1
Изобретение относится к устройствам, используемым при изготовлении листового стекла по методу флоат-процесса.
Известен бортовой ограничительный элемент, устанавливаемый в ванне для изготовления листового стекла на поверхности расплавленного металла.
Цель изобретения - получение ленты стекла толщиной, большей равновесной. Достигается это тем, что бортовой ограничительный элемент выполнен с рабочей поверхностью, скошенной под углом 20-30° к горизонту.
С целью предохранения ленты стекла от деформации и создания минимальной силы трения при ее перемещении вдоль ванны нредусмотрено выполнение бортового ограничительного элемента с рабочей поверхностью в виде чередующихся выступов и щелевых пазов шириной соответственно 10-30 и 2- 5 мм.
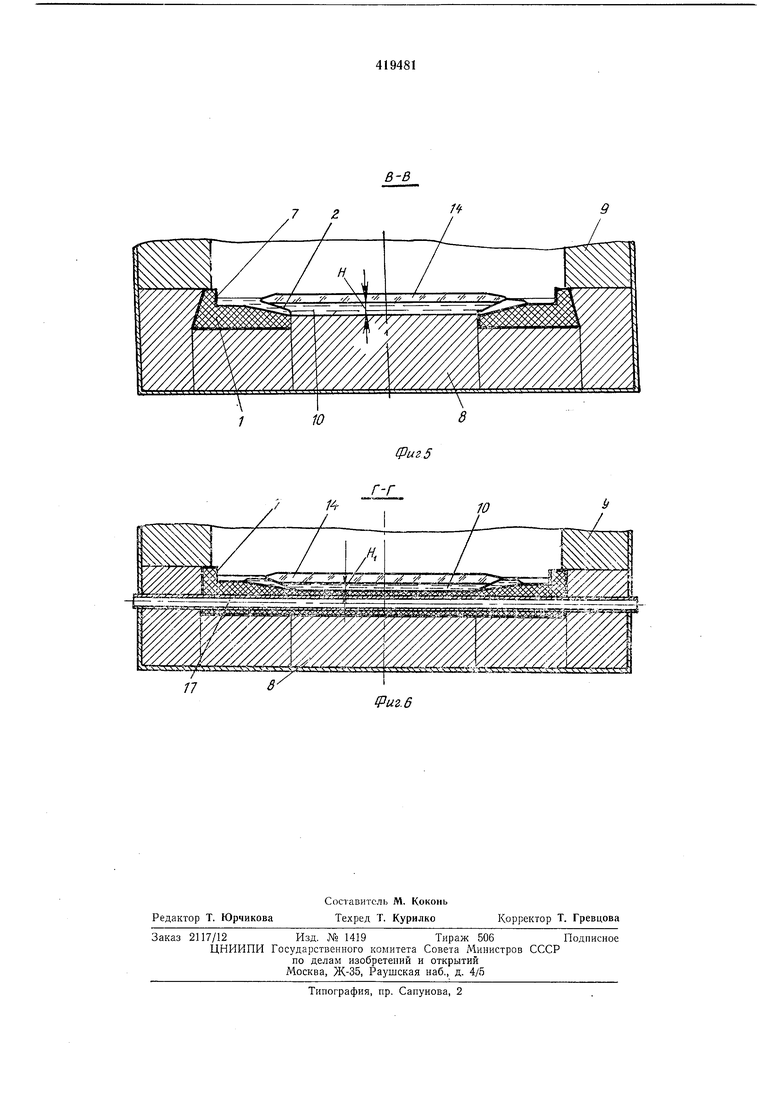
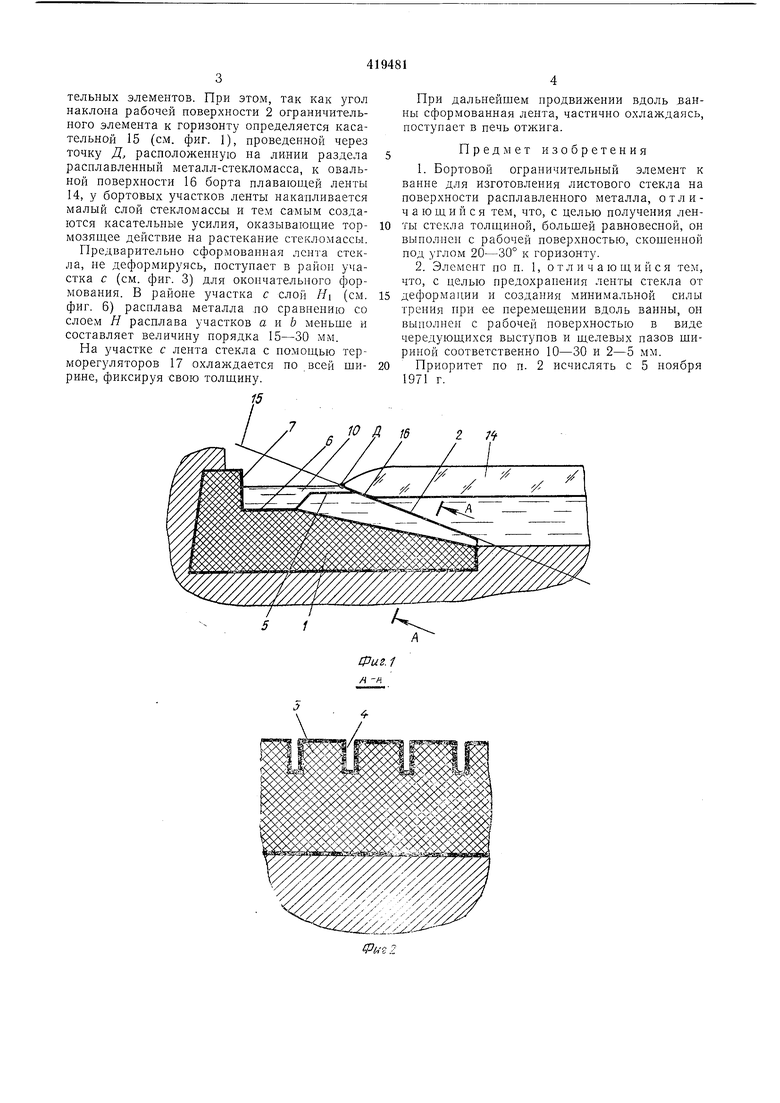
На фиг. 1 представлен бортовой ограничительный элемент, поперечный разрез; па фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - ванна с установленными в ней бортовыми ограничительными элементами, прохаольный разрез; на фиг. 4 - разрез по Б-Б на фиг. 3; на фиг. 5 - разрез по В-В на фиг. 3; на фиг. 6 - разрез по Г-Г на фиг. 3.
Бортовой ограничительный элемент 1 выполнен с рабочей поверхностью 2, скошенной под углом 20-30° к горизонту, и может быть выполнен с рабочей поверхностью в виде чередующихся выступов 3 и щелевых пазов 4 шириной соответственно 10-30 и 2- 5 мм (см. фиг. 2). Верхняя поверхность элемента выполнена фасонной и состоит из порога 5 и канала 6 с вертикальной стенкой 7. Ограничительные элементы устанавливаются в высокотемпературной зоне ванны 8 параллельпо ее боковым стенам 9 (см. фиг. 5) н размещаются ниже уровня расплавленного металла 10.
Расплавленную стекломассу 11 (см. фиг. 3) из стекловаренной печи подают по лотку 12
в ванну на поверхность расплавленного металла. На участка а ванны стекломасса расплывается по поверхности металла, накапливается между боковыми вертикальными стенками 13 (см. фиг. 4) и, при этом утолщаясь,
перемещается к участку b ванны. В районе участка а слой /7 расплава металла увеличен для предотвращения размыва и разрушения футеровки дна ванны сливаемым с лотка потоком стекломассы.
Слой стекломассы, поступивший в район участка Ь, стремится расшириться и покрыть всю поверхность расплавленного металла до стен 7, однако борта формуемой ленты 14 стекла погруженной в расплав металла частью
встречают препятствие со стороны ограничительных элементов. При этом, так как угол наклона рабочей поверхности 2 ограничительного элемента к горизонту определяется касательной 15 (см. фиг. 1), проведенной через точку Д, расположенную на линии раздела расплавленный металл-стекломасса, к овальной поверхности 16 борта плаваюпдей ленты 14, у бортовых участков ленты накапливается малый слой стекломассы и тем самым создаются касательные усилия, оказывающие тормозящее действие на растекание стекломассь.
Предварительно сформованная лента стекла, не деформируясь, поступает в район участка с (см. фиг. 3) Для окончательного формования. В районе участка с слой Н (см. фиг. 6) расплава металла ло сравнению со слоем Я расплава участков а и b меньще и составляет величину порядка 15-30 мм.
На участке с лента стекла с помощью терморегуляторов 17 охлаждается по всей щирине, фиксируя свою толщину.
5
При дальнейщем продвижении вдоль ванны сформованная лента, частично охлаждаясь, поступает в печь отжига.
Предмет изобретения
1.Бортовой ограничительный элемент к ванне для изготовления листового стекла на поверхности расплавленного металла, отличающийся тем, что, с целью получения ленты стекла толщиной, больщей равновесной, он выполнен с рабочей поверхностью, скощенной под углом 20-30° к горизонту.
2.Элемент по п. 1, отличающийся те.м, что, с целью предохранения ленты стекла от
деформации и создания минимальной силы трения при ее перемещении вдоль ванны, он выполнен с рабочей поверхностью в виде чередующихся выступов и щелевых пазов щириной соответственно 10-30 и 2-5 мм.
Приоритет по п. 2 исчислять с 5 ноября 1971 г.
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства листового стекла | 1976 |
|
SU695974A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU313784A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU233851A1 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU233852A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 1970 |
|
SU288243A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU303292A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |