1
Изобретение относится к области трубоэлектросварочного производства, а точнее к двухвалковым трубоформовочным клетям с открытым калибром.
Известна двухвалковая трубоформовочная клеть с открытым калибром, содержащая станину, верхний и нижний валки с подшипниковыми опорами и механизм для настройки валков на различные криволинейные траектории формовки 1.
В этой клети механизм для настройки валков на различные криволинейные траектории выполнен в виде несущей валок траверсы, установленной в пазах поперечины и перемещаемой приводом в горизонтальном направлении. Для перемещения валков в вертикальном направлении используются нажимные винты.
Недостатком известной клети является сложная настройка на заданную криволинейную траекторию, так как кроме перевалки валков (для каждого размера труб иеобходим свой комплект валков), необходимо осуществлять перемещение валка вместе с траверсой в горизоитальиом направлении и перемещение поперечины в вертикальном направлении.
Для упрощения настройки валков клети при производстве особотонкостенных труб в предлагаемой клети механизм для настройки валков выполнен в виде двух пар эксцентриков, установленных соосио подшипниковым опорам верхнего и нижнего валков, и одного эксцентрика, соединенного с верхним валком и установленного параллельно эксцентрикам верхнего и нижнего валков.
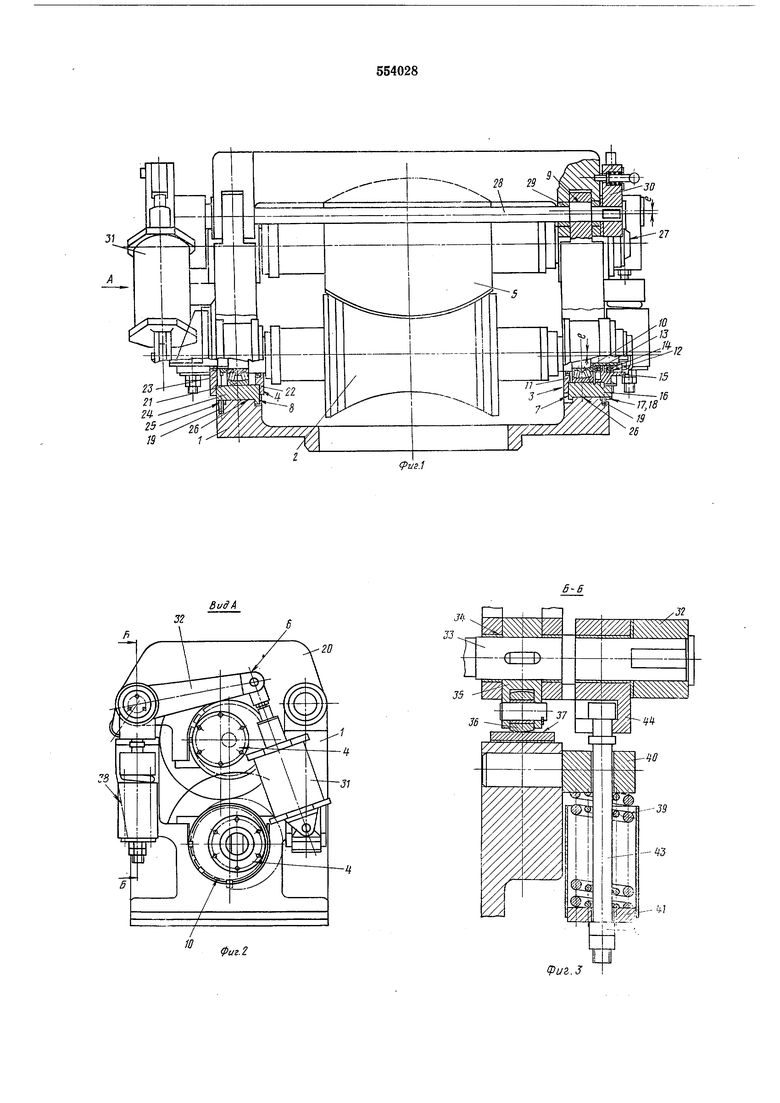
На фиг. 1 изображена предлагаемая двухвалковая трубоформовочная клеть с открытым калибром, общий вид; на фиг. 2 - вид по
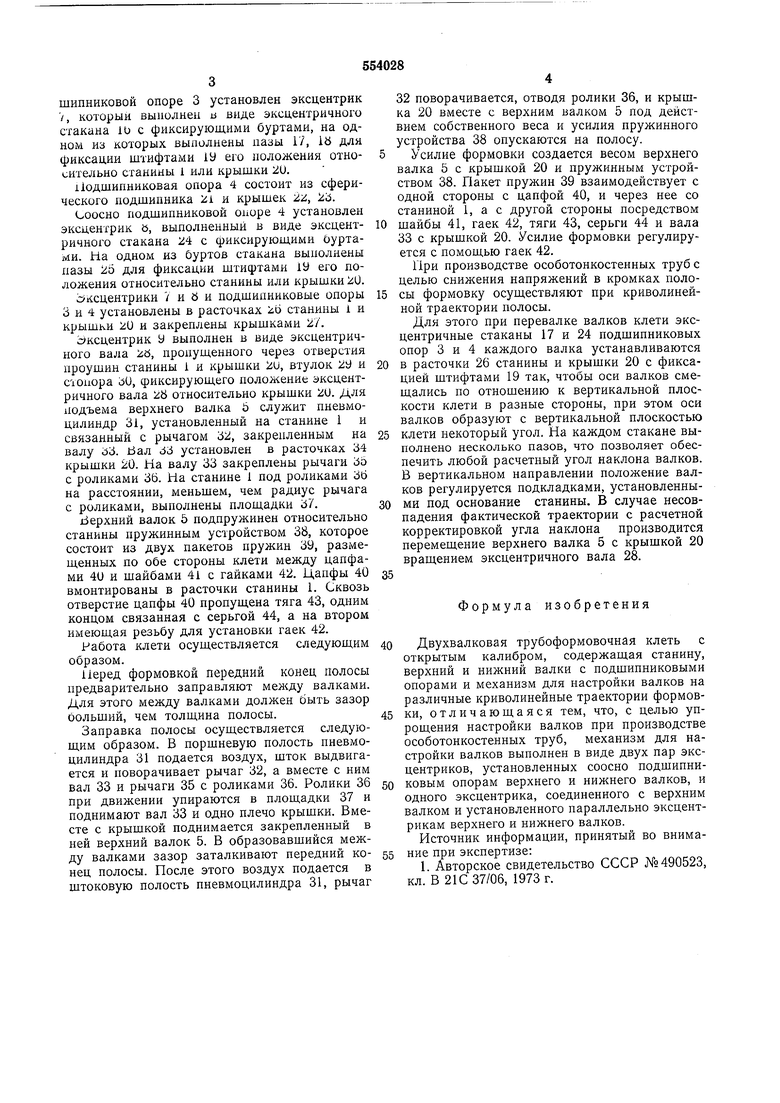
стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Двухвалковая трубоформовочная клеть с открытым калибром содержит станину 1, нижний валок 2 с подшипниковыми опорами 3 и 4,
верхний валок 5 также с подшипниковыми опорами 3 и 4, и механизм 6 для настройки валков на различные криволииейные траектории формовки. Механизм 6 для настройки валков выполнен в виде двух пар эксцеитриков 7 и 8, установленных соосно подшипниковым опорам 3 и 4 верхнего 5 и нижнего 2 валков, и одного эксцентрика 9, соединенного с верхним валком 5 и установленного параллельно эксцентрикам 7 и 8 верхнего и нижнего валков. Подшипниковая опора 3 выиолнеиа в виде сферического подшииника 10, крышки 11, устройства осевой регулировки 12, которое состоит из двух смонтированных на втулке 13 упорных подшипников 14, связанных с регулировочной гайкой 15. Соосно иодшипниковой опоре 3 установлен эксцентрик /, который выполнен ь виде эксцентричного стакана 10 с фиксирующими буртами, на одном из которых выполнены пазы Г/, itt для фиксации штифтами 1У его положения относительно станины 1 или крышки 2U.
11одшипниковая опора 4 состоит из сферического нодшипника 21 и крышек , 2Ь.
Соосно подшинниковой oiiope 4 установлен эксцентрик tt, выполненный в виде эксцентричного стакана 24 с фиксируюшими Оуртами. На одном из буртов стакана вынолнены пазы 25 для фиксации штифтами 1У его положения относительно станины или крышки 20.
Эксцентрики 7 и а и подшипниковые опоры 3 и 4 установлены в расточках 2о станины 1 и крышки 2U и закреплены крышками 2/.
Эксцентрик У выполнен в виде эксцентричного вала 2Ь, пропущенного через отверстия проушин станины 1 и крышки 2и, втулок 2У и стопора ьи, фиксируюшего положение эксцентричного вала 2Ь относительно крышки 2U. Для подъема верхнего валка 5 служит пневмоцилиндр 31, установленный на станине 1 и связанный с рычагом 32, закрепленным на валу У6. Ьал 66 установлен в расточках 34 крышки 20. На валу 33 закреплены рычаги bo с роликами 36. На станине 1 под роликами 36 на расстоянии, меньшем, чем радиус рычага с роликами, выполнены площадки 37.
дЗерхний валок 5 подпружинен относительно станины пружинным устройством 38, которое состоит из двух пакетов пружин ЗУ, размещенных по обе стороны клети между цапфами 4U и шайбами 41 с гайками 42. Цапфы 40 вмонтированы в расточки станины 1. Сквозь отверстие цапфы 40 пропушена тяга 43, одним концом связанная с серьгой 44, а на втором имеющая резьбу для установки гаек 42.
Работа клети осуществляется следующим образом.
Перед формовкой передний конец полосы предварительно заправляют между валками. Для этого между валками должен быть зазор больший, чем толщина полосы.
Заправка полосы осуществляется следующим образом. В поршневую полость пневмоцилиндра 31 подается воздух, шток выдвигается и поворачивает рычаг 32, а вместе с ним вал 33 и рычаги 35 с роликами 36. Ролики 36 при движении упираются в площадки 37 и поднимают вал 33 и одно плечо крышки. Вместе с крышкой поднимается закрепленный в ней верхний валок 5. В образовавшийся между валками зазор заталкивают передний конец полосы. После этого воздух подается в штоковую полость пневмоцилиндра 31, рычаг
32поворачивается, отводя ролики 36, и крышка 20 вместе с верхним валком 5 под действием собствениого веса и усилия пружинного устройства 38 опускаются на полосу.
Усилие формовки создается весом верхнего валка 5 с крышкой 20 и пружинным устройством 38. Пакет пружин 39 взаимодействует с одной стороны с цапфой 40, и через нее со станиной 1, а с другой стороны посредством шайбы 41, гаек 42, тяги 43, серьги 44 и вала
33с крышкой 20. Усилие формовки регулируется с помощью гаек 42.
При производстве особотонкостенных труб с целью снижения напряжений в кромках полосы формовку осуществляют при криволинейной траектории полосы.
Для этого при перевалке валков клети эксцентричные стаканы 17 и 24 подшипниковых опор 3 и 4 каждого валка устанавливаются
в расточки 26 станины и крышки 20 с фиксацией штифтами 19 так, чтобы оси валков смешались по отношению к вертикальной плоскости клети в разные стороны, при этом оси валков образуют с вертикальной плоскостью
клети некоторый угол. На каждом стакане выполнено несколько пазов, что позволяет обеспечить любой расчетный угол наклона валков. В вертикальном направлении положение валков регулируется подкладками, установленпыми под основание станины. В случае несовпадения фактической траектории с расчетной корректировкой угла наклона производится перемещение верхнего валка 5 с крышкой 20 вращением эксцентричного вала 28.
Формула изобретения
Двухвалковая трубоформовочная клеть с открытым калибром, содержащая станину, верхний и нижний валки с подшипниковыми опорами и механизм для настройки валков на различные криволинейные траектории формовки, отличающаяся тем, что, с целью упрощения настройки валков при производстве особотонкостенных труб, механизм для настройки валков выполнен в виде двух пар эксцентриков, установленных соосно подшипниковым опорам верхнего и нижнего валков, и одного эксцентрика, соединенного с верхним валком и установленного параллельно эксцентрикам верхнего и нижнего валков. Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР №490523, кл. В 21С 37/06, 1973г.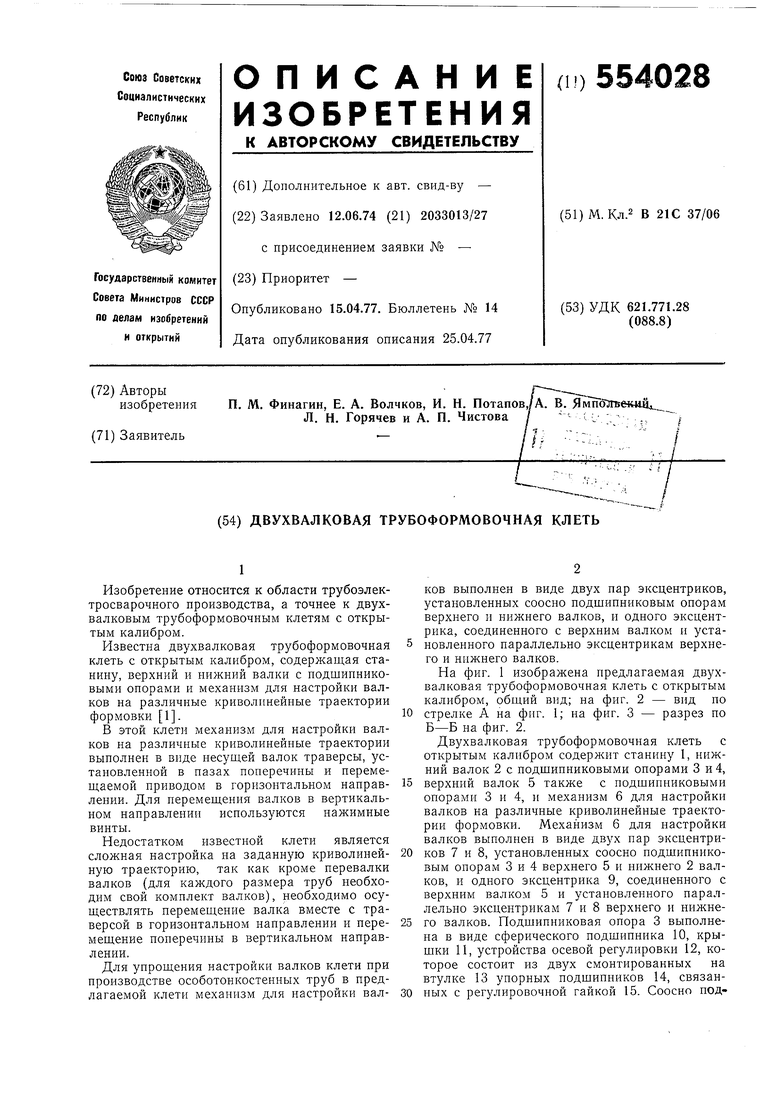
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |
| Клеть трублформовочного стана | 1977 |
|
SU626855A1 |
| Формовочный стан | 1975 |
|
SU599882A1 |
| ДВУХВАЛКОВАЯ НЕПРИВОДНАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ | 2009 |
|
RU2429927C2 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| Рабочая клеть трубоформовочного стана | 1988 |
|
SU1724404A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Клеть трубоформовочного стана | 1973 |
|
SU499005A1 |
| Рабочая клеть стана холоднойпРОКАТКи ТРуб | 1977 |
|
SU806176A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |