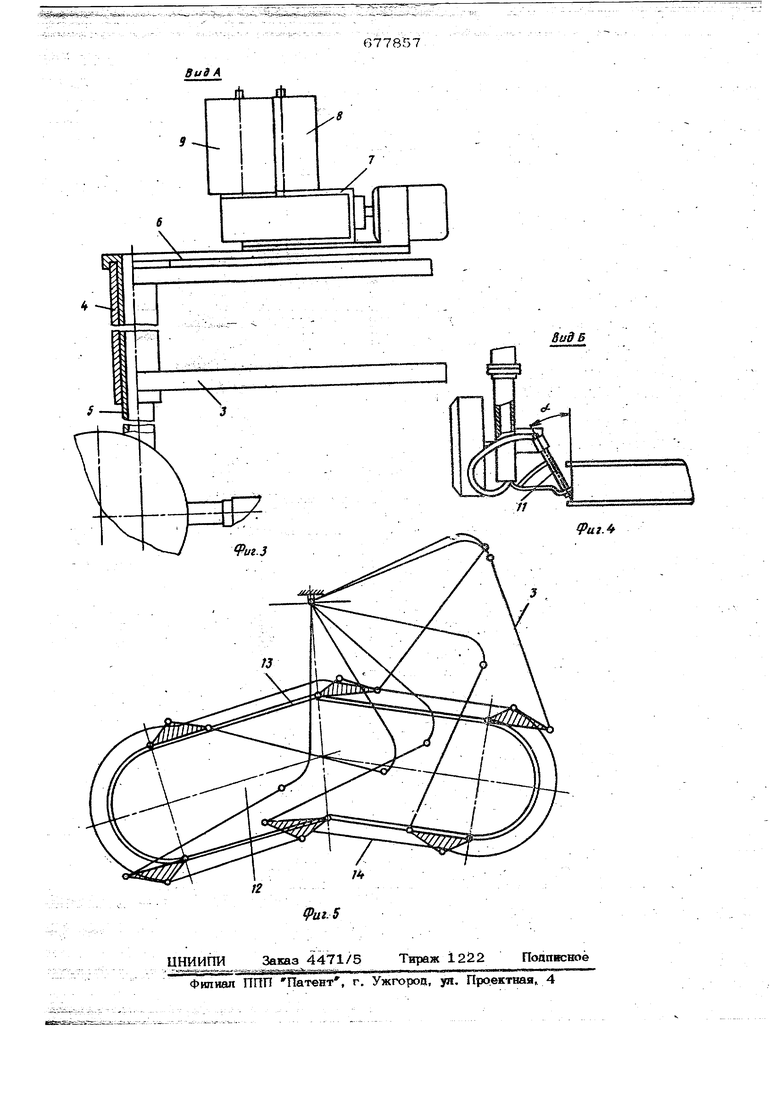
Иэофетение относится к области сварки, в частности к установкам для сварки Езделий с замкнутыми криволин ными швами н может быть испольэовавр для автоматической сварки тавровых соединений криволинейной замкнутой формы, Например задних 1баланс фов.автогр@бдфов Д-71рБ. Известна установка для сварки криволинейных поворотных изделий с пер&леуаым радиусом кривизны, включающая самоходную теленску с закрепленной на ней ropeiKкой и маятниковый датчик положения Г11, HeaocTaiKOM его является то, что в Процессе сварки ие быть измеякен угол наклона горелки к оси nma. Наиболее близким по технической сущности и достигаемому эффекту к описьюаемому изо етешю является установка япя сварки крИволинейньЬс швов, содержащая основание, сварочную головку с горелкой, установлеэшую на копирном устройстве, в Ьпочаюше ведущий и дополнительные копирные ролики, взаимодействующие с двумя копирными дорожками, ведущая до рожка соответствует контуру свариваемого шва, а I допол итепьная - йзменэииям угла наклона горелки к оси шва L21 . Недостатком данного устройства является то, что Iизвестное устройство нельзя испольж вать для сварки швов тавровых соединений криволинейной замкнутой формы, к тому же наличие двух пентографов усложняет устройство и увеличивает его габариты. Целью изобретения является обеспечение сварки швов тавровых соединений криволинейной замкнутой формы и упрощение конструкции. Поставленная цель достигается тем, что устакрвка снабжена колонной, жестко прикрепленной к основанию, а копирное устройство - установленной на колонне многозвенной шарнирной рамой, на свободном конце которой закреплена с ноэ, можностью свободного поворота вокруг оси, параллельной осц колонны, сварочная головка с горелкой, жестко связанная с копирными роликами, выполненнь мй магнитными, причем ведущий ролик установлен на оси, проходящей через точку горения дуги.. На фиг. 1 показана установка, вид спереди; на фиг. 2 - то же, вид сверху; на фиг, 3 - вид А фиг. 2; на фиг. 4 вид Б фиг. 2; на фиг. 5 - форма дополнительной копирной дорожки. Установка для сварки имеет оснОваше (колонну) 1, на которой закрёплень хрг, бот 2 и многозвенная ш арнирная рама 3, на свободном конце которой жёстко зак реплен полный кронштейн 4. Внутрь полого кронштейна 4 вставлена труба, 5, к верхней части которой приварен лист 6 фиг. 3). На листе 6 кронштейна 1фепит ся механизм привода 7. На механизм привода 7 установлены ведущий I приводной) копирный ролик 8 и дополнительный копирный ролик 9, жестко связанные со сварочной горелкой, причем ведущий ролик установлен на оси, проходящей через точку горения дуги. На нижнюю часть трубы 5 надета съем ная сварочная головка 10 do сварочной горелкой 11 (фиг. 4), установленной под углом об к изделшо. К хоботу 2 прикреппен копир 12, имеющий две замкнутые копирные дорожки. Ведущая дорожка 13 соответствует контуру свариваемого шва, а дополнительная дорожка 14 -.изменениям угла наклона.горелки к оси щва. Установка работает следующим образом .При сварке ведущий 8 и дополнительны 9 копирные ролики, жестко св.язанные со сварочной горелкой, обкатываются по копирным дорожкам 13 и 14, обеспечивают перелетцение сварочной горелки 11 по туру обрабатываемой детали, . сохраняя при этом пе(рпеидикулярность оси сварочной горелки к оси шва. При обкатке каждый из роликов взаимодействует со своей копирной дорожкой причем взаимодействие роликов достига &ГСЯ за счет того, что они вЁшолнены магнитными, а копир стальньвм. Профиль ведущей копирнОй дорожки повторяет профиль изделия, а профиль изделия дополнительной копирной дорочжи построен так что жестко связанньш копирные ролики . при обкатывании по дорожкам Поворачиваются на угол, определяемый профилем ополнительной копирной дорожки, обесечивая при этом поворот сварочной горелки вокруг вертикальной оси и сохраняя перпендикулярность оси сварочной головки к оси щва. Определение профиля (формы) дополнительной копирной доожки графическим построением применительно, к заднему балансиру автогрейдеа показано m фиг. 5. Предлагаемая установка для сварки позволяет авто1«1атйчески сваривать щвы тавровых соединений любой кр Олинейной формы - как замкнутой, так .и незамкнутой, при этом повьпиается производительность процесса сварки, качество сварных ЩБОВ, а также улучшаются условия работы,, особенно при массовом производстве.. Формула изобретения Установка дпя сварки криволинейных ЩБОБ, содержащая основа ше, сварочную головку с горелкой, установленную на копирном устройстве, включающем ведущий и дополнительный копирные ролики взаимодействующие с двумя копирными дорожками, ведущая дорожка соответст вует контуру свариваемого щва, а дополнительная - изменениям угла наклона горелки к бей Шва, о т ли ч а ю щ ..а я с я тем, что, с целью упрощения конст рукции и обеспечения возможности сварки тавровых соединений замкнутой формы, она снабжена колонной,, жестко прикрепленной р основанию, а копирное устройство установленной на колойне многозвенной щарнирной рамой, на свободном конце которой закреплена с возможностью свободного вокруг оси, параллельной оси колОнны, сварочная головка с горелкой, жестко связанная с копирны- ми роликами, выполненными магнитными, причем ведущий ролик установлен по реи, проходящей через точку горения дуги.} Исчочники информации, пртШггые во бнимание гфи экспертизе 1. Авторское свидетельство СССР № 3.23237. кл. В 23 К 37/ОО, 1969. , 2. ABTojpcKoe свидетельство СССР № 465300, кл. В 23 К 37/ОО, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Способ сварки криволинейных швов и установка для его осуществления | 1978 |
|
SU965683A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |