Пзвестсн способ изготовления листового полированного стекла путем подачп стекломассы на поверхность расплавленного металла, вытягивания вертикально вверх ленты стекла с последующим нерегпбом, охлаждением и отжигом. Однако газовые потоки в камере вытягиваиия приводят к термической неоднородности поверхности стекломассы и луковицы.
По предложенному способу ленту вытягпвают с нижней поверхности стекломассы, контактирующей с расплавленным металлом, вертикально вннз, в глубь металла.
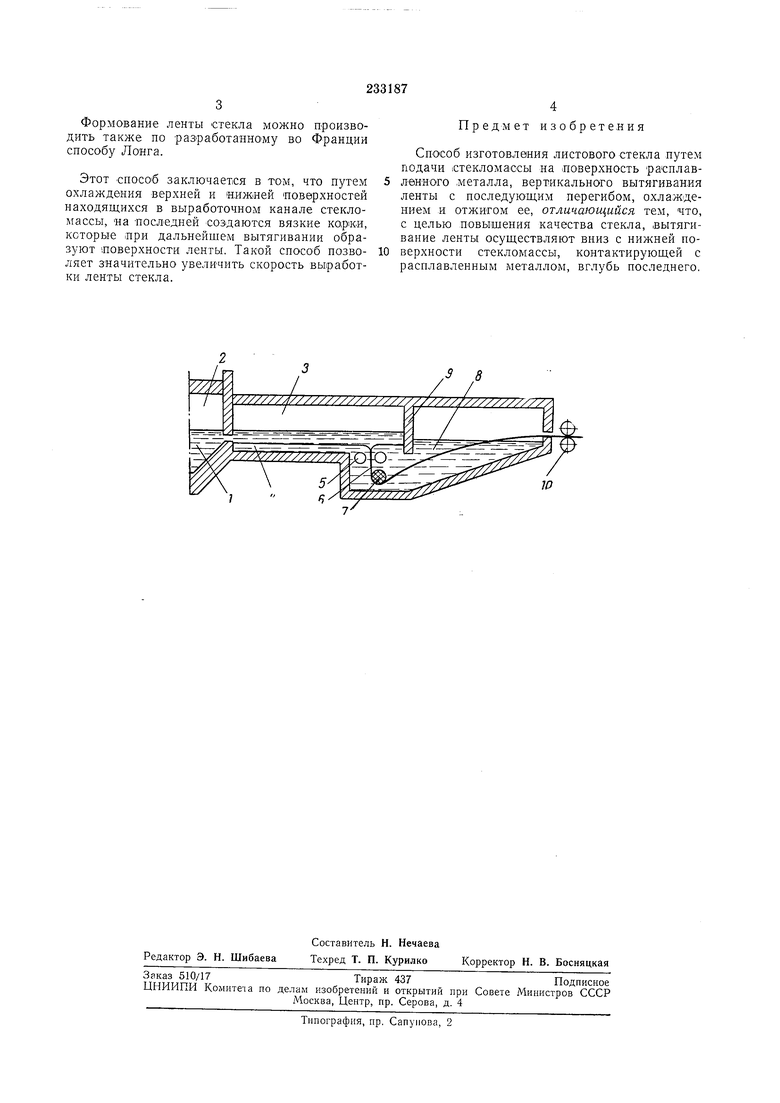
Па чертеже -схематично представлена установка ДЛЯ осуществления способа, продольный разрез.
Стекломассу 1 с температурой 1000-1100° С из Стекловаренной печи 2 нодают в выработочную камеру 3 на поверхность расплавленного лгеталла 4, на-пример сплава олова с алюмикием, имеющего большую, чем у стекломассы, плотность и инертного но отнощению к ней.
С помощью терморегуляторов 5, находящихся в расплавленном металле, поддерживают температуру, необходимую для вытягивания ленты стекла, равную в зависимости от состава стекла 800-1000° С.
перегибают вокруг валика 7 из несмачиваемого стеклом материала, например графита, и вводят ее в ванну S, отделенную от камеры 3 перегородкой 9. 11з ванны ленту вытягивают с помощью тянульных ва.тпков 10 и направляют в отнхигательную печь.
Температуру ленты ноддерживают таки: 1 образом, чтобы у валика 7 лента была достаточно пластпчной. Для листового стекла обычного состава эта температура может составлять 700-800° С. При дальнейшем продвижении через расплавленный металл температуру лепты понижают до 650-620° С, то есть до тех пор, пока лента не станет настолько жесткой, чтобы можно было ее захватпть транспортирующими валика,1и, не повредив поверхность стекла.
Чтобы предотвратить сужение ленты при зытягиваиип, пользуются извеетными средствами (бортоудерживающимн роликами или смачиваемыми .стеклом огнеупорными плитками, устанавливаемыми возле торцов ленты в месте ее выработки).
Для осущеетвления первоначального пуека до закачки расплавленного металла и заполнения стекломассой выработочной камеры по направлению движения будущей ленты заправляют гибкую ленту из металла, не реагирующего с расплавом. Эта лента служит затравкой для вытягивания ленты стекла.
Формование ленты стекла можно производить также по разработанному во Франции способу Лонга.
Этот Способ заключается в том, что путем охлаждения верхней и поверхностей находящихся в выработочном канале стекломассы, иа -последней создаются вязкие корки, которые при дальнейшем вытягивании образуют .поверхности ленты. Такой способ позволяет значительно увеличить скорость выработки ленты стекла.
Предмет изобретения
Способ изготовления листового стекла путем подачи (Стекломассы на поверхность расплавленного металла, вертикального вытягивания ленты с последующим перегибом, охлаждением и отжитом ее, отличающийся тем, что, с целью повышения качества стекла, вытягивание ленты осуществляют вниз с нижней поверхности стекломассы, контактирующей с расплавленным металлом, вглубь последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лодочка для вытягивания листового стекла | 1980 |
|
SU945093A1 |
| ВЫРАБОТОЧНЫЙ БАССЕЙН ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО АРМИРОВАННОГО СТЕКЛА | 1947 |
|
SU74528A1 |
| Устройство для вертикального вытягивания стеклянных труб | 1981 |
|
SU1018339A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2203229C2 |
| Устройство для вертикального вытягивания листового стекла | 1989 |
|
SU1723055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1971 |
|
SU297598A1 |
| Устройство для выработки накладного листового стекла на машине вертикального вытягивания | 1958 |
|
SU118955A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| Лодочка для формования листового стекла | 1988 |
|
SU1564127A1 |
7/7
