Изобретение относится к сварке, а именно к устройствам для сварки по копиру детсшей криволинейного контура, например канистр.5
Известна установка для автоматической дуговой сварки швов сложной конфигурации, содержащая станицу с закрепленной на ней сварочной головкой, вращающийся относительно стани- Ю ны барабан, внутри которого размещен контейнер со.свариваемым изделием, привод вращения барабана, привод перемещения контейнера, содержащий ходовой винт системы регулирования 5 сварочной дуги и скорости перемещения изделия, а также дополнительный привод для перемещения контейнера 1 .
Однако механизмы и электросистема в известной конструкции работают рыв- 20 ками с частыми пусками и остановками, из-за наличия нескольких приводов, работаквдих раздельно, что приводит к нестабильности скорости сварки и несоответствию параметров сварки, 25 наличие контейнера ограничивает габариты свариваемых деталей, наличие нескольких приводов усложняет кинематическую схему и систему управления, что с.нижает ее надежность. 0
Известно устройство для автоматической сварки замкнутых швов с прямолинейными и закругленными участками, содержа1цее сварочную головку, кронштейн с копиром, ведущий ролик, взаимодействующий с внутренней поверхностью копира и подпружиненный ведомый ролик, смонтированный на рычаге и взаимодействующий с наружной поверхностью копира, а также установленный на кронштейне и.копира двухпараллелограммный пантограф с противовесом для уменьшения колебаний копира, в процессе его перемещения 2. .
Однако наличие двухпараллелограммного пантографа с противовесом усложняет конструкцию и, кроме того, не позполяет исключить колебания копира с изделием из-за большой инерционности.
Цель изобретения - упрощение конструкции при повышении качества сварки путем уменьшения колебаний копира с изделием в процессе его перемещения.
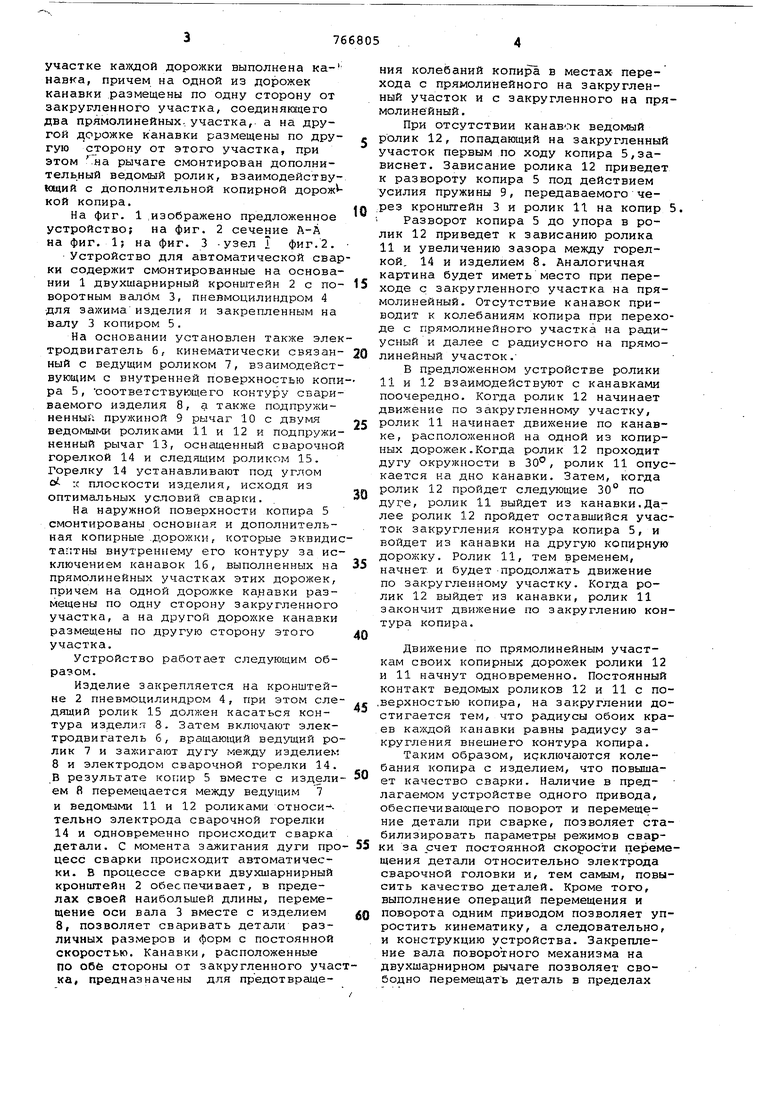
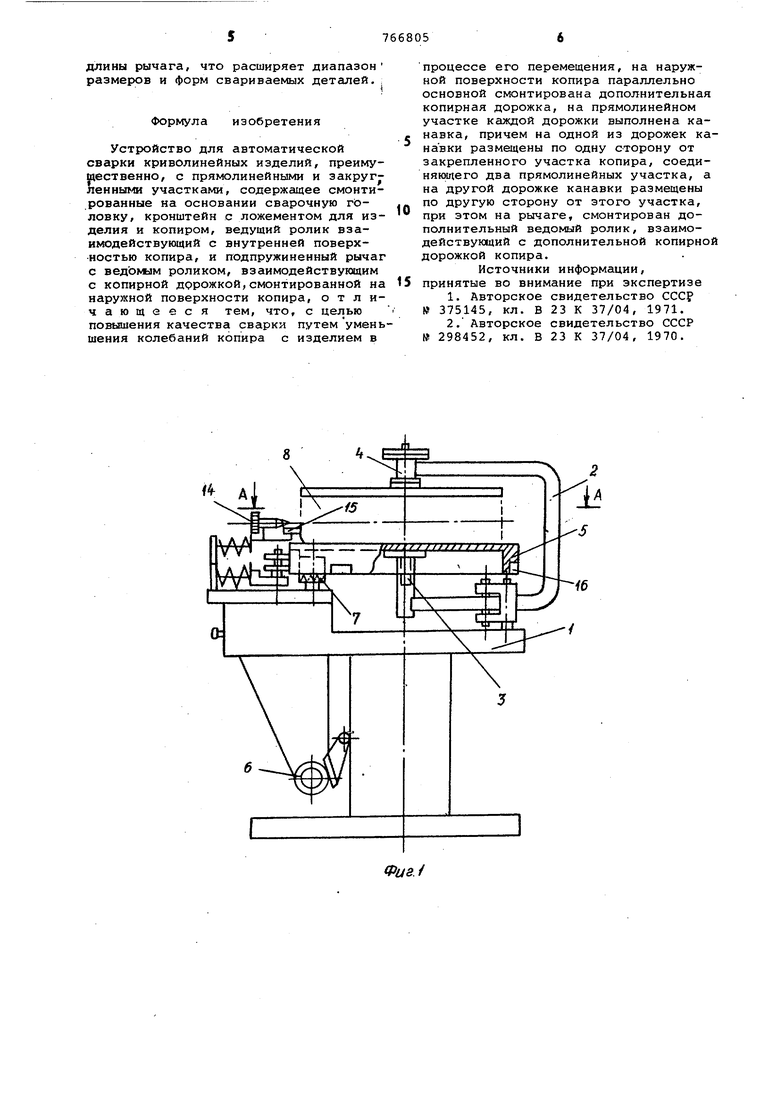
Для достижения этой цели на наружной поверхности копира смонтирована параллельно основной дополнительная копирная дорожка, на прямолинейном участке ка)хдой дорожки выполнена канавка, причем на одной из дорожек канавки размещены по одну сторону от закругленного участка, соединягацего два прямолинейных., участка, а на другой opoжкe канавки размещены по другую сторону от этого участка, при этом на рычаге смонтирован дополнительный ведомый ролик, взаимодействукщий с дополнительной копирной дорож кой копира. На фиг. 1 .изображено предложенное устройство на фиг. 2 сечение А-А на фиг. Ij на фиг. 3 -узел I фиг.2. Устройство для автоматической свар ки содержит смонтированные на основании 1 двухшарнирный кронштейн 2 с поворотным валсзм 3, пневмоцилиндром 4 для зажимаизделия и закрепленным на валу 3 копиром 5. На основании установлен также элек тродвигатель 6, кинематически связанный с ведущим роликом 7, взаимодействующим с внутренней поверхностью копи ра 5, соответствующего контуру свариваемого изделия 8, а также подпружиненны пружиной 9 рычаг 10 с двумя ведомыми роликами 11 и 12 и подпружиненный рычаг 13, оснащенный сварочной горелкой 14 и следящим роликом 15. Горелку 14 устанавливают под углом о : плоскости изделия, исходя из оптимальных условий сварки. На наружной поверхности копира 5 смонтированы основная и дополнительная копирные .дорожки, которые эквиди тантны внутреннему его контуру за ис ключением канавок 16, выполненных на прямолинейных участках этих дорожек, причем на одной дорожке канавки размещены по одну сторону закругленного участка, а на другой дорожке канавки размещены по другую сторону этого участка. Устройство работает следующим образом. Изделие закрепляется на кронштейне 2 пневмоцилиндром 4, при этом сле дящий ролик 15 должен касаться контура изделия 8. Затем включают электродвигатель б, вращающий ведущий ро лик 7 и зажигают дугу между изделием 8 и электродом сварочной горелки 14. В результате копир 5 вместе с издели ем 8 перемещается между ведущим 7 и ведомыми 11 и 12 роликами относи- тельно электрода сварочной горелки 14 и одновременно происходит сварка детали. С момента зажигания дуги про цесс сварки происходит автоматически. В процессе сварки двухшарнирный кронштейн 2 обеспечивает, в пределах своей наибольшей длины, перемещение оси вала 3 вместе с изделием 8, позволяет сваривать детали различных размеров и форм с постоянной скоростью. Канавки, расположенные ПО обе стороны от закругленного учас ка, предназначены для предотвргидеимя колебаний копира в местах перехода с прямолинейного на закругленный участок и с закругленного на прямолинейный, При отсутствии канавок ведомый ролик 12, попадающий на закругленный участок первым по ходу копира 5,зависнет. Зависание ролика 12 приведет к развороту копира 5 под действием усилия пружины 9, передаваемого через кронштейн 3 и ролик 11 на копир 5. Разворот копира 5 до упора в ролик 12 приведет к зависанию ролика 11 и увеличению зазора между горелкой. 14 и изделием 8. Аналогичная картина будет иметь место при переходе с закругленного участка на прямолинейный. Отсутствие канавок приводит к колебаниям копира при переходе с прямолинейного участка на радиусный и далее с радиусного на прямолинейный участок. В предложенном устройстве ролики 11 и 12 взаимодействуют с канавками поочередно. Когда ролик 12 начинает движение по закругленному участку, ролик 11 начинает движение по канавке, расположенной на одной из копирных дорожек,Когда ролик 12 проходит дугу окружности в , ролик 11 опускается на дно канавки. Затем, когда ролик 12 пройдет следующие 30° по дуге, ролик 11 выйдет из канавки,Далее ролик 12 пройдет оставшийся участок закругления контура копира 5, и войдет из канавки на другую копирную дорожку. Ролик 11, тем временем, начнет и будет -продолжать движение по закругленному участку. Когда ролик 12 выйдет из канавки, ролик 11 закончит движение по закруглению контура копира. Движение по прямолинейным участкам своих копирных дорожек ролики 12 и 11 начнут одновременно. Постоянный контакт ведомых роликов 12 и 11 с по.верхностью копира, на закруглении достигается тем, что радиусы обоих краев каждой канавки равны радиусу закругления внешнего контура копира. Таким образом, ирключшотся колебания копира с изделием, что повышает качество сварки. Наличие в предлагаемом устройстве одного привода, обеспечивающего поворот и перемещение детали при сварке, позволяет стабилизировать параметры режимов сварки за рчет постоянной скорости перемещения детали относительно электрода сварочной головки и, тем самым, повысить качество деталей. Кроме того, выполнение операций перемещения и поворота одним приводом позволяет упростить кинематику, а следовательно, и конструкцию устройства. Закрепление вала поворотного механизма на двухшарнирном рычаге позволяет свободно перемещать деталь в пределах
длины рычага, что расширяет диапазон размеров и форм свариваемых деталей.;
Формула изобретения
Устройство для автоматической сварки криволинейных изделий, преимушественно, с прямолинейными и закругленными участками, содержащее смонтированные на основании сварочную гЬловку, кронштейн с ложементом для изделия и копиром, ведущий ролик взаимодействующий с внутренней поверхностью копира, и подпружиненный рычаг с ведоким роликом, взаимодействующим с копирной дорожкой,смонтированной на наружной поверхности копира, о т л ичающееся тем, что, с целью повышения качества сварки путемуменьшения колебаний копира с изделием в
процессе его перемещения, на наружной поверхности копира параллельно основной смонтирована дополнительная копирная дорожка, на прямолинейном участке каждой дорожки выполнена канавка, причем на одной из дорожек канавки размещены по одну сторону от закрепленного участка копира, соединяющего два прямолинейных участка, а на другой дорожке канавки размещены по другую сторону от этого участка, при этом на рычаге, смонтирован дополнительный ведомый ролик, взаимодействующий с дополнительной копирной дорожкой копира.
Источники информации,
5 принятые во внимание при экспертизе
1. Авторское свидетельство СССр № 375145, кл. В 23 К 37/04, 1971.
2. Авторское свидетельство СССР № 298452, кл. В 23 К 37/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных изделий | 1981 |
|
SU988508A2 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1971 |
|
SU298452A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| Установка для автоматической сварки прямоугольных изделий с закругленными углами | 1986 |
|
SU1454623A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Установка для сварки | 1977 |
|
SU677857A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
V
Фаз./
