Известно устройство для разъема и сборки стержневого ящика по основному авт. св. № 223266, содержащее неподвижную и подвижную каасеты, в которых закреплены половинки стержневого ящика и цилиндр, которого через кронштейн ;и штанги связан с Нбнодвижной кассетой, а шток через траверсу - с подвижной.
Однако inpH изготовлении стержней без стояков необходимы дополнительные приводные механизмы для разъема стержневого ящика и извлечения стержня.
Предлагаемое устройство, будучи усовершенствованием устройства по авт. св. № 223266, отличается тем, что на штангах со стороны неподвижной и подвижной кассет установлены толкательные ПЛиты, связанные между собой тягами, на которых установлены регулируемые упоры, ограничивающие рабочий ход толкательных плит. Это позволяет производить разъе1М ящика и извлечение стержня .с П01мощью одного приводного механизма.
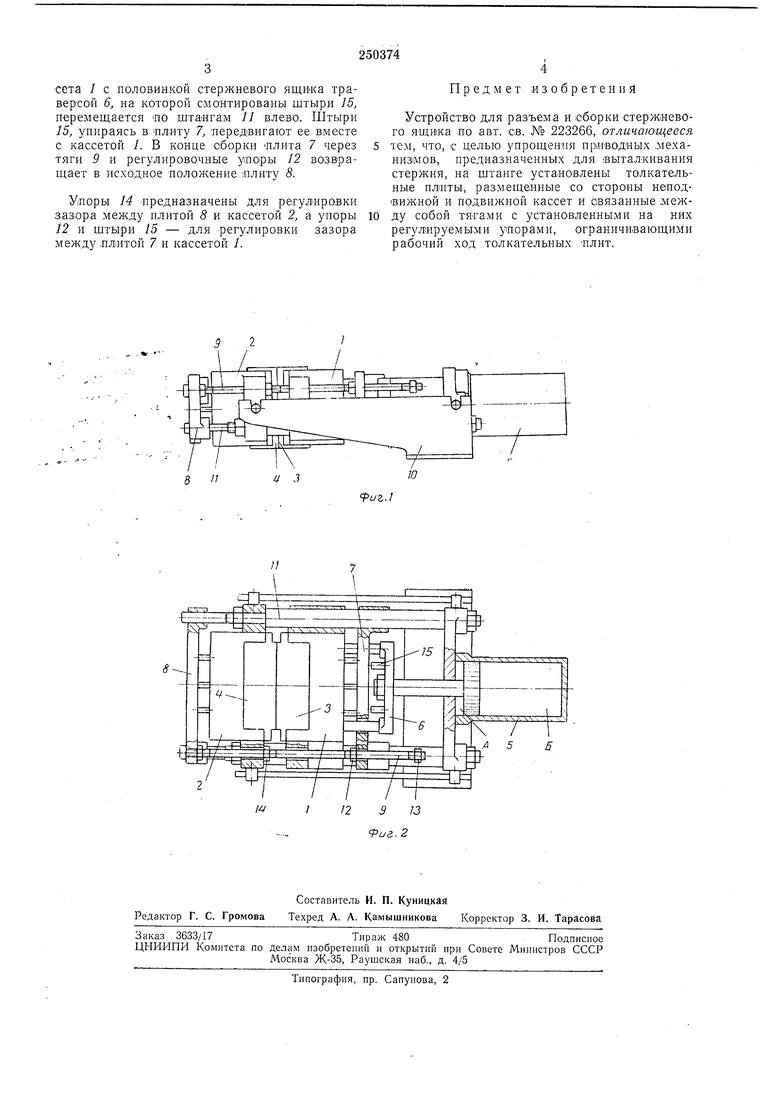
На фиг. 1 схематично представлен общий вид (предлагаемого устройства; на фиг. 2 - то же, вид в плане.
вижной кассетой 2; толкательные плиты 7 и 8, связанные между собой тягами 9; два кронштейна 10, с помощью которых предлагаемое устройство устанавливают в стержневую машииу. Неподвижная кассета 2 связана с кронштейнами 10 штангами }} на которых свободно установлены толкательные 7 и 8. На тягах 9 размещены регулировочные упоры 12, 13 и 14.
После отверждения стержня в ящике в полость Л цилиндра 5 подают воздух или масло. Подвнжная кассета 1 вместе с половинкой 3 стержневого ящика движется по штангам 11 вправо, причем стержень остается в одной
из половинок ящика.
ЕслИ стерлсень остался в половинке 3 ящика, плита 7 передвигается по штангам 11 до упоров 13. В дальнейшем тяги 9 перемещают плиты толкателей на величину зазора меладу
плитой 8 и кассетой 2, а кассета 1, яаезжая на
плиту 7, выбирает зазор между плитой 7 и
кассетой 1. Толкатели плиты 7 выталкивают
стержень из -кассеты /.
Если стержень остался в поло1винке 4, сначала выбирается зазор между плитой 7 и кассетой 1, а затем - зазор между плитой 8 и кассетой 2. Стержень выталкивается из неподвижной половинки 4 ящика. Для сборки стержневого ящика воздух или
:сета 1 с половинкой стержневого ящика траверсой 6, на которой смонтированы штыри 15, перемещается -по шталгам 11 влево. Штыри 15, упираясь в ллиту 7, передвигают ее вместе с кассетой /. В конце оборки Плита 7 через тяги 9 и регулировочные упоры 12 возвращает в исходное положение шлиту 8.
У,поры 14 предназначены для регулировки зазора между плитой 8 и кассетой 2, а упоры 12 и штыри 15 - для регулировки зазора ,пл.итой 7 и кассетой 1.
Предмет изобретений
Устройство для разъема и оборки стержневого ящи1ка по авт. ов. Я 223266, отличающееся тем, что, 1C целью упрощеция приводных Л1ехаНИ31МОВ, предназначенных для 1вытала ивания стержня, на штанге установлены толкательные плиты, размешенные со стороны непод|виж.ной и подвижной кассет и связанные .между собой тятами с установленными на них регулируемыми упорами, ограничивающими рабочий ход толкательных нлит.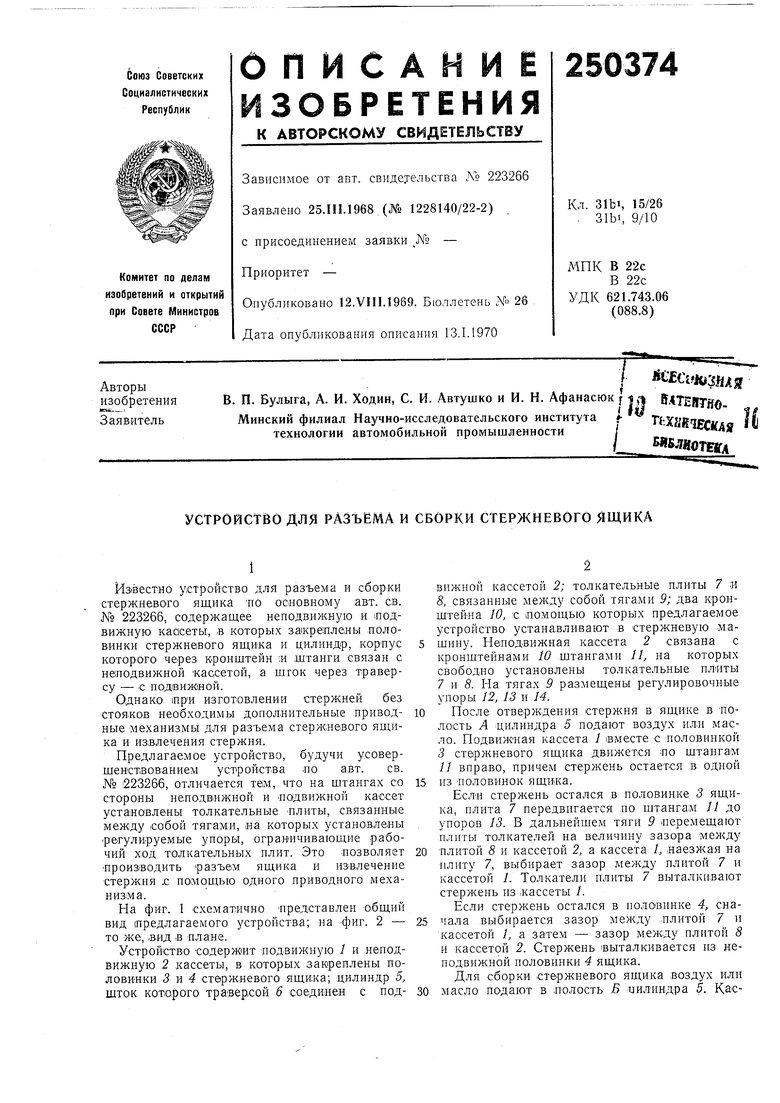
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕМА И СБОРКИ СТЕРЖНЕВОГО ЯЩИКА | 1966 |
|
SU223266A1 |
| СТЕРЖНЕВАЯ МАШИНА | 1970 |
|
SU267017A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| УСТРОЙСТВО для РАЗЪЕМА И СБОРКИ СТЕРЖНЕВОГО ЯЩИКА | 1969 |
|
SU242335A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
9 2
