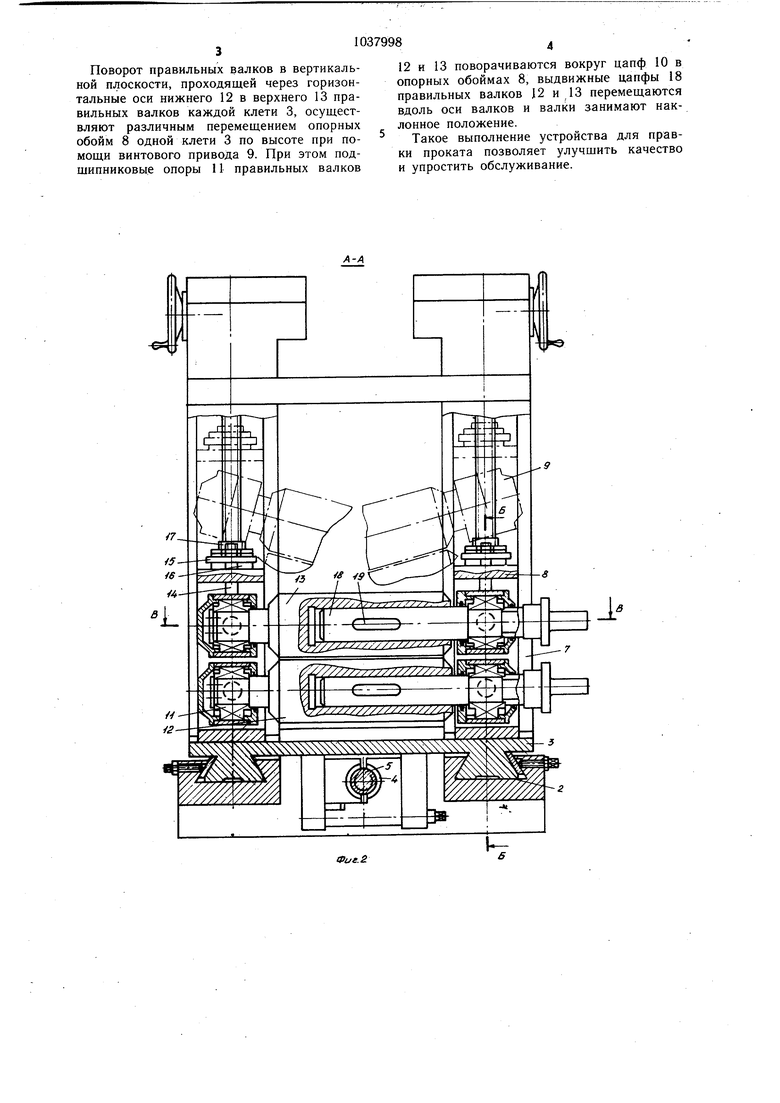
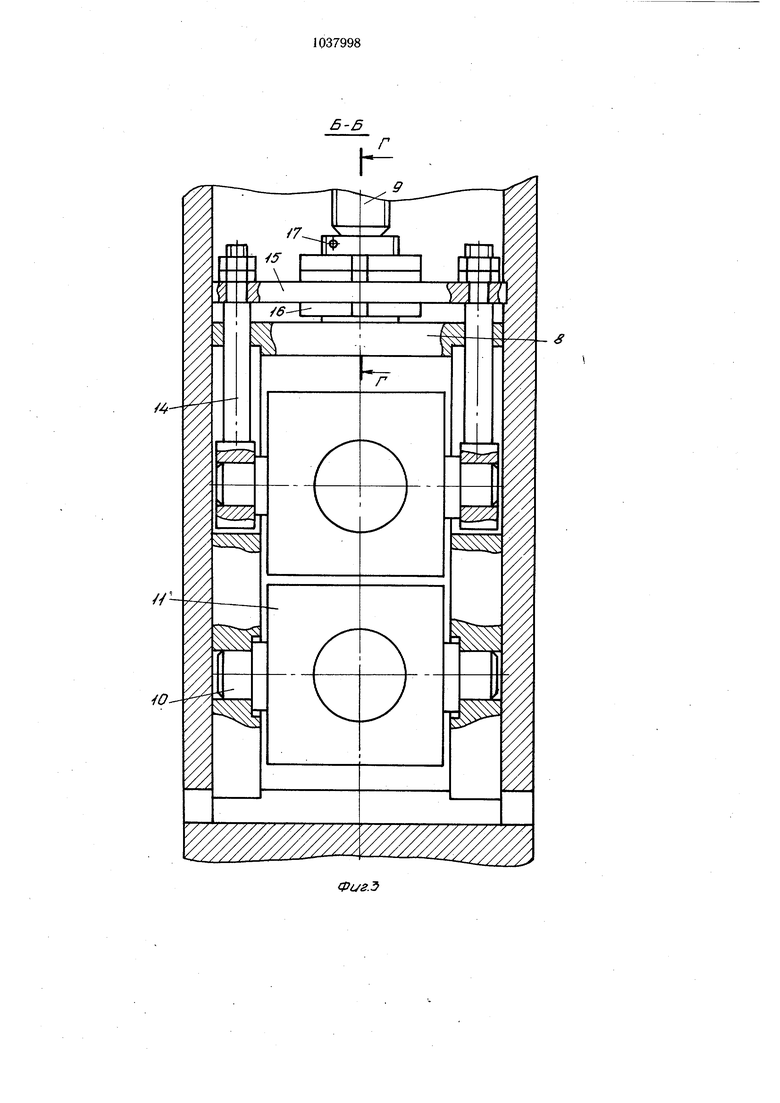
Изобретение относится к прокатному производству и может быть использовано при правке полос и лент в холодном и горячем состоянии. Известно устройство для правки проката, содержащее станину с опорными обоймами, расположенными симметрично относительно параллельной оси .правки вертикальной плоскости симметрии станины, размещенные в опорных обоймах на подщипниковых опорах плавильные валки и механизм раздельного перемещения опорных обойм в вертикальной плоскости 1. Правка полосового проката на таком устройстве совместными знакопеременными деформациями изгиба и кручения вокруг любой из осей, лежащей в плоскости движения проката и параллельной направлению этого движения, может быть осуществлена только путем трудоемкой индивидуальной регулировки положения каждого правильного валка в вертикальной плоскоети, а также в горизонтальной плоскости относительно центра их совместного поворота в вертикальной плоскости. Цель изобретения - упрощение обслуживания и улучшения качества правки полосового проката путем сочетания знакопеременных деформаций изгиба и кручения вокруг любой из осей, лежащей в плоскости оси правки и параллельной оси правки. Поставленная цель достигается тем, что устройство для правки проката, содержащее станину с опорными обоймами, расположенными симметрично относительно параллельной оси правки вертикальной плоскости симметрии станины, размещенные в опорных обоймах на подшипниковых опорах правильные валки и механизм раздельного перемещения опорных обойм в вертикальной плоскости, правильные валки установлены попарно в симметричных относительно параллельной оси правки вертикальной плоскости симметрии станины опорных обоймах с возможностью их раздельного в каждой обойме и совместного с обоймой перемещения по высоте станины, при этом подщипниковые опоры правильных валков установлены в опорных обоймах с возможностью поворота в вертикальной плоскости, а по крайней мере одна из цапф каждого правильного валка расположена с возможностью перемещения относительно валка по его длине. На фиг. I изображено предлагаемое устройство, общийвид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез 13-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - кинематическая схема правильной клети; на фиг. 7 - схема правки полости глубоким изгибом; на фиг. 8 - схема правки полосы знакопеременным изгибом и кручением. Устройство содержит общую раму 1, в направляющих 2 которой установлены двухвалковые правильные клети 3, на которых жестко закреплены разъемные включаемые гайки 4, контактирующие с ходовым винтом 5, снабженным приводом 6. Каждая двухвалковая клеть 3 (фиг. 2) содержит станину 7, в которой установлены опорные обоймы 8, снабженные винтовым приводом 9 вертикального перемещения. В опорных обоймах 8 установлены выполненные с горизонтальными цапфами 10 подщипниковые опоры 11 нижнего 12 и верхнего 13 правильных валков. Верхний правильный валок 13 при помощи тяг 14 подвещен на двух траверсах 15, каждая из которых свободно сидит на ходовой гайке 16, установленной с возможностью перемещения по винту 17, жестко закрепленному на опорной обойме 8. Каждый правильный валок содержит выдвижную цапфу 18, установленную с возможностью осевого перемещения относительно валков 12 и 13 и зафиксированную от поворота в валке шпонкой 19. Устройство работает следующим образом. Вращением ходовых гаек 16 верхние валки 13 всех клетей 3 перемещают при помощи тр.аверс 15 итяг 14 в вертикальной плоскости для установки зазора между правильными валками 12 и 13 на заданный размер толщины выправляемой полосы. Опорные обоймы 8 при помощи винтовых приводов 9 устанавливают по высоте во всех клетях 3 в одном положении (фиг. 1), после чего вращением правильных валков 12 и 13 задают полосу в устройство. В зависимости от дефекта полосы изменяют относительное положение правильных валков 12 и 13, расположенных вдоль линии правки в различных правильных клетях 3. Изменение относительного положения правильных валков можно осуществить также горизонтальным леремещением правильных клетей 3 вдоль лтши правки, вертикальным перемещением правильных валков по высоте клетей 3, а также поворотом правильных валков в вертикальной плоскости, проходящей через горизонтальные оси верхнего 13 и нижнего 12 правильных валков каждой клети 3. Перемещение правильных клетей 3 по горизонтали вдоль линии правки полосы осуществляют вращением ходового винта 5 при помощи привода 6 и включением соответствующей разъемной гайки 4. При этом клеть 3, на которой закреплена включенная разъемная гайка 4, перемещается винтом 5 в направляющих 2 рамы 1 в ту или иную сторону. Относительное перемещение правильных валков различных клетей по высоте клетей 3 осуществляют равным перемещением опорных обойм 8 одной клети 3 по высоте при помощи винтового привода 9.
Поворот правильных валков в вертикальной плоскости, проходящей через горизонтальные оси нижнего 12 в верхнего 13 правильных валков каждой клети 3, осуществляют различным перемещением опорных обойм 8 одной клети 3 по высоте при помощи винтового привода 9. При этом подщипникоБые опоры 11 правильных валков
12 и 13 поворачиваются вокруг цапф 10 в опорных обоймах 8, выдвижные цапфы 18 правильных валков J2 и 13 перемещаются вдоль оси валков и валки занимают наклонное положение.
Такое выполнение устройства для правки проката позволяет улучшить качество и упростить обслуживание.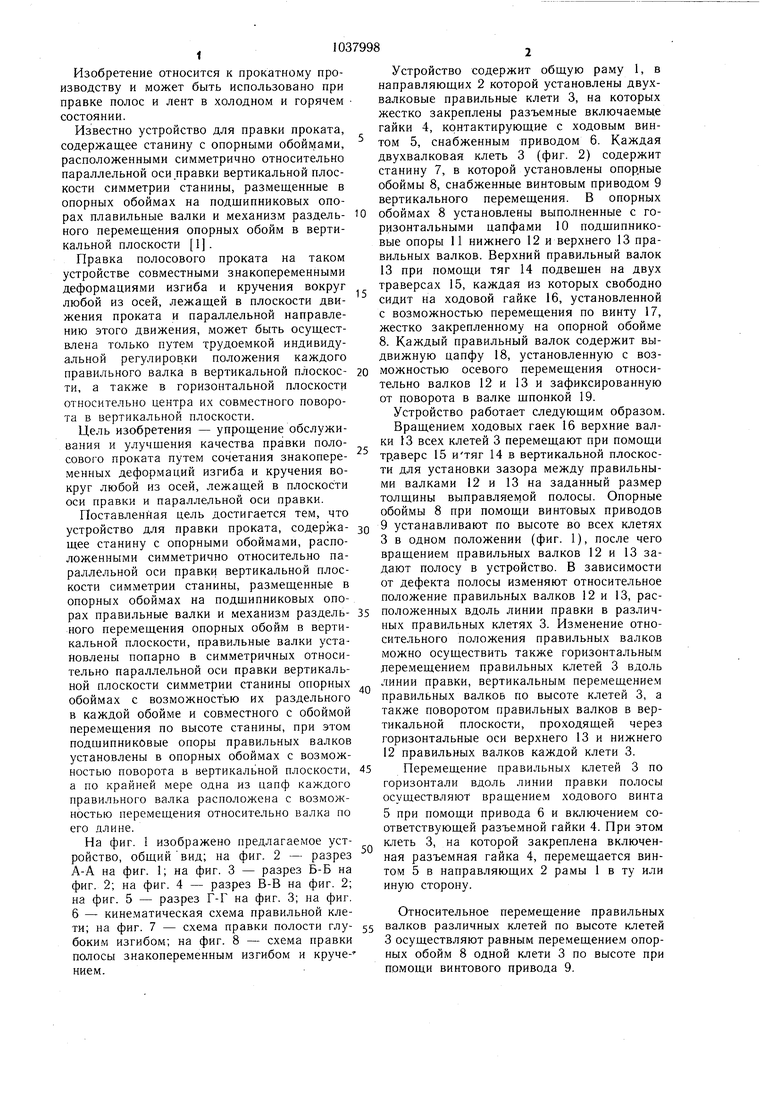
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| аиьСОЮаНАЯЕ1!1Ш4ЕХП;ГГ'Н;^ БИБЛИО'^^:КА I | 1973 |
|
SU373056A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| МНОГОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 2009 |
|
RU2518828C2 |
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 2004 |
|
RU2256521C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Способ правки листового проката | 2018 |
|
RU2697311C1 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |

УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОКАТА, содержащее станину с опорными обоймами, расположенными симметрично отйосительно параллельной оси правки вертикальной плоскости симметрии станины, размещенные в опорных обоймах на подщипниковых опорах правильные валки и механизм размельного перемещения опорных обойм в вертикальной плоскости, отличающееся тем, что, с целью упрощения обслуживания и улучщения качества правки полосового проката путем сочетания знакопеременных деформаций изгиба и кручения вокруг любой из осей, в плоскости оси правки и параллельной оси правки, правильные валки установлены попарно в симметричных относительно параллельной оси правки вертикальной плоскости симметрии станины опорных обоймах с возможностью из раздельного в каждой обойме и совместного с обоймой перемещения по высоте станины, при этом подщипниковые опоры правильных валков установлены в опорных обоймах с возможностью поворота в вертикальной плоскости, а по крайней мере одна из цапф каждого правильного валка распо(Л ложена с возможностью перемещения относительно валка по его длине. со vj со о оо
4i
ss:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ОЧИСТНОГО ПОРШНЯ В ТРУБОПРОВОДЕ | 1995 |
|
RU2123896C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
