Изобретение относится к устройствам подвода электролита к зоне реза в анодно-.механических ленточных отрезных станках.
В известных анодно-механических ленточных отрезных станках с вертикальным расноложением ленты подача электролита в зону реза производится поливом. Разрезке подвергаются заготовки высотой 300-600 мм, а в последнее время до 1200 мм. Ширина прорези при этом не превышает 1,8-2,2 мм, что является несомненным достоинством анодно-механическнх отрезных станков.
Однако при такой малой ширине прорези весьма затруднительно осуш,естБлять подачу электролита к зоне реза. При производительности иасоса 20-40 л/мин непосредственно к эрозионному промежутку попадает лишь небольшая часть эле стролита. Остальная часть растекается по верху заготовки, а электрс-лит, попавший в прорезь, отбрасывается задней нерабочей частью ленты.
Из-за недостатка электролита в нижней, а при значительной высоте и в средней части заготовки наблюдается резкое ухудшение чистоты реза (следы коротких замыканий, глубокие выхвать; : 1атерпала, пригары на выходе ленты из заготовки и т. п.). Все это, помимо ухудшения чистоты поверхности, делает процесс иестабильным и снижает нроизводительность которая не превышает в этом случае 12- 14 CM-/MUH.
При обильней, хорошо паиравлениой струе электролита, а также ири применении спедиальных ириемов удается повысить производительность до 25-28 (30) CM-JMUH прп улучшении чистоты поверхности реза.
Цель изобретения - увеличение производительности анодно-механической обработки, иовышение чистоты поверхиост реза и получение стабпльиото устойчивого ироцесса, что важно для работы следяшей системы станка. Для этого иа головке в кронштейнах закреплена дополн ггельная изолированная от массы станка лента, перемешаюшаяся в процессе резания в наиравлении нодачи севмесгно с рабочей лентой.
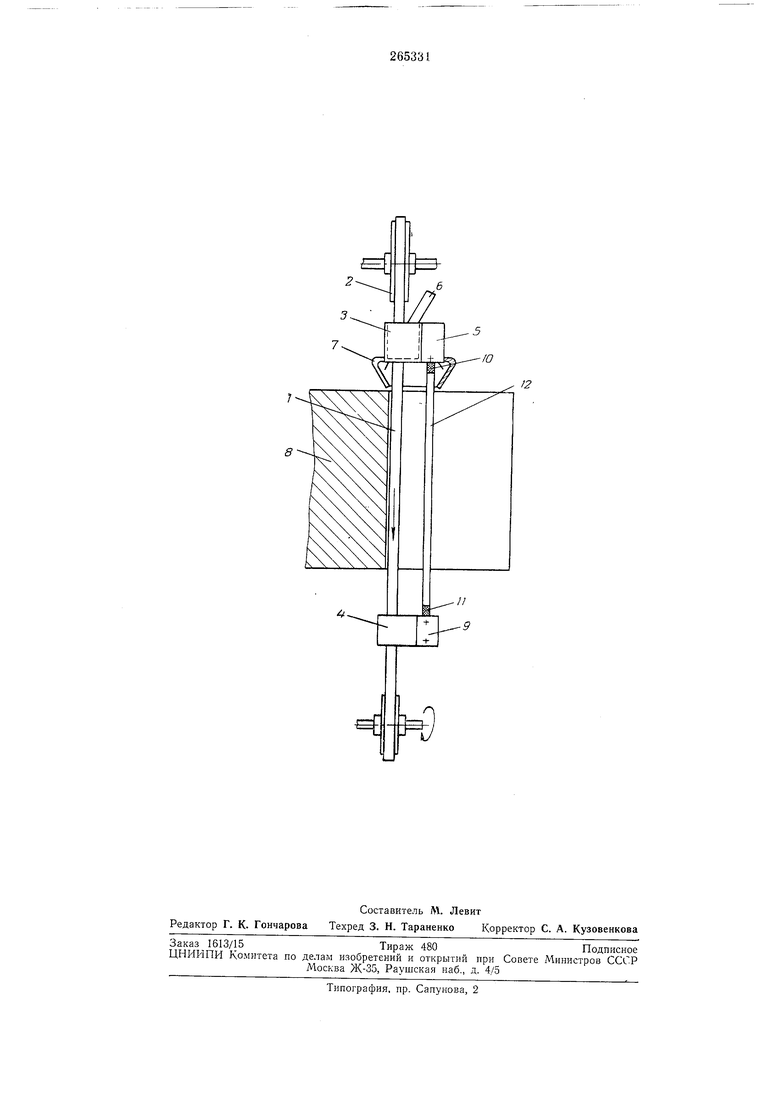
Па чертеже схематически изображено устройство.
Рабочая леита 1 располагается иа шкивах 2 и проходит через наиравляюшие аипараты 3 и 4.
Для подачи электролита в верхней головке 5 установлено сопло 6 с воронкой 7 для подачи электролита в зону реза.
В процессе работы рабочая лента / контактирует с заготовкой 8. При этом технологический ток одним полюсом подводится к заготовI e, другим - к инструменту-ленте.
K кронштейнам верхних 5 и нижних 9 головок через изоляторы 10 и 11 прикренлена дополнительная лента 12. При изготовлении дополнительной ленты из изоляционного материала ее можно устанавливать без изсляторов непосредствепно к кронштейнам. Размеры поперечного сечения лепты выбираются так, чтобы максимально возможно перекрыть ш,ель и обеоиечить свободное продвижение ее в направлении подачи сов естно с рабочей лентой. Вспомогательная лента устанавливается на минимальном расстоянии от рабочей лепты, чтобы не препятствовать свободному проходу рабочей ленты.
Дополнительная лента, перемеш,аясь в ллоскости рабочей ленты в направлении подачи, входит в прорезь заготовки, прорезанную рабочей лентой, и создает уплотнение в щели за
рабочей лентой, что позволяет обеспечить равномерный доступ электролита но всей высоте зоны реза.
Предмет изобретения
Устройство к аподно-механическим ленточным станкам для подачи электролита в межэлектродный промежуток, содержаш,ее головку с соплом, к которой от .пасоса из .бака иодводится электролит, отличающееся тем, что, с целью увеличения производительности и иовышения чистоты реза за счет равномерного ноступлепия электролита пепосредствеино по всей высоте зоны реза, на головке в кронштейнах закреплена дополнительная изолированная от массы станка лента, перемещающаяся в процессе резания в направлении подачи совместно с рабочей лентой.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТЕНТКО-ТЕХ[г[!^!ГНАя'БИБЛИО :::КА I | 1973 |
|
SU379350A1 |
| АНОДНО-МЕХАНИЧЕСКИЙ ОТРЕЗНОЙ СТАНОК ЛЕНТОЧНОГОТИПА | 1969 |
|
SU251361A1 |
| АНОДНО-МЕХАНИЧЕСКИЙ СТАНОК ЛЕНТОЧНОГО ТИПА | 1967 |
|
SU204110A1 |
| БЕСКОНЕЧНЫЙ ЛЕНТОЧНЫЙ ЭЛЕКТРОД-ИНСТРУМЕНТ С ДВУСТОРОННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1968 |
|
SU212403A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК РЕЗАНИЕМ ДЛЯ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2013 |
|
RU2560814C2 |
| Устройство к анодно-механическомуОТРЕзНОМу СТАНКу | 1979 |
|
SU848230A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| Способ поверхностной обработки деталей | 1990 |
|
SU1750933A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| Способ обработки камня | 1976 |
|
SU605718A1 |