1
Изобретение относится к сварке, в частности к установкам для автоматической сварки или резки изделий с объемным криволинейным контуром.
Известно устройство для сварки, содержащее смонтированную на колонне посредством шарнирных рычагов сварочную головку, установленную с возможностью перемещения по пространственной трехмерной траектории 11.
Однако известное устройство не обеспечивает сварки изделий с объемНЫД1 криволинейным контуром, не позволяет вести процесс сварки с постоянной скоростью при обработке сложных криволинейных контуров, постоянное заданное положение горелки к обрабатываемому изделию обеспечивается сложными электрическими устройствами по заданной программе.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для сварки объемных изделий с криволинейными поверхностя1У1и, содержащая манипулятор для поворота и наклона изделия и колонну, на рычаге которой смонтирована сварочная головка, установленная с возможностью перемещения в трех координатных плоскостях, а
также программоноситель перемещения сварочной головки по заданной траектории L2j .
Однако известная установка не позволяет сваривать замкнутые криволинейные швы на криволинейной поверхности объемных изделий, кроме того, программоноситель выполнен в виде сложных электрических устройств,
10 согласующих работу индивидуальных . приводов, осуществляющих перемещение сварочной головки и изделия.
Цель изобретения - обеспечение сварки замкнутых криволинейных швов
15 на криволинейной поверхности объемных изделий и упрощение конструкции.
Поставленная цель достихается тем, что установка для сварки объемных изделий с криволинейнглми поверх20ностями, содержащая манипулятор для поворота и накл.она изделия и колонку, на рычаге которой смонтирована сварочная головка, установленная с возможностью перемещения вдоль оси
25 колонны и в плоскости, перпендикулярной той оси, а также программоноситель перемещения сварочной головки, снабжена приводом поворота сварочной головки в плоскости, пер30пендикулярной оси колонны, смонтированным на рычаге, а прохраммоноситель выполнен в виде копира с двумя копирными дорожками, закрепленного на колонне, и смонтированных на рычаге сельсин-датчика со щупом,взаимодействующим с одной из копирных дорожек копира, сельсин-приемника, соединенного со сварочной головкой, а также ведущего магнитного ролика с датчиком Д.ПЯ поворота сварочной головки, взаимодействующих со второй копирной дорожкой копира, при этом датчик поворота сварочной головки соединен с приводом ее поворота.
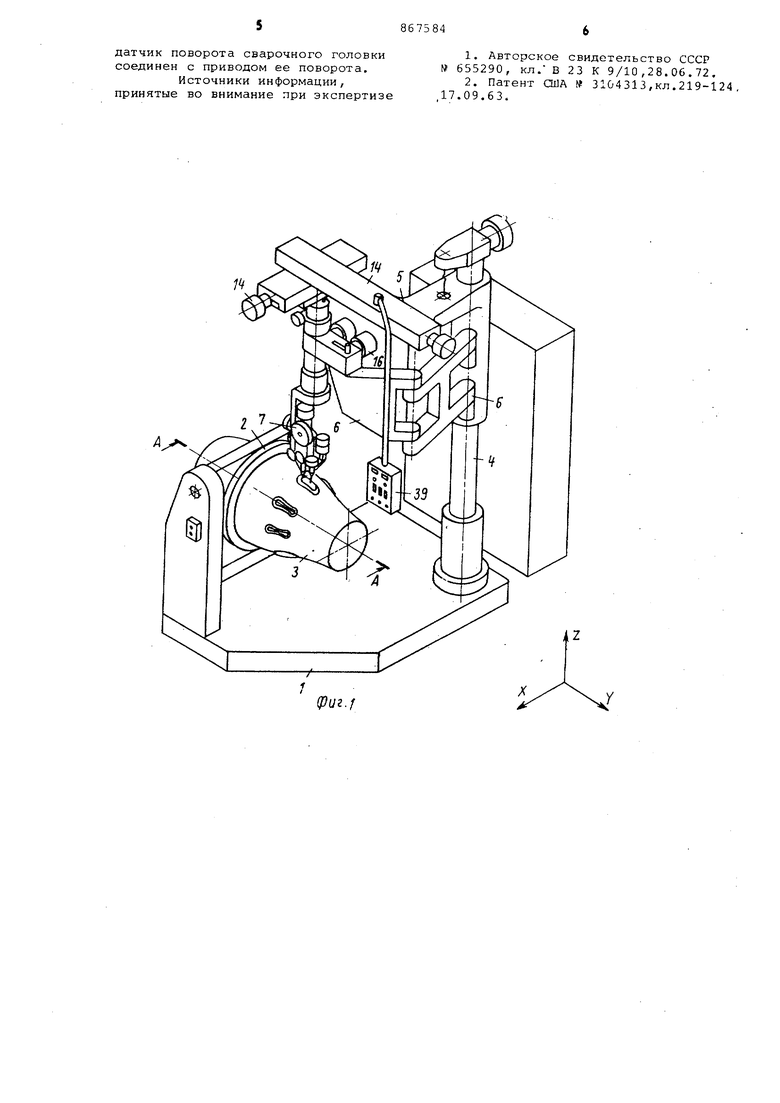
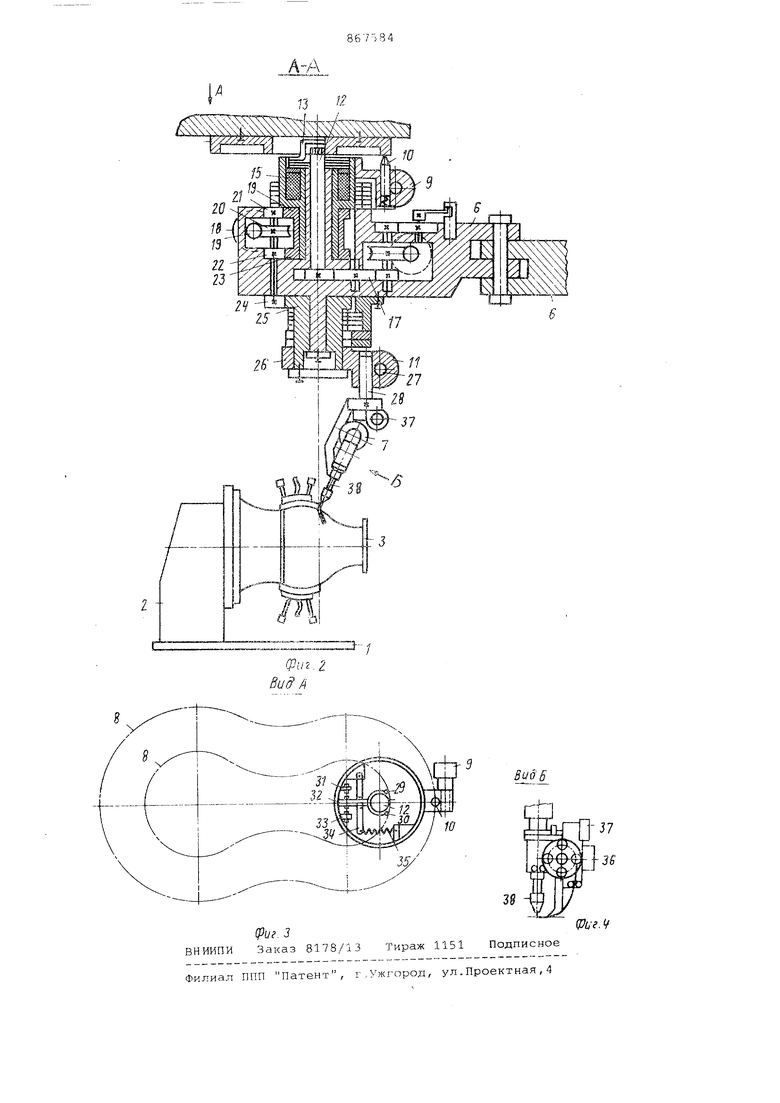
На фиг., 1 изображена предлагаемая установка, общий вид; на фиг. 2 сечение А-А на фиг.I;.на фиг, 3 вид А на фиг,2; на фиг. 4 - сварочная головка, вид Б на фиг.2,
Установка содержит смонтированные на основании 1 манипулятор 2 для наклона и поворота изделия 3 и колонну 4. На колонне 4 посредством каретки 5 и кронштейнов 6 смонтирована сварочная головка 7. Установка снабжена программоносителем, выполненным в виде копира 8 с двумя копирными дорожками, сельсин-датчик 9 со щупом 10f сельсин-приемника 11 и ведущего копирного ролика 12 с дат чиком 13 поворота сварочной головки 7, Копир 8 закреплен посредством суппортов 14с взаимно перпендикулярными направляющими на каретке 5 колонны 4, Шуп 10 выполнен в виде рейки-;, соединенной с сельсин-датчиком 9, установленным на кронштейне 6. Ведущий копирный ролик 12 смонтирован в электромагнитной головке 15, смонтированной на кронштейне 6 с возможностью поворота. Вращение ролика 12 осуществляется приводом 16 через редуктор 17,
На кронштейне 6 установлен также прявод 18 поворота сварочной головки, связанный через иестерни с электромагнитной головкой 15 и через шестерни 22-25 с корпусом 26 сзарочной головки 7. Сельсин-приемник 11 установлен на корпусе 26 сварочной головки и соединен с ней посредством шестерни 27 и рейки 28, Датчик 13 имеет два щупа 29 и 30 и контакты 31-33. Щупы 29 и 30 прижимаются к копирной дорожке копира рычагом 34 и пружиной 35. Сварочная головка 7 содержит механизм 36 подачи проволоки, механизм 37 колебания горелки 38. Управление процессом сварки производится с пульта 39
Установка работает следуквдим образом.
Свариваемое изделие 3 устанавливается на манипулятор 2 и закрепляется. Копир 8 устанавливается на суппорт 17 продольно-поперечного перемещения каретки 5. Ведущий роли 12, датчик 13 и щуп 10 подводятся в исходное положение. Включается манитная головка 15 и при включении пульта 39 управления подводится электрод горелки 38 в исходную точку начала (конца) сварки. Затем пульт 39 переключается на автоматический цикл. После нажатия кнопки Пуск включается подача заидатного газа, воды, сварочный ток и напряжение на все электродвигатели, концевые выключатели и сельсины. Включается вращение ведущего ролика 12 (движение сваки) и сварочная головка 7 перемещается, взаимодействуя с одной копирной дорожкой копира 8 по осям X и Y.
Датчик 13 отслеживает ту же дорожку копира 8 и контактами 31-33 подает сигналы на электродвигатель 18 поворота головки 7 и горелки 38. Щуп 1 отслеживает другую дорожку копира 8 и через сельсины 9 и 11 корректирует положение головки и горелки 38 по оси Z, После достижения горелкой 38 заданной точки конца цикла сварка выключается. Происходит повброт изделия 3 на следующую позицию, включается сварка и цикл повторяется.
Таким образом, предлагаемая установка обеспечивает сварку замкнутого криволинейного контура на объемных изделиях с криволинейной поверхностО позволяет автоматизировать процесс сварки, упростить перенгшадку при сварке изделий с различной криволинейностью поверхности и упростить управление процессом сварки.
Формула изобретения
Установка для сварки объемных изделий с криволинейными поверхностями содержащая манипулятор для поворота и наклона изделия и колонну, на кронщтейн.е которой смонтирована сварочная головка, установленная с возможностью перемещения в трех координатных плоскостях, а также программоноситель перемещения сварочной головки по заданной траектории, отличающаяся тем, что, с целью обеспечения сварки замкнутых криволинейных швов на Криволинейной поверхности объемных изде.пий, установка снабжена приводом поворота сварочной головки в плоскости, перпендикулярной оси колонны, смонтированным на рычаге, а программоноситель выполнен в виде копира с двумя копирннми дорожками, закрепленного на колонне, и смонтированных на кронштейне сельсин-датчика со щупом, взаимодействующим с одной из копирннх дорожек копира сельсина-приемника, соединенного со сварочной головкой, а также ведущего копирного ролика с датчиком поворота сварочной головки, взаимодействующих со второй копирной дорожкой копира, при этом
датчик поворота сварочного головки соединен с приводом ее поворота.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 655290, кл/ В 23 К 9/10,28.06.72.
2.Патент США № 3104313,кл.219-124 .17.09.63.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Установка для сварки | 1977 |
|
SU677857A1 |
| Установка для автоматической сваркиКРиВОлиНЕйНыХ шВОВ | 1979 |
|
SU804310A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Устройство для автоматической сварки криволинейных изделий | 1981 |
|
SU988508A2 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ШВОВ ПО КОПИРУ | 1969 |
|
SU250348A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
/
/3
(puz.f
