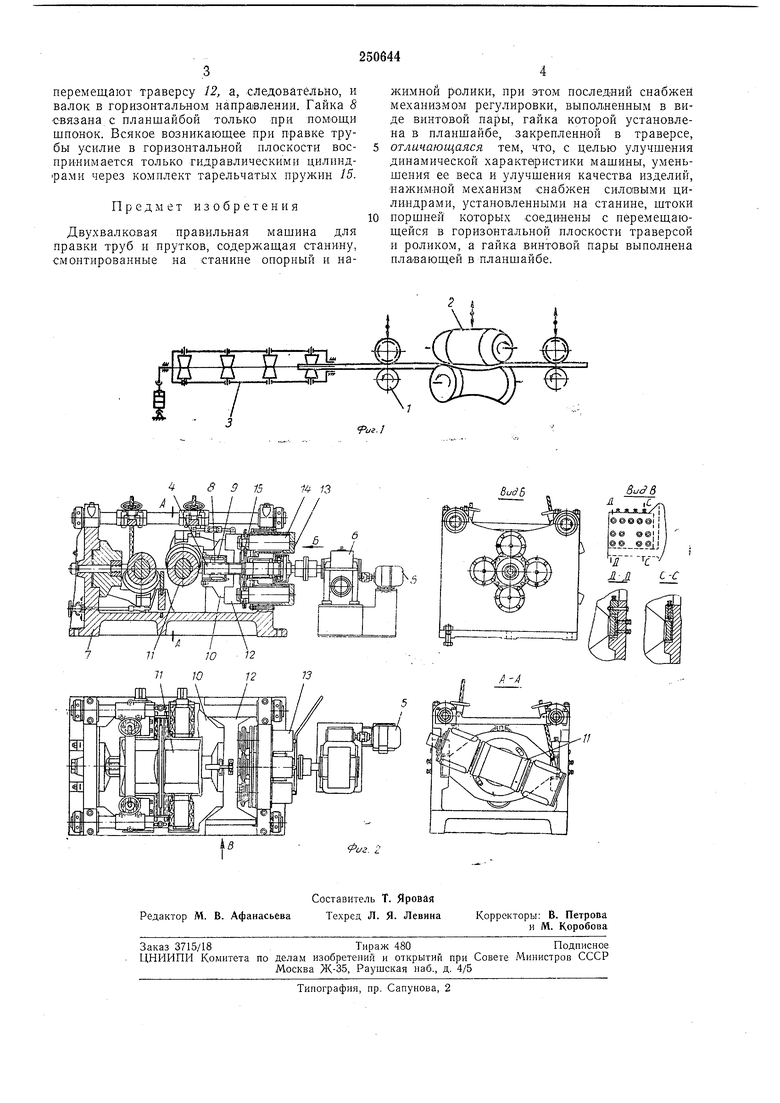
Известны двухвалковые 1 4ашины для правки труб и прутков в горизонтальном направлении. Применение задающих устройств для такой машины затрудняется в связи с необходимостью строгой ориентировки труб в горизонтальном и в вертикальном направлениях. Рабочая клеть горизонтальной двухвалковой машины состоит из станины и двух правильных валков: одного нажимного, другого- опорного. В зависимости от диаметра исправляемых труб нажимной валок устанавливают в требуемое положение ори помош.и устройств, обеспечивающих регулировку угла между осями трубы и валка, а также перемещение его в горизонтальном направлении. Опорлый валок имеет только угловую регулировку относительно оси правки. Большинство машин такого типа снабжено нажим-ным устройством с винтовой парой. Такой механизм прост, компактен и обеспечивает точную регулировку положения нажимного валка, но отсутствие в нем каких-либо предохранителей от перегрузок не дает возможности использовать механизм при правке труб и прутков с большой овальностью, кривизной. новлемными на станине, штоки поршней которых соединены с перемещающейся в горизонтальной плоскости траверсой и роликом, гайка винтовой пары выполнена плавающей в планшайбе. Это улучшает динамическую характеристику машины, уменьшает ее вес и улучшает качество изделий. На фиг. 1 представлены основные узлы предлагаемой машины; на фиг. 2 - ее нажимное устройство. В предлагаемую конструкцию входят задающее и выдающее устройства 1, рабочая клеть 2, сбрасыватель 3. Задающее устройство выполняется в виде пары роликов, оси вращения которых могут сближаться одна с другой. Тонкая подстройка нажимного валка на необходимые размеры и прогибы труб (фиг. 2) производится при вращении винта 4 от электродвигателя 5 через редуктор 6. Винт 4 монтируется iB станине 7 на подшипниках качения. Продольная ось винта находится в горизонтальной плоскости. Связанная с этим винтом гайка 8 при помощи щпонок 9 удерживается от поворота в планшайбе 10, к .которой крепится с одной стороны нажимной валок 11, & с другой - траверса 12. При поступлении жидкости в. гидравлические цилиндры 13, смонтированные R .гтянине 7, плунжеры 14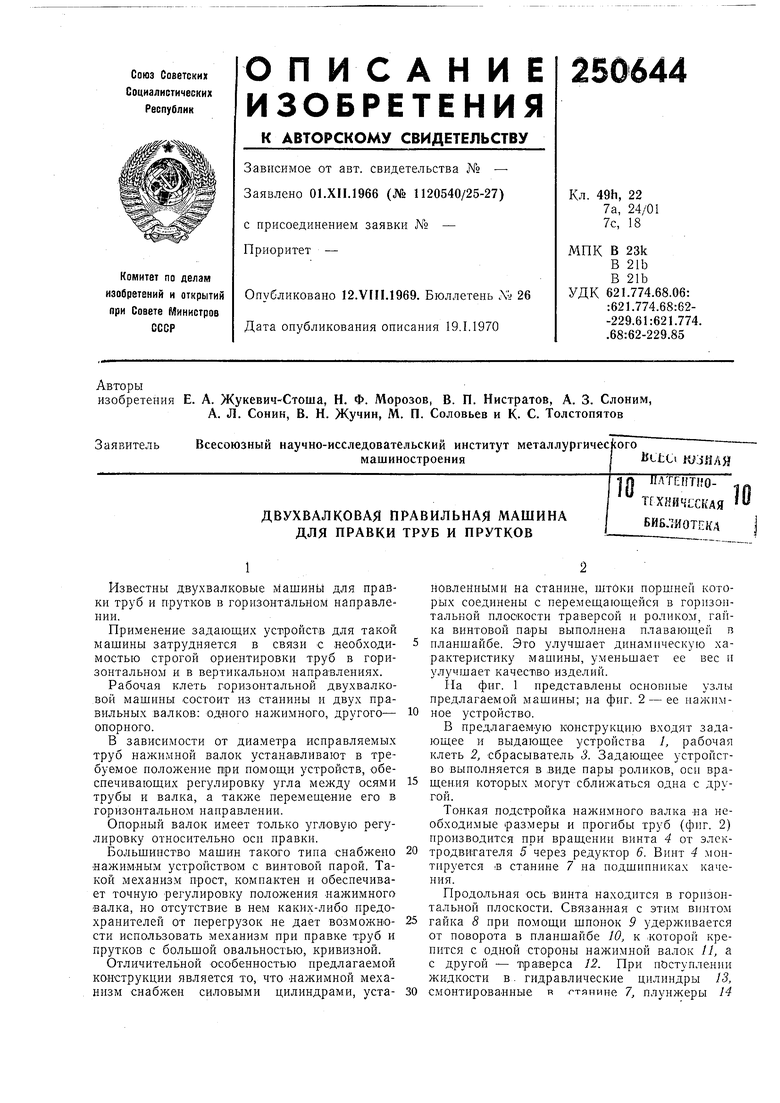
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ МАШИНА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1971 |
|
SU411936A1 |
| КОСОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 1973 |
|
SU390855A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Двухвалковая трубоформовочная клеть с открытым калибром | 1974 |
|
SU554028A1 |
| ВАЛКОВАЯ ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1970 |
|
SU263553A1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАБОТАННЫХ ЛИСТОВЫХ | 1973 |
|
SU368075A1 |
| Устройство для правки проката | 1982 |
|
SU1037998A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1972 |
|
SU354912A1 |
