Изобретение относится к оборудованию шинной промышленности и может быть использовано в сборочных станках при изготовлении покрышек пневматических шин, например покрьшек с радиальным расположением нитей корда, сборка и формование которых осуществляется на барабанах сборочных станково
Известно устройство для сборки и формования покрьшек пневматических шин, содержащее сборочный барабан с эластичной оболочкойJмеханизмы фиксации бортов покрьш1ки и приводы сборочного барабана
Недостатками этого устройства является то, что при формовании покрышки при жестко зафиксированных (зажатых) бортах происходит излом каркаса в зоне борта и образование складок, так как борта не имеют возможности необходимого разворота, требуеМОго в процессе формования, что приводит к снижению качества изготовления покрьш1ек и их браку.
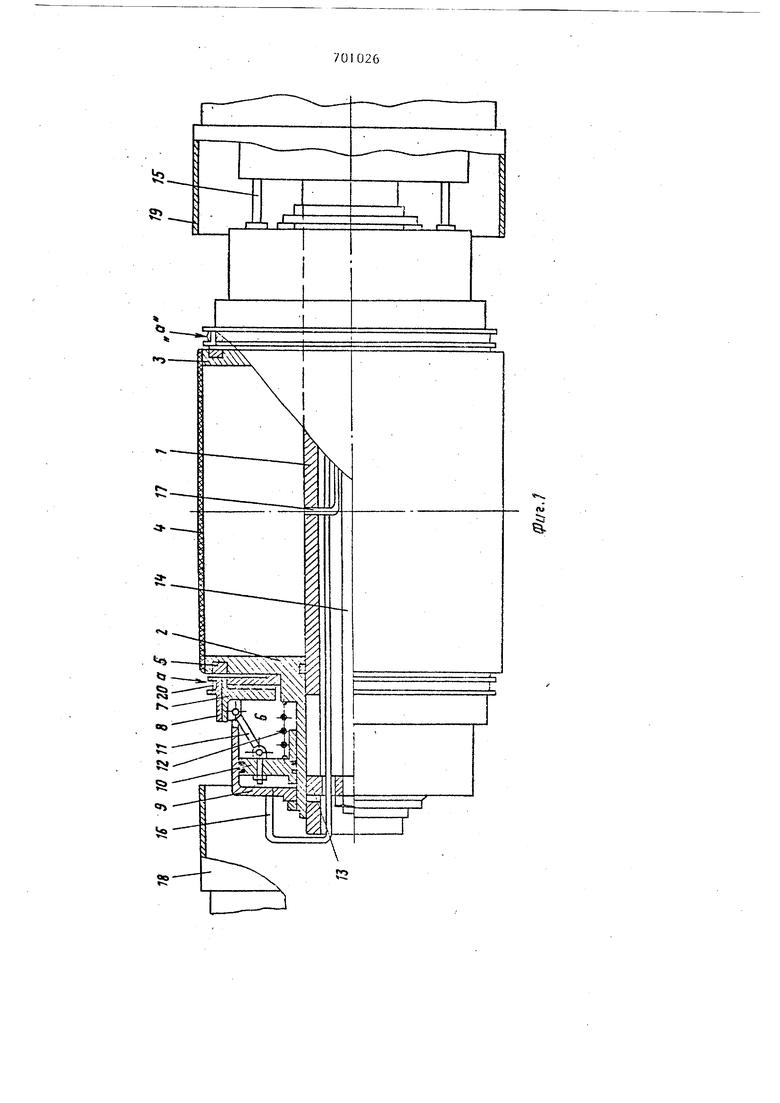
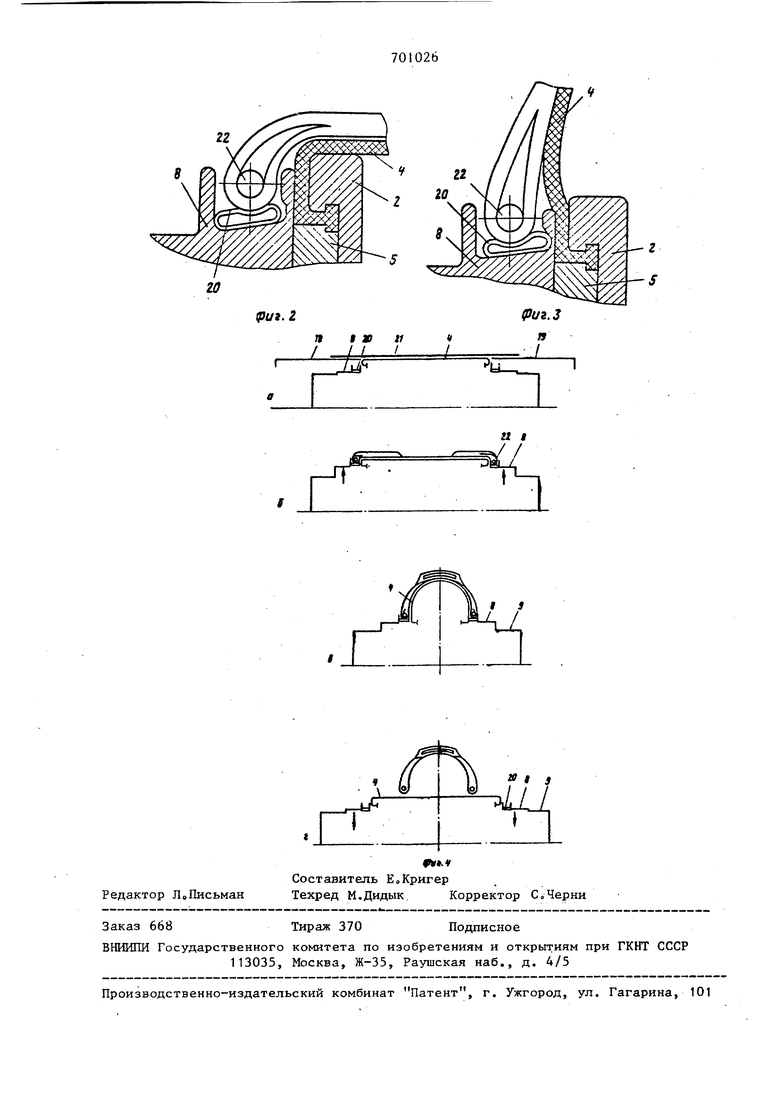
Известно и другое устройство для сборки и формования покрьш1ек пневматических, содержащее смонтированный на приводном валу основной сборочный барабан, заплечики для посадки бортовых колец с кольцевыми канавками, закрепленные на ползунах, установленных с возможностью радиального пе ремещения во фланцах основного сборочного барабана, привод для перемещения ползунов в виде кольцевого пне моцилиндра и вспомогательные сборочные барабаны, установленные по обоим тордам основного сборочного барабана Недостатком известного устройства является то, что после посадки бортового кольца и его приклейки, оно н фиксируется и удерживается на каркас собираемой покрышки только за счет прилипания к каркасу, в результате чего при обработке борта происходит увод бортового кольца, а при формовании покрьшки не обеспечивается постоянство периметра сечеьшя покрышки нз-за вытягивания слоев корда из-под бортового КОЛЬЦЕо Целью изобретения является фиксация бортовых колец и обеспечение постоянного периметра сечения собираемой покрьпикио Указанная цель достигается тем, что устройство дпя сборки и формования покрьпиек пневматических шин, содержащее смонтированньш на приводном валу основной сборочный барабан, заплечики для насадки бортовых колец с кольцевыг ш канавками, закрепленные на ползунах, установленных с возможностью радиального перемещения во фланцах основного сборочного барабана, привод для перемещения ползунов в виде кольцевого пневмоцилиндра и вспомогательные сборочные барабаны, установленные по обоим торцам основного сборочного барабана, снабжено замкнутыми эластичными кольцевыми камерами, наполненными рабочим агентом и установленными с возможностью перекатывания в кольцевых канавках заплечиков для посадки бортовых колец с Наружная поверхность кольцевых канавок заплечиков для посадки бортовых колец выполнена в виде усеченного конуса. На фиг,1 изображен общий вид устройства с частичным разрезом; на фиг,2 - элемент заплечика в увеличенном масштабе, после оформления борта:, на фиГоЗ - элемент заплечика в момент формования; на фиг1,4 а-г последовательность выполнения операций сборки ПОКрЬЩШКс Устройство содержит смонтированный на приводном валу 1 основной сборочный барабан, состоящий из подвижных, дисков 2 и 3, на которых закреплена своими бортами эластичная обо- . лочка 4 при помощи колец 5 На дисках 2 и 3 закреплены фланцы 6, имеющие радиальные направляющие пазы, например, типа ласточкин хвост, в которых подвижно смонтированы ползуны 7о На ползунах 7 закреплены заплечики 8 для посадки бортовых колец и имекнцие кольцевые канавки .ч о Приводом для перемещения ползунов 7 служит кольцевой пневмоцилиндр 9, смонтированный на ступице диска 2о Поршень 10 кольцевого пиевмоцидиндра 9 через рычаги 11 связан с ползунами 7с Для возврата поршня 10 предназначена пружина 12о Ступица диска 2 посредством крестовины 13 соединена с тягой 14, которая осуществляет перемещение диска 2 со смонтированными на ней деталями по валу 1, например, от пневмопривода (на фиго не показан).о На диске 3 смонтированы точно такие же детали, что и на диске 2о Перемещение диска 3 по валу осуществляется через тягй 15, также, например, от пневмоприводао Дпя перемещения дисков 2 и 3 может быть применен другой привод, например, винтовой с правой и левой нарезкой резьбыо Дпя подачи сжатого воздуха в пневмоцилиндры 9 имеется воздухопровод . 16, а в полость оболочки 4 - воздухопровод 17о Устройство имеет вспомогательные барабаны 18 и 19о В кольцевых канавках а установлены с возможностью перекатывания замкнутые эластичные кольцевые камеры 20, наполненные рабочим агентом-воздухом или жидкостью под давлениемДавление воздуха или жидкости может быть постоянным или изменяться в процессе работы в зависимости от характера работы и размеров собираемых покрышеко Ширина канавок а делается несколько больше ширины камер 20, уложенных в канавки а. Отношение ширины кольцевой камеры 20 к ширине канавки а может быть выполнено, по крайней мере, равным 1:1,1 или не5сколько больше. Поверхность канавок а, на которой размещены камеры 20, выполнена конусной с наклоном поверхности от центраустройствак его,краям Конусная поверхность канавок а служит ДО1Я того, чтобы в нерабочем состоянии, т.е.. когда в канавках а нет бортов собираемой покрышки, камеры 20 занимали крайние положения (фиго 2)о
В своем сечении камеры 20 могут иметь эллипсную или плоскую форм
Устройство работает следующим образом.
Для сборки и формования покрышек перед сборкой несколько поддувают оболочку 4 для придания ей требуемой жесткости и подводят вспомогательные барабаны 19 и 18 к торцам оболочки 4j образуясплошную цилиндрическую поверхность На эту цилиндрическую поверхность накладывают требуемое число слоев корда и образуют кордный браслет 21 (фиг а) г.
Барабаны 18 и 19 отводят и производят обжатие кромок браслета 21, посадку бортовых колец 22, заворот кромок корда на крьшо (фиг о б)о Затем подают сжатый воздух по трубопроводу 16 в цилиндры 9, отчего поршни 10 двигаются и через рычаги 11 разжимают ползуны 7 с секторами 8 до тех пор 5 чтобы борта собираемой покрьилки вошли в канавки а и внутренней поверхностью бортов соприкоснулись с камерами 20 с опредепе 1ным усилием в зависимости от давления воздуха или лсидкости в камерах 20 (фиго б) о Этим самым осуществляется фиксация бортов собираемой покрышки и одновременно обеспечивается возможность достаточно свободного разворота при дальнейшем осуществлении процесса формования покрьшки за счет того, что камера 20 может несколько перекатываться в канавке а секторов 8
После заворота кромок браслета вокруг колец на собранный каркас покрышки могут быть наложены бортовые ленты, боковины и другие требуемые детали в зависимости от принятой технологии Эти же детали могут быть
66
наложены и после формования каркаса покрышкио
Формование собранного каркаса покрьшки производят подачей сжатого воздуха по трубопроводу 17 в полость оболочки 4 с одновременным сближением дисков 2 и 3 к центру барабана посредством тяг 14 и 15, приводимых в
двихсение от собственных приводов.При сближении .дисков 2 и 3 под действием сжатого воздуха эластичная оболочка 4 будет принимать торообразную форму и придавать такую же форму собирав-
мой покрьшке (фигов)о
Поскольку в собранном каркасе покрьшки до его формования борта имеют несколькоиную форму чем в этой же покрьшке после ее формования, то в
процессе формоваьшя происходит изменение формы борта, которое вызывает некоторый разворот части слоев корда в борту покрьшки и некоторая деформация бортовой зоныо Дпя облегчеНИН процесса в .предлагаемом устройстве предусмотрены камеры 20, опираясь на которые борта могут разворачиваться на требуемую величину, при этом обеспечивается довольно надежная их фиксация
После завершения формования каркаса покрьшдки накладывают требуемое число слоев брекера, беговую часть протектора, требуемые резиновые детали и их прикатывают. На этом процесс сборки и формования завершается Для снятия готовой покрьш1ки выпускают сжатый воздух из оболочки 4, складывают секторные заплечики 8 и
разводят диски 2 и 3 ()о
Далее цикл сборки и формования повторяется
Предложенное устройство может быть использовано и для осуществления
только процесса формования, когда каркас покрьшки собирают на другом устройстве, при так называемом раздельном ведении процесса первой и второй-стадий сборки покрьппек
Предложенное устройство позволяет устранить получаемые дефекты по уво- ., ду бортовых колец, изломз бортовой зоны, образования складок в бортах и обеспечивает повьшение качества изготовления покрьшек
ч Л
ipui.2
n t tf
I II t
±t/
фиъ.З
y.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| Устройство для сборки покрышек пневматических шин | 1978 |
|
SU717851A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Устройство для сборки покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU823165A1 |
| Способ сборки велопокрышек | 1986 |
|
SU1507587A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Устройство для посадки бортовых колец к станку для сборки покрышек пневматических шин | 1979 |
|
SU750902A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU658002A1 |
1о УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАШЯ IIOKPMIJEK ПНЕВМАТИЧЕСКИХ ШИН,содержащее смонтированный на приводном валу основной сборочный барабан, заплечики дпя посадки бортовых колец с кольцевыми канавками,закрепленные на ползунах, установленных .с возможностью радиального перемещения во фг1анцах основного сборочного барабана, привод для перемещения ползунов в виде кольцевого пневмоцилиндра и вспомогательные сборочные барабаны, установленные по обоим торцам ^ основного сборочного барабана, отличающееся тем, что, с целью фиксации бортовых колец и обеспечения постоянного периметра сечения собираемой покрышки, оно снабжено замкнутыми эластичными кольцевыми камерами, наполненными рабочим агентом и установленными с возможностью пере- : катывания в кольцевых канавках запле-. чиков для посадки бортовых колеЦо2 о Устройство по По 1, о т л и ч а- ^ ю щ е е с я тем, что наружная поверх- S ность кольцевых канавок заплечиков для посадки бортовых- колец 'выполнена в виде усеченного конусао(Л
и t
| Барсков ДсМ,Машины и аппаратырезинового производствво Мо, "Химия",1975, Со364„Авторское свидетельство СССР № 252594, кло В 29 Н !7/1б, 1968о |
