(54) УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ШВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Устройство для автоматической сварки угловых швов | 1980 |
|
SU965682A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Устройство для автоматической сварки криволинейных швов | 1976 |
|
SU607684A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
1
Изобретение относится к сварочному оборудованию, а именно к устройствам для автоматической сварки на вертикальной плоскости горизонтальных криволинейных швов с переменным радиусом кривизны.
Известна установка для автоматической сварки изделий с переменным радиусом кривизны, предназначенная для автоматической сварки кольцевых швов поворотных изделий с переменно кривизной сечения. Она состоит из сварочной головки с механизмом ее вертикального перемещения и механизма вращения изделия., тахогенераторов, измеряющих скорости вертикального перемещения головки и скорости вращения изделия, механизма горизонтального перемещения, причем выход тахогенератора горизонтального перемещения и потенциометры электрически связаны с системой автоматического регулирования, обеспечивающей решение трех уравнений 1.
Недостатками этой установки являются ;
необходимость вращения изделия, что в ряде случаев невозможно осуществить;
наличие большого числа механизмов, взаимосвязанных между собой как кинематически, так и электричес-. ки, и значительные габариты установки, вызванные, в частности, необходимостью вращения изделия;
высокая стоимость оборудования, в состав которого должна входить система автоматического регулирова0ния, обеспечивающая решение уравнений по скорости перемацения горелки и изделия;
сложность обслуживания и ремонта установки, вызванная большим числом
5 механизмов установки, связанных между собой системой автоматического регулирования по скорости перемещения горелки и изделия.
Наиболее близкой к изобретению
0 по технической сущности и достигаемому результату является установка, предназначенная для автоматической сварки криволинейных швов и содержащая стол для изделия и колонну, ос5нащенную копиром, эквидистантным криволинейной поверхности изделия и пантографом, с установленными . на нем сварочной головкой и копир-ным роликом, взаимодействующим с копиром, 2 .
Однако установка не ооеспечивает сварки горизонтальных швов на вертикальной плоскости .и изменения скорости перемещения сварочной головки на участках изделия с различной кривизной, что снижает качество сварки.
Цель изобретения - обеспечение качественной сварки горизонтальных швов с участками различной кривизны на вертикальной плоскости.
Цель достигается тем, что на пантографе смонтирована подъемная штанга -с установленным на ее торце приводом поворота сварочной головки, на выходном валу которого закреплен Побразный кронштейн, сварочная головка смонтирована на указанном кронштейне, а на копире между участками различной кривизны установлены датчики изменения скорости поворота сварочной головки.
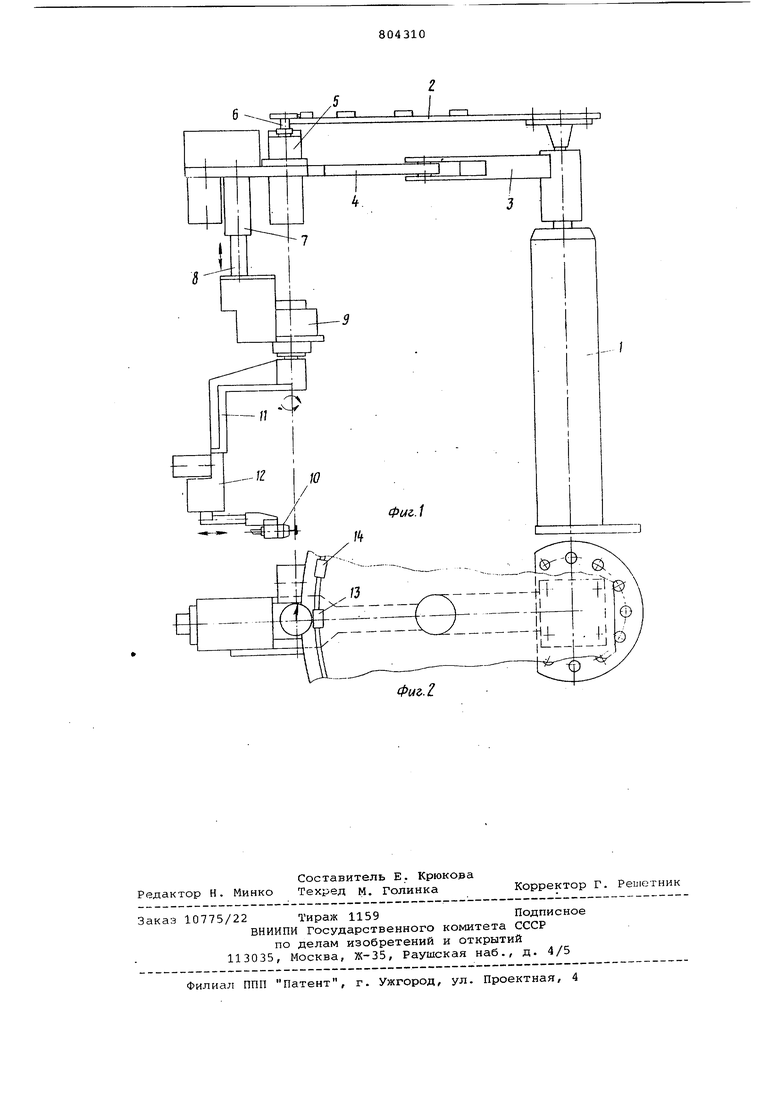
На, фиг. 1 изображена установка; на фиг. 2 - то же, вид сверху.
Установка содержит стол для изделия (не показан) и колонну 1, на которой закреплен копир 2, эквидистантный криволинейному шву изделия, и пантограф 3, на плече 4 которого смонтирован привод 5 вращения копирного ролика б и подъемная от привода 7 штанга 8. На торце штанги 8 установлен привод 9 поворота сварочной головки 10, которая закреплена на П-образном. кронштейне 11, смонтированном на выходном валу привода 9 и снабженным механизмом 12 слежения. На копире 2 между участками различной кривизны смонтированы датчики 13 и 14 изменения скорости поворота сварочной головки, выполненные в виде конечных выключателей.
Ось поворота копирного ролика б, ось выходного вала привода 9 поворота сварочной головки 10 установлены по одной прямой с зоной сварки.
Установка работает следующим образом.
Сварочная головка 10 устанавливается на сварочный механизм 12 слеженкя по дуге.и приводом 7 для подъема штанги .выводится в плоск&сть сварки. Далее включают привод 5 вращения копирного ролика 6, который, обкатываясь по копиру 2, описывает в пространстве криволинейную траекторию, при этом сварочная голорка .10 описывает криволинейную траекторию, эквидистантную копиру 2 и свариваемой поверхности. Копирный ролик б, обкатывая копир 2 подходит последовательно к участкам разной
кривизны, в начале и конце которых установлены датчики 13 и 14, дающие команду к изменению скорости поворота головки. Например, при срабаты. вании датчика 13 дается команда на г поворот головки с определенной.скоростью поворота до :;ормали к свариваемой поверхности и при срабатывании датчика 14 дается команда основного поворота головки и далее он движетQ ся беэ поворота или с другой угловой скоростью поворота до нормали к свариваемой поверхности.
Такое исполнение устройства для автоматической сварки горизонтальных швов на вертикальной плоскости
5 обеспечивает возможность сварки криволинейных швов деталей сложной конфигурации без вращения изделия и уменьшает его габариты. Исключение поворота изделия при сварке и введение механизма поворота головки в
горизонтальной плоскости относитйльно оси, направленной по нормали к свариваемой поверхности, упрощают конструкцию устройства и делают его
5 надежным в работе.
Формула изобретения
Установка для автоматической
сварки криволинейных швов, содержащая стол для изделия, колонку с копиром и пантографом осна и1енным приводным копирным роликом, взаимодействующим с копиром и сварочной го ловкой, отличающаяся тем, что, с целью обеспечения качественной сварки горизонтальных швов с участками различной кривизны на вертикальнойплоскости, на
0 пантографе смонтирована подъемная штанга с установленным .на ее торце приводом поворота сварочной головки, на выходном валу которого закреплен П-образный кронштейн, сварочная головка смонтирована на указанном кронштейне, а на копире между участками различной кривизны установлены датчики изменения скорости поворота сварочной головки.
0 - Источники информации,
принятые во внимание при экспертизе
Фиг,.1
