Известен четырехпозиционный автомат Для Изготовления стержней, включающий стол с механизмом его поворота вокруг вертикальной оси, стержневые разъемные ящики с электрообогревом, установленные на столе, пескодувное устройство с надувной плитой, механизм для сборки, раскрывания стержневого ящика и съема стержней, содержащий цилиндр раскрытия с укрепленным на его штоке захватом, цилиндр толкателей, разгрузочный лоток, и устройство для поджима стержневого ящика к надувной плите, имеющее приводной цилиндр.
Предлагаемый автомат отличается от известного тем, что поджимное устройство снабжено П-образным рычагом, смонтированным на щтоке цилиндра, причем на концах рычага щарнирно установлены скобы, выполненные с трапецеидальным пазом.
Такое выполнение позволяет обеспечить плотное смыкание половин стержневого ящика в момент надува.
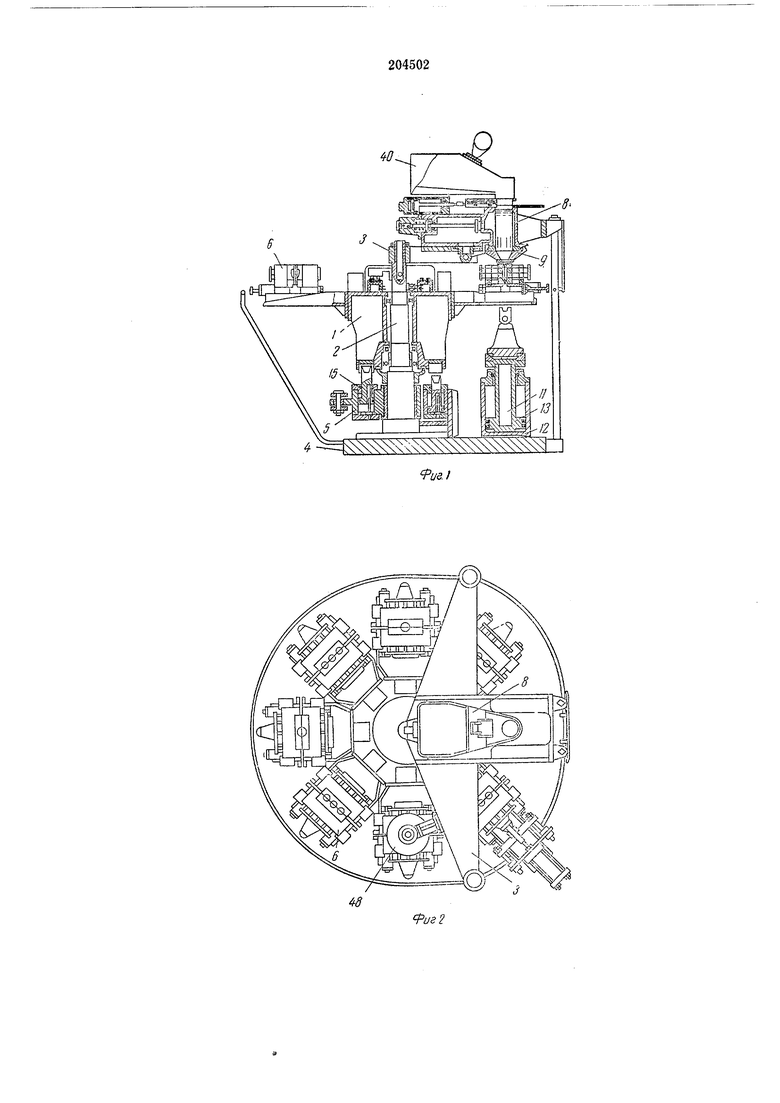
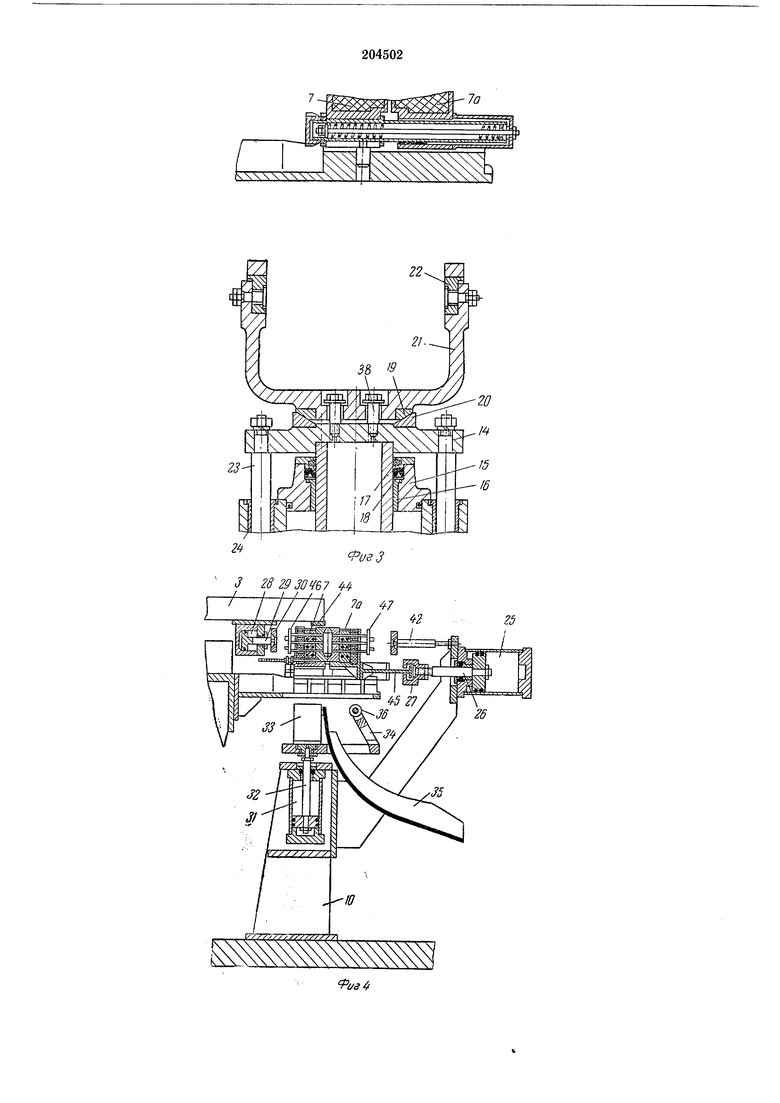
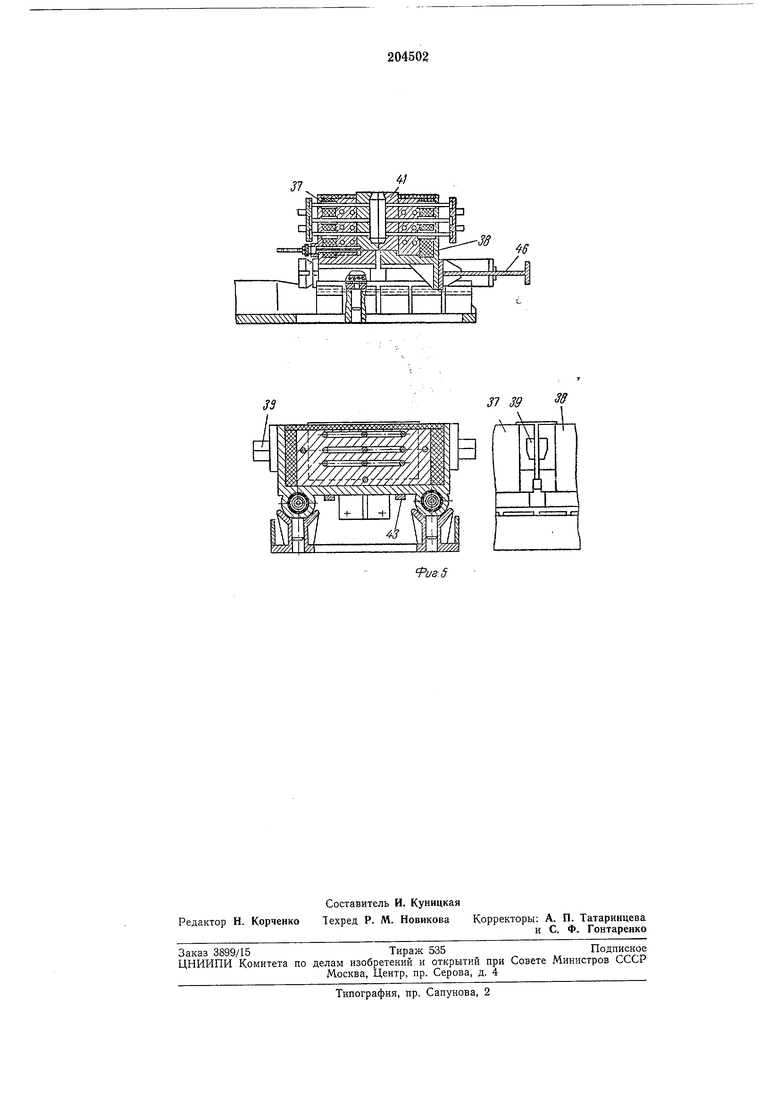
На фиг. 1 схематично изображен предлагаемый автомат в разрезе; на фиг. 2 - то же, вид сверху; на фиг. 3 - устройство прижима стержневого ящика к надувному устройству; на фиг. 4 - механизм раскрытия ящика; на фиг. 5 - стержневой ящик.
ной колонне 2, жестко закрепленный между траверсой 5 и основанием 4 автомата; механизм 5 его поворота; стержневые ящики 6 с вертикальной линией разъема, каждый из которых состоит из неподвижной и подвижно половин 7 и 7а; пескодувно-пескострельное устройство 8 с надувной плитой 9; механизм для раскрывания стержневого ящика; механизм 10 съема стержней и устройство 11 для поджима стержневого ящика к надувной плите 9.
Устройство // включает цилиндрический корпус 12 с глухим дном, порщень с полым щтоком 13, на котором закреплена плита 14,
крыщку 15 с подшипником 16 и уплотнениями 17 и 18. К плите 14 через щайбы 19 и 20 соответственно со сферической выпуклой и сферической вогнутой торцовыми частями прикреплен П-образный рычаг 21. К концам рычага щарнирно крепятся скобы 22 с трапецеидальным пазом. Для предотвращения проворачивания рычага 21 на плите 14 закреплены направляющие 23, входящие в скользящие втулки 24 корпуса 12.
Механизм раскрывания, закрывания стержневого ящика, съема и выдачи отвержденных стержней имеет цилиндр 25 раскрытия, на щтоке 26 которого закреплен захват 27, цилиндр толкателей 28, на щтоке 29 которого
30, цилиндр 31 подъема €0 штоком 32 со смонтированными на нем поиарно кронштейнами 33 и 34. Между последними закреплен лоток 35. На кронштейнах 34 установлены ролики 36.
Переход стержневого яш,ика с одной позиции на другую производится путем поворота горизонтального стола / на заданный угол механизмом 5 поворота стола. Рабочий цикл азтомата начинается периодически после очередного поворота горизонтального стола на одну позицию.
Перед позицией надува один из стержневых ящиков 6 располагается между цилиндром толкателей 28 и цилиндром 25 раскрытия над цилиндром 31 подъема. Для запирания и поджатия стержневого ящика к надувной плите 9 боковые стенки неподвил ного корпуса 37 и подвижного корпуса 38 имеют но обеим сторонам от плоскости разъема выступы 39, образующие в сборе клинья. Они обхватываются скобами 22 рычага 21 поджимного устройства //.
Имеющиеся гарантированные зазоры между болтами и отверстиями в рычаге 21, между рычагом и плитой 14, разделенными шайбами 19 и 20, между заплечиками выпуклой сегментной части скобы 22 и вогнутой сегментной частью рычага 21 компенсируют погрешности изготовления и монтажа и обеспечивают плотное прилегание стержневого ящика к надувной плите.
Стержневая смесь из вибролотка 40 поступает в устройство 8, откуда «выстреливается в рабочие полости полуформ 41 стержневого ящика 6. После этого шток 13 в цилиндре прижимного устройства 11 опускается, вместе с ним на стол 1 опускается стержневой ящик, освобождается от скоб 22 и поворотом стола подается на позицию отверждения. При остановке стола стержневой ящик располагается таким образом, что его оси, а также оси цилиндра толкателей 28, цилиндра 25, упора 42, цилиндра 31 подъема и лотка 35 находятся в одной радиальной плоскости автомата.
Движением вверх щтока 32 цилиндра 31 лодъема кронштейны 33 укрепляются в планках 43 неподвижной половины 7 стержневого ящика, а кронштейны 34 своими роликами 36
упираются в такие же планки подвижной половины 7а стержневого ящика и прижимают его к упору 44, укрепленному на траверсе 3. Лоток 35 располагается под разъемом стержневого ящика таким образом, что образующая его днища на верхнем участке является касательной к траектории падения выталкиваемых из подвижной половины ящика 6 готовых стержней.
Шток 26 цилиндра 25 раскрытия, в Т-образном пазу захвата 27 которого находится захват 45 подвижиой половины стержневого ящика, перемещаясь в крайнее положение, раскрывает стержневой ящик. Одновременно срабатывает цилиндр толкателей 28. Его шток 29 самоустанавливающейся шайбой 30, воздействуя на выступы толкательной плиты 46, выталкивает стержни из неподвижной половины стержневого ящика. Оставшиеся в подвижной
половине стержни выталкиваются на лоток 35 в конце хода цилиндра 25 упором 42, воздействующим на толкательную плиту 47 подвижной половины стержневого ящика. С лотка 35 стержни перемещаются в тару или на транспортер. На последней позиции отверждения верхние плоскости полуформ 41 стержневого ящика очищаются от просыпанной смеси центробежным механизмом 48 зачистки.
Предмет изобретения
У втомат для изготовления стержней в горячих ящиках путем пескодувно-пескострельного надува смеси, включающий стол с механизмом его поворота вокруг вертикальной оси,
стержневые ящики с вертикальной плоскостью разъема и электрообогревом, установленные на столе, пескодувно-пескострельное устройство с надувной плитой, механизм для раскрывания и закрывания стержневого ящика, механизм съема стержней и устройство для поджи.ма стержневого ящика к надувной плите, содержащее приводной цилиндр, отличающийся тем, что, с целью обеспечения плотного смыкания половин стержневого ящика в момент надува, поджимное устройство снабжено П-образным рычагом, смонтированным на штоке цилиндра, причем на концах рычага щарнирно установлены скобы, выполненные с трапецеидальным пазом.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1970 |
|
SU267835A1 |
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Установка для изготовления стержней в нагреваемых ящиках | 1969 |
|
SU441091A1 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ТЕРМОРЕАКТИВНЫХ СМЕСЕЙ | 1969 |
|
SU234621A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ | 1994 |
|
RU2090300C1 |
3 28 2930467 4
I I / I,
игЗ
25
6
37 39 Щ
