Изобретение относится к области «отлостроения, а именио к изготовлеишо двухъярусных спиралей (змеевиков) теплообменников.
Известные способы изготовления спиралей предусматривают лишь получение цилиндрических спиралей, концент.рично входящих одна .в другую «авивкой заготовки длиной, равной длине развертки теплообменника, при этом навивку осуществляют or начала трубы к ее концу, сначала опирали меньшего диаметра, а затем непрерывной навивкой спирали большего диаметра «а спираль меньшего.
Целью изобретения является предусмотрение таких технологических приемов, которые позволили бы получить плоские спирали, расположенные в .параллельных плоскостях.
Это достигается тем, что вначале одну .половину трубы завивают в цилиндрическую спираль, диаметр которой больше максимального диаметра теплообменника, а затем полученную спираль навивают на оправку одновременно с навивкой на ту же оправку второй, йедеформированной половины трубы.
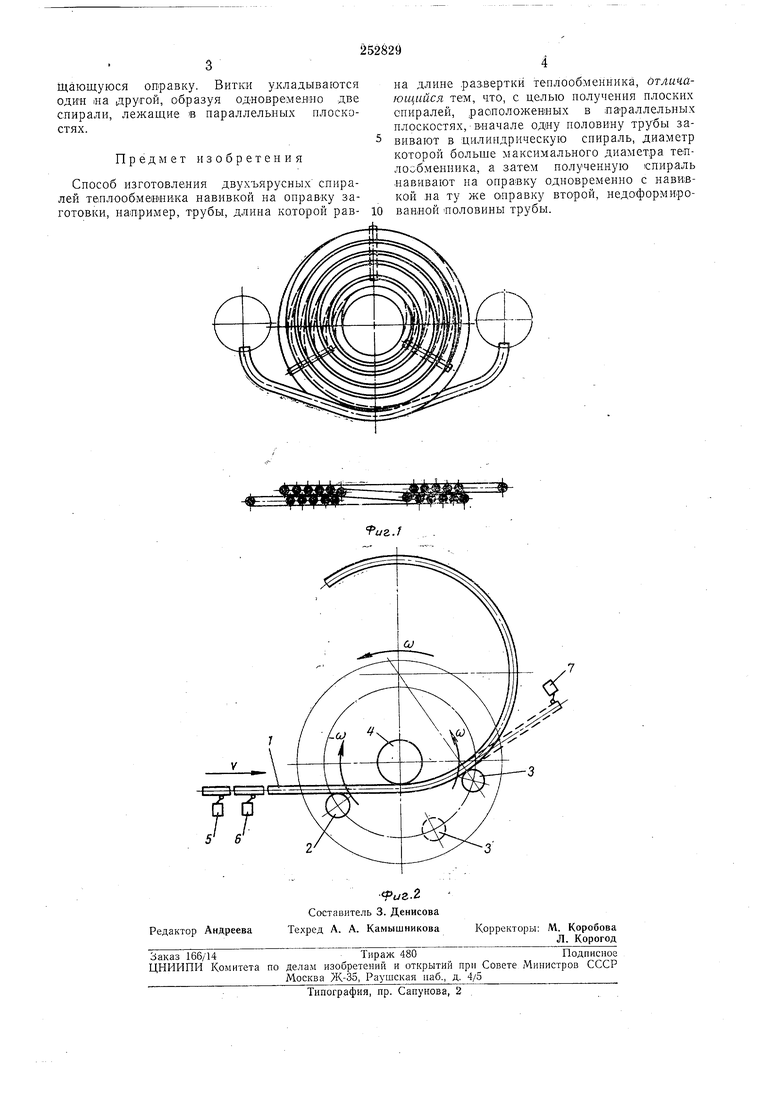
На фиг. 1 изображена готовая двухъярусная спираль теплообменника; па .фиг. 2 - схема изготовления указанной спирали.
Предложенный способ осуществляется следующим образом. Гибка трубы 1 в двухъярусную спираль производится роликами 2 и 3 на оправке 4.
Трубе } сообщается осевое перемещение до тех пор, пока один ее (левый на чертелсе) конец не сойдет с конечного выа лючателя 5, что соответствует выходу другого (правого) конца на заданную величину.
Затем включается привод вращения ролика 3, который в начальный момент находится в положении 3. Ролик 3 отгибает ;конец трубы на определенный угол, величина которого определяется положением конечного выключателя 6, нажатием на который отключается привод вращения ролика.
Поскольку подача трубы продолжается, правый конец ее свивается в цилиндрическую спираль. Диаметр этой спирали определяется углом загиба копца трубы, т. е. углОаМ поворота ролика 3 от исходного положения.
Предварительная гибка заканчивается (при проходе концом трубы конечного выключателя 7, который прекращает осевую пода.чу трубы. Это положение соответствует совпадению середины трубы с осью онравки.
После прекращения осевой подачи трубы включаются приводы вращения оправки 4 вокруг своей оси и ролика 3 вокруг оправки.
Ролик 3, вращаясь с угловой скоростью, вдвое больщей, чем угловая скорость оправки, навивает на оправку предварительно согнутую в цилиндрическую опираль половину трубы, а вторая половина трубы, наПра.вляемая роликом 2, наматывается на эту же вра
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1971 |
|
SU454957A1 |
| Станок для многослойной навивки спиралей | 1984 |
|
SU1199351A2 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Способ изготовления теплообменника | 1989 |
|
SU1648717A1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
