Известны способы притирки внутренних IKOнических поверхностей, например лолости запарного конуса в корпусе распылителя форсунки вращаюгцимся притиром с цилиндрической базирующей и конической (ра бочей яоверхпостями.
Предлагаемый способ отличается тем, что обрабатываемую деталь вращают вакруг собственной оси, а лритир с эксцентрично расположенными базирующей -и рабочей пове рхностями вращают вокруг оси симметрии рабочего :конуса.и прижимают к oб ;paбaтывaeмoй детали в осевом и радиальном направлеииях с усилиями, обеспечивающими плотное прилегание базо.вых поверхностей и перемещение вдоль образующей конических поверхностей детали и притира. Способ повышает качество притирки.
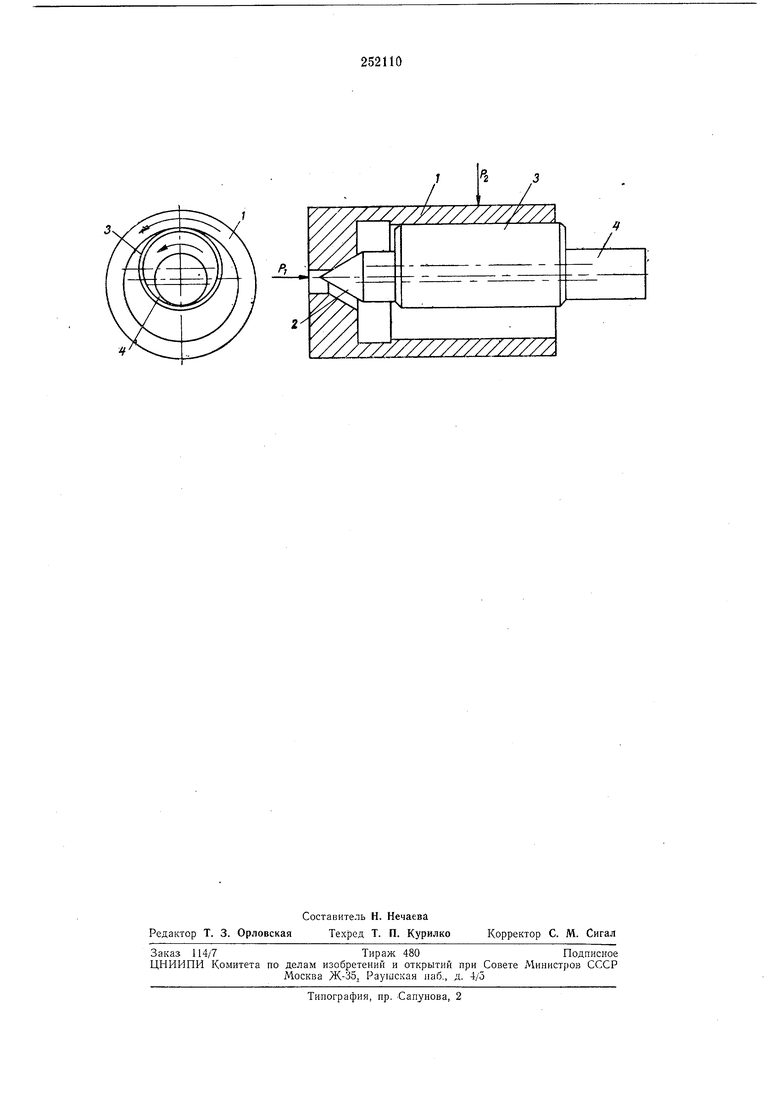
Способ поясняется чертежом.
В .цилиндрическое отверстие обрабатываемой детали / устанавливают притир, имеющий коническую рабочую 2 и цилиндрическую базирующую 3 поверхности, оси которых эксцентрично смещены. Поверхность 4 хвостовой |Части притира соосна конической поверхности 2.
состава притирочной пасты и угла притираемой конической поверхности.
Вращением обрабатываемой детали вокруг собственной оси, а притира - вокруг оси симметрии рабочего конуса и прижатием притира к обрабатываемой детали в осевом и радиальном направлениях обеспечивают плотное прилегапие базовых поверхностей притира к обрабатываемой детали, а также перемещение вдоль образующей конических поверхностей обрабатываемой детали и притира.
Предмет изобретения
Способ притир ки внутренних конических поверхностей, например, полости запорного конуса в корпусе распылителя форсунки вращающимся дритиром с цилиндрической базирующей и конической р.абочей поверхностями, отличающийся тем, что, с целью повышения качества притирки, обрабатываемую деталь вращают вокруг собственной оси, а притир с эксцентрично расположенными базирующей и рабочей поверхностями вращают .вокруг оси симметрии рабочего конуса и прижимают к обрабатываемой детали в осевом и радиальном направлениях с усилиями, обеспечивающими перемещение вдоль образующей конических Поверхностей обрабатываемой детали и притира.
/7Г/777//////////Л
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРИТИРКИ ТОРЦОВОЙ плоскости | 1970 |
|
SU258875A1 |
| Способ доводки конических поверхностей деталей | 1979 |
|
SU867621A2 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2028870C1 |
| Переносный станок для притирки плоскостных гнезд и клапанов паровой, жидкостной и газовой арматуры | 1958 |
|
SU121049A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| Устройство для притирки плоских поверхностей | 1990 |
|
SU1775280A1 |
| Устройство для притирки сферическихдЕТАлЕй | 1978 |
|
SU831559A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| Способ доводки внутренней конической поверхности детали | 1983 |
|
SU1271724A1 |