Известны пневматические захваты для плоских деталей, выполненные в виде сопла с плоским торцом, имеющим центральное отверстие, через которое истекает струя сжатого воздуха. Такие захваты не обеспечивают необходимой глубины вакуума для гарантированного захвата деталей.
Описываемый пневматический захват отличается от известных тем, что торец сопла .представляет собой лабиринт каналов, образованных упругими секторами и выступами, создающих в контакте с плоскостью захватываемой детали кольцевую щель. Это обеспечивает необходимую глубину вакуума для захвата деталей за счет соответствующей скорости истечения воздуха.
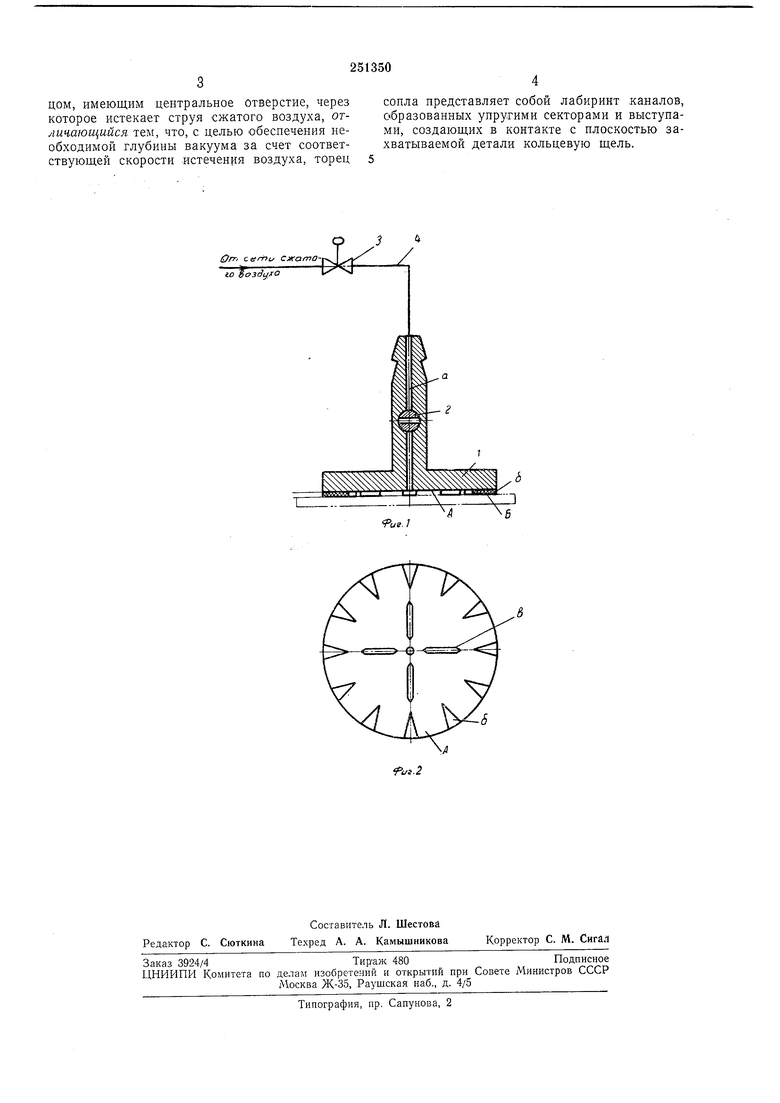
На фиг. 1 представлена Принципиально-конструктивная схема пневмозахвата; на фиг. 2- рабочая плоскость пневмозахвата.
Пневмозахват состоит из сопла / с плоским торцом, краника 2, регулятора давления 3 и системы трубопроводов 4.
Сопло 1 имеет отверстие а, через которое сжатый воздух подводится в зону рабочей 1ПЛОСКОСТИ пневмозахвата, .представляющей собой лабиринт каналов, образованных тонкими секторами б и выступами в. Сектора и выступы наклеены на поверхность А захвата. Плоскость 5 должна быть параллельна плоскости А.
работает следуюПневматический
захват щим образом.
Пневмозахват контактной плоскостью 5 приводят в соприкосновение с плоскостью захватываемой детали (контуры детали показаны штрих-пунктирными линиями). В результате этого образуется кольцевая между плоскостью А пневмозахвата и плоскостью Б захватываемой детали. Затем поворотом краника 2 открывают доступ сжатого воздуха из пневмосети По систел е трубопроводов 4 и каналу а в зону рабочей плоскости пневмозахвата.
После выхода из канала а направление потока воздуха изменяется на 90°. Далее воздух проходит по кольцевой щели. Скорость истечения воздуха такова, что между плоскостями захвата и детали образуется вакуум. В результате этого деталь прочно удерживается
пневмозахватом и может перемещаться им в любом направлении. Для того чтобы пневмозахват освободил захваченную деталь, необходимо поворотом краника 2 перекрыть доступ сл атого воздуха в зону рабочей плоскости
(Пневмозахвата, и деталь под действием собственного веса отсоединится.
цом, имеющим центральное отверстие, через которое истекает струя сжатого воздуха, отличающийся тем, что, с целью Обесиечения необходимой глубины вакуума за счет соответствующей скорости истечения воздуха, торец
сопла представляет собой лабиринт .каналов, образованных упругими секторами и выступами, создающих в контакте с плоскостью захватываемой детали кольцевую щель.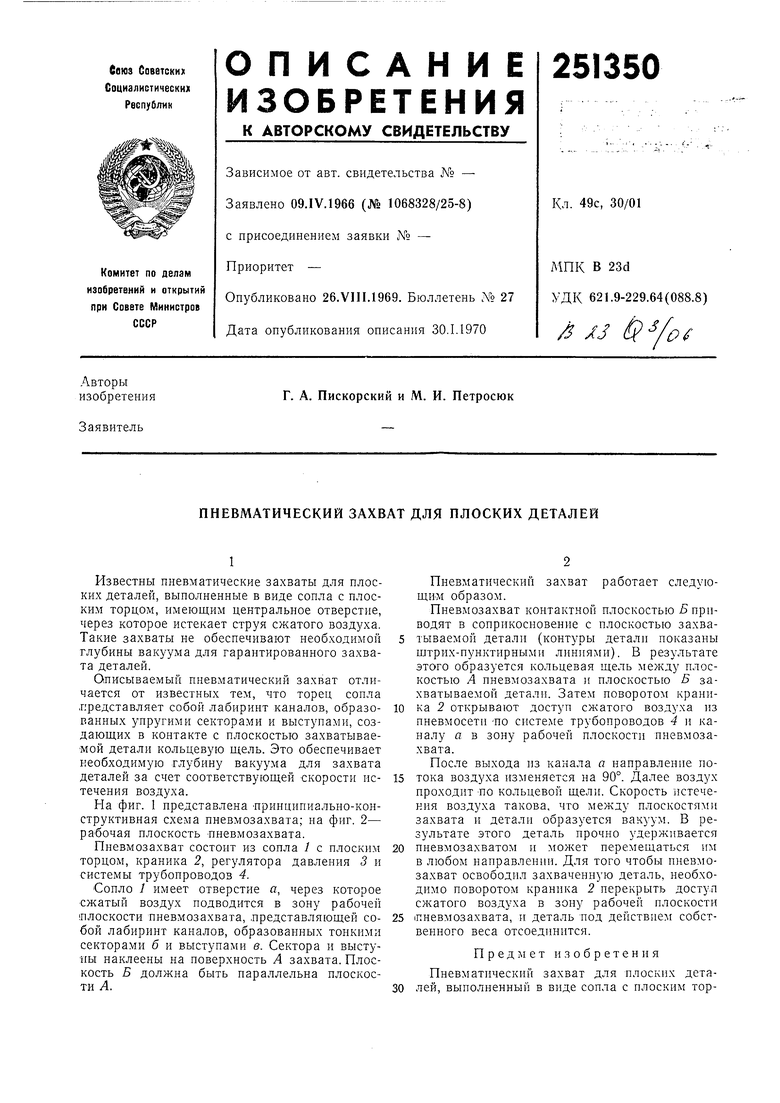
| название | год | авторы | номер документа |
|---|---|---|---|
| Эжекционный патрон | 1980 |
|
SU917945A1 |
| ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО | 2000 |
|
RU2179504C1 |
| Пневматический захват для плоских деталей | 1982 |
|
SU1024275A1 |
| Пневматический захват | 1980 |
|
SU992182A1 |
| ОЧУВСТВЛЕННЫЙ ВАКУУМНЫЙ ЗАХВАТ | 2005 |
|
RU2283751C1 |
| Устройство для поштучного отделения плоских деталей из стопы | 1985 |
|
SU1355334A1 |
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
| Устройство для поштучной подачи этикеток | 1986 |
|
SU1377214A1 |
| Устройство для термического разрушения горных пород | 1991 |
|
SU1813164A3 |
| Пневматический захват | 1987 |
|
SU1504094A1 |
Pus.l
