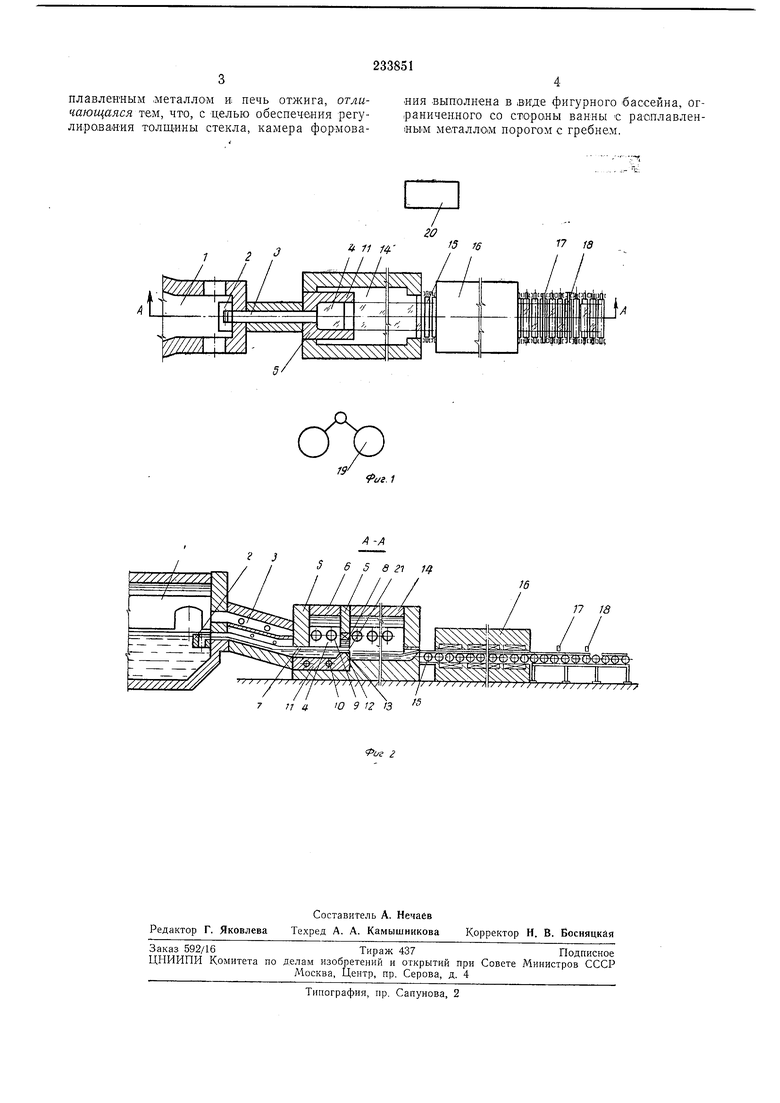
Известна установка для изготовления листового полированного стекл а, содержаидая стекловаренную печь, камеру формования, ваппу с расплавленным металлом и печь отжига. В описываемой установке обеспечивается регулирование толщины стекла. Это достигается тем, что Kaaiepa формования установки выполнена в виде фигурлого бассейна, огра ниченного со стороны ваины с расплавленным металлом порогом с гребнем. На фиг. 1 представлена предлагаемая установка, вид свер.ху; на фиг. 2 - то же, разрез по А-А .на фиг. 1. Установка вк тючает вартиу стекловаренной печи /, дозирующее устройство 2, лоток 3, камеру 4 формования, которая имеет боковые и торцовые стенки 5, свод 6, входное окно 7, выходное окно 8, терморегуляторы 9 и Ш, фигурный прямоугольный слив 11с порогом /2 и гребием 13. Кроме того, установка содержит ванну с расплавленным металлом 14, тянульное устройство 15, печь /5 отжига, механизм 17 отрезки, механизм 18 отломки, механизм /9 подачи ;расплавленного металла и механ.изл 20 защитного газа. Установч а работает следующим образом. Сваренная и подготовлен-ная к выработке стекломасса из ванной печи / через дозируюфигурное тело с нрямоугольным отверст)1ел в центре и вырезом стенки со стороны лотка и позволяет подавать в него однородную стекломассу с нижних горизонтов выработочного бассейна печи. Управление дозатором осуществляют -известньгми механическими средствами. Из лотка 3 стекломассу подают в камеру 4 формования через окно 7, где при помощи терморегуляторов 9 и 10 ей сообщают необходи.мую вязкость. Достигнув уровня гребия 13, стекломасса иод действием гидростатического давлен.ня формуется в ленгу 2 необходимой ишрины и толщины, после чего слнвается на поверхность расплавленного металла в ванну 14. Ленту 21 в процессе перемещения по поверхности расплавленного reтaллa охлаждают ,10 твердости, обеспечивающей дальнейшее ее механическое транспортирование тянульным устройством 15 без повреждений. Затем ленту стекла направляют в печь /(; отжига, после рсж},т механнзмом /7 и разламывают ио линиям реза механизмом 18Предмет и з о б р е т е и л я
плавленным металлом к печь отжига, отличающаяся тем, что, с целью обеспечения регули:ро,ва«ия толщины стекла, камера формоваимя выполнена в .виде фигурного бассейна, ограниченного со cTOpOiHbi ванны с раоплавлен1ны 1 металлом порогом с гребнем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU278973A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU276345A1 |
| БОРТОВОЙ ОГРАНИЧИТЕЛЬНЫЙ ЭЛЕМЕНТ К ВАННЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛАfX'-.-i'-iriV-i';,1 1Sisbii^-nud i | 1970 |
|
SU419481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1969 |
|
SU233187A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU303292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 1970 |
|
SU288243A1 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU231761A1 |
5 6 5 в 21 Щ 7 ЛИ. Ю 9 12 в Г7
г.} А-А Ш /5 /7 18 Г 1 / / / / / /
