(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
1
Изобретение относится к литейному производству, в частности к устройствам для изготовления литейных стержней в ящиках с горизонтальной плоскостью разъема.
Известна двухпозиционная установка челночного типа, содержащая механизм надува и отверждения стержней, размещенный на станине с направляющими, на которых установлена приводная в горизонтальной плоскости тележка со стержневым ящиком, закрепленную на упомянутой станине раму, несущую механизм протяжки стержней, выполненный в виде подвижной в вертикальной плоскости траверсы с установленными па ней захватами и толкательной плитой, и подвижный в горизонтальной плоскости приемный стол .
Недостаток известного устройства состоит в том, что большая высота падения стержней на приемный стол при выталкивании его из верхней половины оснастки приводит к его повреждению.
Цель изобретения - уменьшение высоты падения стержней для предотвращения их разрушения.
Поставленная цель достигается тем, что автомат снабжен закрепленными на раме неподвижным и регулируемым упорами и двумя гидроцилиндрами равного диаметра.
полости которых сообщены, причем шток ОДНОГО из гидроцилиндров шарнирно связан с толкательной плитой, а шток другого располажен соосно с неподвижными упорами и предназначен для взаимодействия с ним.
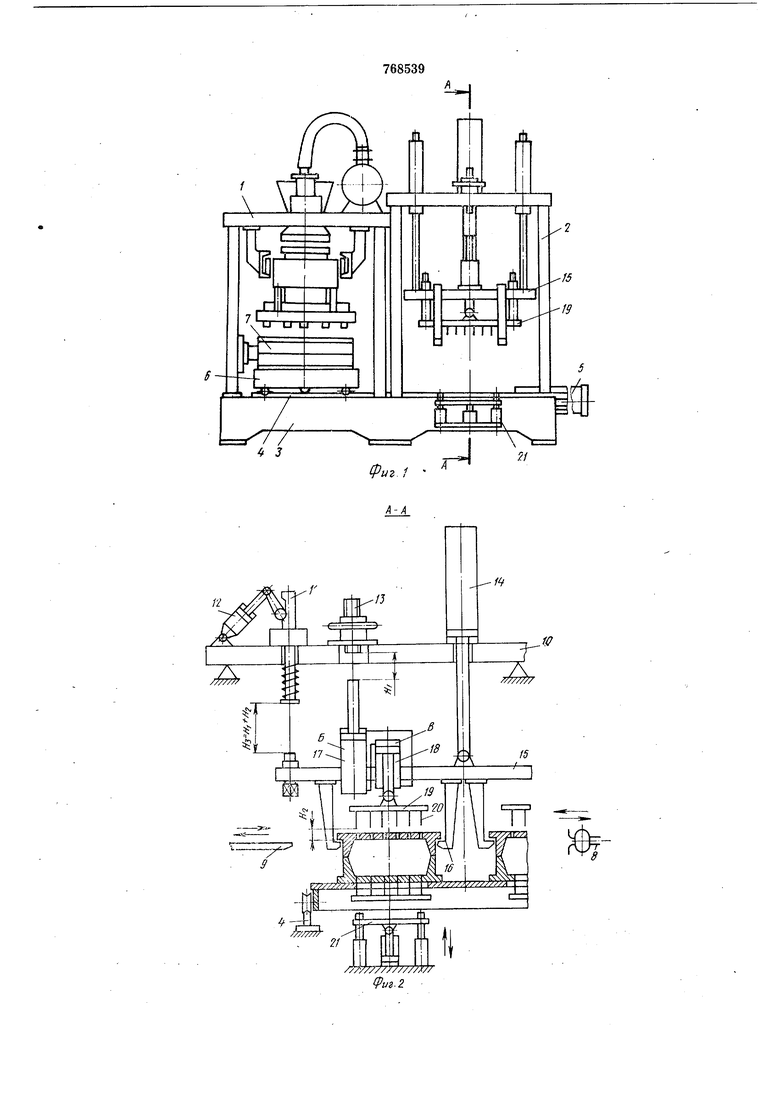
На фиг. 1 изображен общий вид автомата: на фиг. 2 - механизм протяжки (разрез Л-А фиг. 1).
10 Автомат для изготовления стержней содержит механизм I надува и отверждения, механизм 2 протяжки, расположенные на станине 3 с рельсовыми путями 4 и перемещающуюся по ним от гидроцилиндра 5 тележку 6 со стержневым ящиком 7, механизм 8 обдува и опрыскивания и съемник 9.
Механизм 2 протяжки содержит раму 10, несущую на себе автоматически управляемый подвижный регулируемый упор 11 с приводом 12, жесткий регулируемый упор 13 и привод 14 подъемной траверсы 15 с захватами 16 и установленными на ней двумя гидроцилиндрами 17 и 18 одинакового диаметра с сообщающимися полостями и S.
Гидроцилиндр 17 установлен по оси жесткого регулируемого упора 13, а гидроцилиндр 18 своим штоком связан с толкатель30 ной плитой 19, снабженной толкателями 20.
Для отделения стержня от нижней половины ящика установлен механизм 21 иодрыва стержней.
Автомат для изготовления стержней работает следующим образом.
В механизме 1 надува и тверждения в стержневой ящик 7, установленный на тележке 6, вдувается смесь и выдерживается в нем необходимое для отверждения время. Затем, по окончании цикла отверждения, тележка 6 гидроцилиндром 5 по рельсовым путям 4, расположенным на станине 3, перемещается в зону ме)санизма 2 протяжки. После того как тележка займет свое положение в механизме протяжки, срабатывает механизм 21 подрыва стержней и подъемная траверса 15 с верхней половиной стержневого . ящика со стержнем, поддерживаемой захватами 16, поднимается приводом 14. Шток гидроцилиндра 17 при этом, пройдя регулируемое расстояние H, упирается в жесткий регулируемый упор 13, и при дальнейшем движении жидкость из полости Б гидроцилиндра 17 перетекает в полость В гидроцилиндра 18, толкателями 20 перемещается вниз до исходной поз.иции. перед .выталкиванием на расстояние HZ. Траверса поднимается до застопоренного подвижного регулируемого упора
11,проходя расстояние Нз, и останавливается (Яз - регулируемое расстояние, необходимое для заведения съемника 9 под стержень с минимальным зазором).
После этого съемник 9 заводится под стержень с зазором 5-10 мм, дойдя до крайнего положения съемник воздействует надатчик, по команде которого автоматически управляемый подвижный регулируемый упор 11 расстопоривается приводом
12,и привод 14 продолжает подъем траверсы 15 с верхней половиной стержневого яЩика 7, а толкательная плита 19 с толкателями 20 при этом движется с такой же скоростью вниз (синхронность . движения достигается за счет перетекания жидкости равного объема гидроцилиндров 17 и 18 одинакового диаметра).
Таким образом, стержень выталкивается из ящика 7, оставаясь на прежней высоте с зазором 5-10 мм от съемника 9, а траверса 15 с верхней половиной стержневого ящика 7 перемещается вверх на расстояние, необходимое для извлечения стержня. После того как ход гидроцилиндра 18 будет выбран, излищняя жидкость из полости Б будет продолл ать сливаться в бак гидростанции через напорный золотник.
Извлеченный стержень убирается съемником 9, механизм 8 обдува и опрыскивания при движении вперед очищает оснастку, при движении назад - наносит на поверхность стержневой оснастки разделительную жидкость, стержневой ящик 7 собирается, тележка 6 с оснасткой перемещается в механизм надува и отверждения и цикл повторяется.
Формула изобретения
Автомат для изготовления стержней в ящиках с горизонтальной плоскостью разъема, содержащий механизм надува и отверждения стержней, размещенный на станине с направляющими, на которых установлена приводная в горизонтальной плоскости тележка со стержневым ящиком, закрепленную на упомянутой станине раму, несущую механизм протяжки стержней, выполненный в виде подвижной в вертикальпой плоскости трлверсы с установленными на ней захватами и тОлкательной плитой и подвижный в горизонтальной плоскости приемный стол, отличающийся тем, что, с целью уменьщения высоты падения
стержней для предотвращения их разрушения, он снабжен закрепленными на раме неподвижным и регулируемым упорами, и двумя гидроцилиндрами равного диаметра, полости которых сообщены, причем щток
одного из гидроцилиндров щарнирно связан с ТОлкательной плитой, а щток другого расположен соосно с неподвижным упором и взаимодействует с ним.
Источники информации,
принятые во внимание при экспертизе
1. Просяник Г. В. и др. Изготовление стержней по нагревательной оснастке, М., 1970, с. 147.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления стержней | 1979 |
|
SU831355A1 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Устройство для протяжки стержней | 1983 |
|
SU1177051A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Стержневой ящик | 1982 |
|
SU1058705A1 |
| Автомат для изготовления стержней | 1985 |
|
SU1337189A1 |