1
Изобретение может быть использовано в химическом и нефтяном машиностроении для изготовления элементов шаровых емкостей.
Известны устройства для удаления обработанных листовых изделий, содержащие установленный на основании приемный рольганг.
Недостатком таких устройств является то, что при гибка валков они не выдают на приемный рольганг всего согнутого изделия, из-за чего приходится увеличивать длину заготовки, что повышает расход материала. Кроме того, конструкция приемного рольганга известных устройств не позволяет использовать их для гибки изделий с различными радиуса.ми гибки.
Предлагаемое устройство отличается от известных тем, что приемный рольганг устройства снабжен узлом съема готовых изделий из рабочих валков, выполненным в виде двух роликов, один из которых, ведуи1ий, получает враш,ение от индивидуального привода, а другой, поджимаемый к ведущему ролику, расположен на раме, предусмотренной на приемном рольганге и установленной с возможно,стью поворота в вертикальной плоскости посредством зубчатого механизма вокруг оси враш;ения ведущего ролика.
Кроме того, опорные ролики приемного рольганга выполнены коническими и установлены попарно вдоль его длины с возможностью движения в вертикальной плоскости, а его направляющий ролик выполнен бочкообразным и размещен на поворотном в вертикальной плоскости кронштейне, предусмотренном на приемном рольганге.
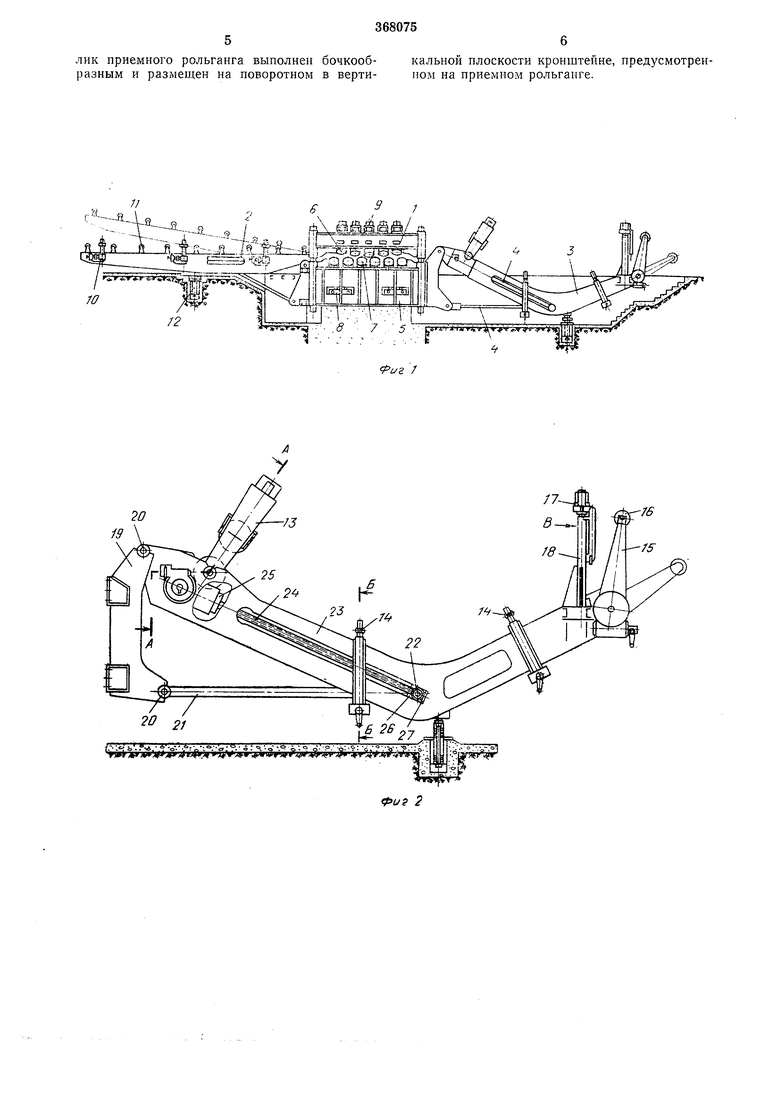
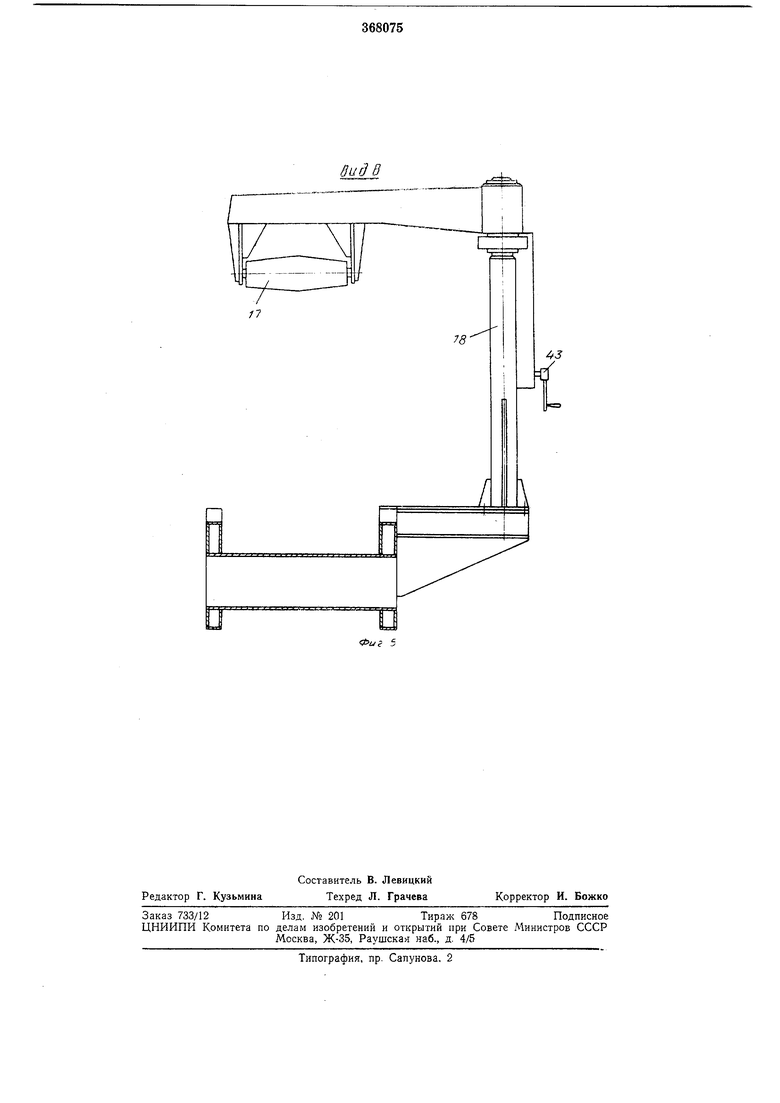
На фиг. 1 изображено описываемое устройство, обилий вид; на фиг. 2 - приемный рольганг; иа фиг. 3 и 4 - разрезы по А-А и Б-Б на фиг. 2; на фиг. 5 - вид по стрелке В на фиг. 2.
Рабочая машина для гибки элементов шаровых емкостей состоит из гибочной клети /, загрузочного 2 и приемного 3 рольгангов, снабженных подъемными механизмами 4.
Гибочная клеть имеет станину 5, в верхней части которой смонтированы валки 6 выпуклого профиля, а в нижней части ее - валик 7 вогнутого профиля. Каждый нижний валок опирается на подшипники, корпусы которых имеют возможность перемещаться в пазах станины приводов S, состоящим из электродвигателя и винтовых передач. Приводы 9 перемещеиия каждого верхнего валка расположены на верхней части станины.
Загрузочный рольганг имеет три идентичных центратора W заготовок и опорные ролики 11. В крайних нижних положениях загрузочный и приемный рольганги опираются на пружинные амортизаторы 12.
Приемный рольганг снабжен узлом 13 для съема изделий из последних валков рабочей клети и соединяет опорные ролики 14, поворотный кронштейн 15 с опорными роликами 16 и направляющий ролик 17 на колонне 18.
Механизм подъема рольгангов содержит кронштейн 19 с двумя неподвижными шарнирами 20, жестко связанный со станиной рабочей клети, поворотную стойку 21, нижний конец которой связан с неподвижным шарниром 20, а верхний - с подвижным шарниром 22, перемещающимся в пазу консоли 23, связанной с верхним шарниром 20.
Подвижный шарнир перемещается от ходового винта 24, вращающегося от редуктора со встроенным электродвигателем 25 и связанного посредством гайки 26 с траверсой 27, расположенной в направляющих консоли 23.
Узел для съема изделий состоит из поворотной рамы 28 с вмонтированным в нее гидроцилиндром 29, на штоке 30 которого расположен нажимной бочкообразный ролик /. Ведущий седлообразный ролик 32 расположен соосно с шарниром рамы и получает вращение от электродвигателя 33 через червячпо-шестеренчатую передачу 34.
Механизм настройки узла съема изделий выполнен в виде зубчатого сектора 35, жестко связанного со стойкой поворотной рамы 28, поворачивающейся относительно оси цапф под действием вращения шестерни 36 от червячного редуктора 37 с ручным приводом. Для контроля настройки на заданный радиус гибки предназначен неподвижный циферблат 38 со стрелкой, получающей вращение от редуктора 37.
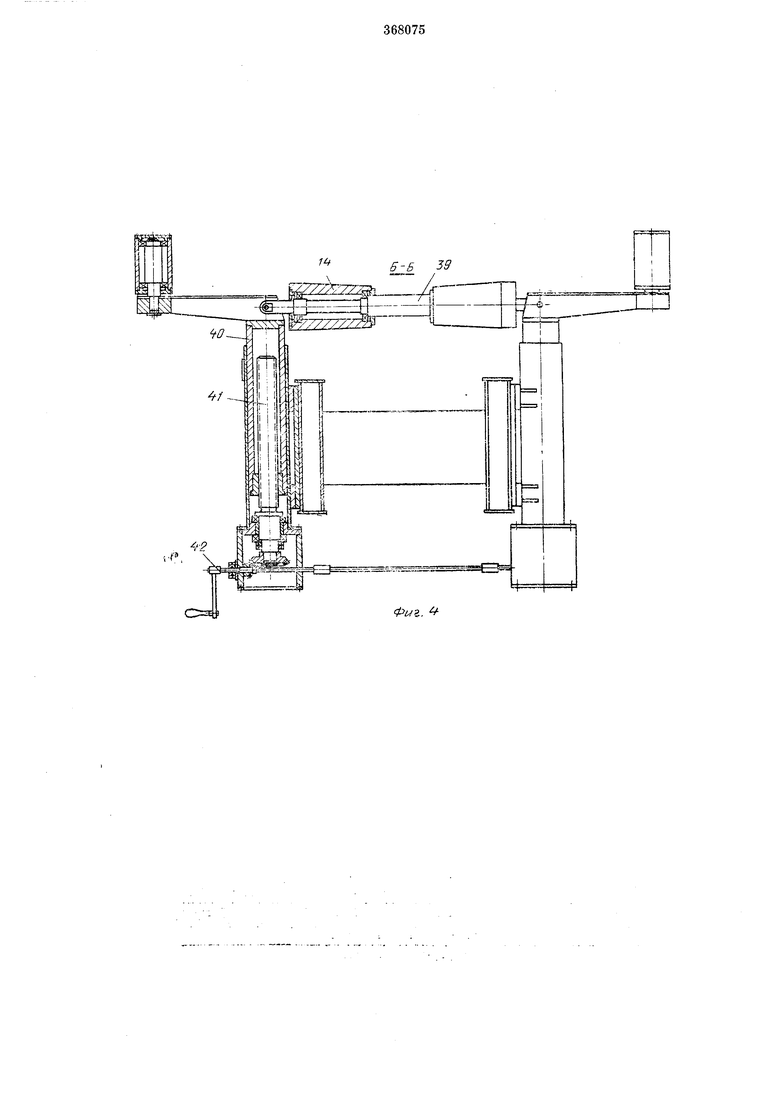
Опорные конические ролики 14 расположены на оси 39, щарнирно связанной с пинолями 40, синхронно перемещаемыми винтами 41 посредством шестеренчатых пар от ручного привода 42.
Опорные конические ролики 16 расположены на поворотном кронштейне 15, получающем вращение от встроенного червячного редуктора с ручным приводом. Угол поворота кронштейна контролируется стрелкой (на чертеже не показана).
Направляющий ролик 16 закреплен на траверсе, которая может поворачиваться относительно оси колонны 18 посредством цепной и червячной передач с ручным приводом 43.
Устройство работает следующим образом.
Сначала включают приводы двух (из трех) центрирующих устройств 14 (два крайних или средний с правым крайним, в зависимости от длины заготовки), которые действием своих синхронно перемещающихся ползущек, вошедших в соприкосновение с краями заготовки, центрируют ее относительно продольной оси стана. После центровки, ползушки возвращают в исходное положение.
Затем включают приводы подъемных механизмов загрузочного и приемного рольгангов.
Приемный рольганг, плавно поднимаясь, занимает необходимое положение для приема
изделия определенного радиуса кривизны и останавливается путем выключения привода подъемного механизма посредством электровыключателя.
5 Загрузочный рольганг плавно поднимается (поворачивается) до положения, соответствующего углу захода заготовки в рабочую клеть. При этом заготовка, ранее освобожденная от действия ползушек центратора, плавно
0 скатившись по рольгангу в сторону до упора в третий нижний валок, фиксируется в заданном положении.
Далее производится вторичное центрирование заготовки. После этого включается в работу рабочая клеть. Вальцуемая заготовка, проходя между нижними и верхними валками гибочной клети, по мере ее выхода, поддерживается и направляется ведущим роликом узла удаления изделий, опорными роликами, а также, в случае гибки изделий малого радиуса поддерживается от опрокидывания направляющим роликом 17. После окончания гибки включается в действие гидропривод узла удаления изделий, и нажимной ролик 31,
5 свободно сидящий на оси вилки, жестко связанной со штоком 30, перемещается до упора в изделие. Зажатое между нажимным и ведущим роликами изделие вытаскивается из последних валков рабочей клети и перемещается
0 по опорным и направляющим роликам до его полного выхода из роликов узла удаления изделия.
Затем включают приводы подъемных механизмов, обеспечивая плавное опускание загрузочного и приемного рольгангов в исходное положение.
Предмет изобретения
1.Устройство для удаления обработанных листовых изделий, содержащее смонтированные на основании приемный рольганг с опорными и направляющими роликами, отличающееся тем, что, с целью повышения производительности и снижения расхода материала при гибке в валках, приемный рольганг снабжен узлом объема готовых изделий, выполненным в виде двух роликов, один из которых,
ведущий, снабжен индивидуальным приводом, а другой, поджимаемый к ведущему ролику, расположен на раме, предусмотренной на рольганге и установленной с возможностью поворотного регулировочного движения в вертикальной плоскости посредством зубчатого механизма вокруг оси вращения ведущего ролика.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения возможности удаления изделий с различными радиусами гибки, опорные ролики приемного рольганга выполнены коническими и установлены на поперечных направлению перемещения изделий осях с возможностью регулировочного движения в
вертикальной плоскости, а направляющий ро5лик приемного рольганга выполнен разным и раз1мещен на поворотном бочкооб- кальной плоскости кронштейне, предусмотренв верти-пом на приемном рольганге. 368075 6

| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |

Т 9
Фи 2 / 1
28
Ус
36 37
3
Вид В
