1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки деталей в спиральную форму, и может быть использовано в энергетическом и химичес. ком машиностроении для изготовления спиральных змеевиков теплообменных аппаратов.
Целью изобретения является снижение трудоемкости изготовления спиралей и повышение их качества.
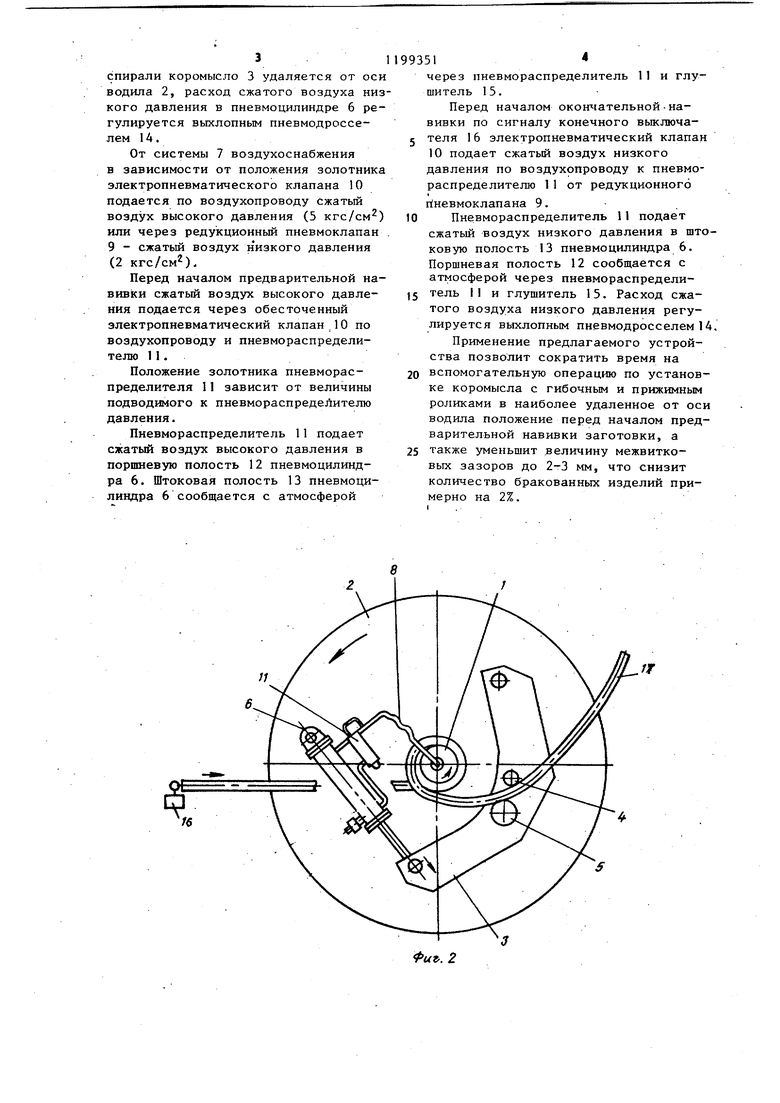
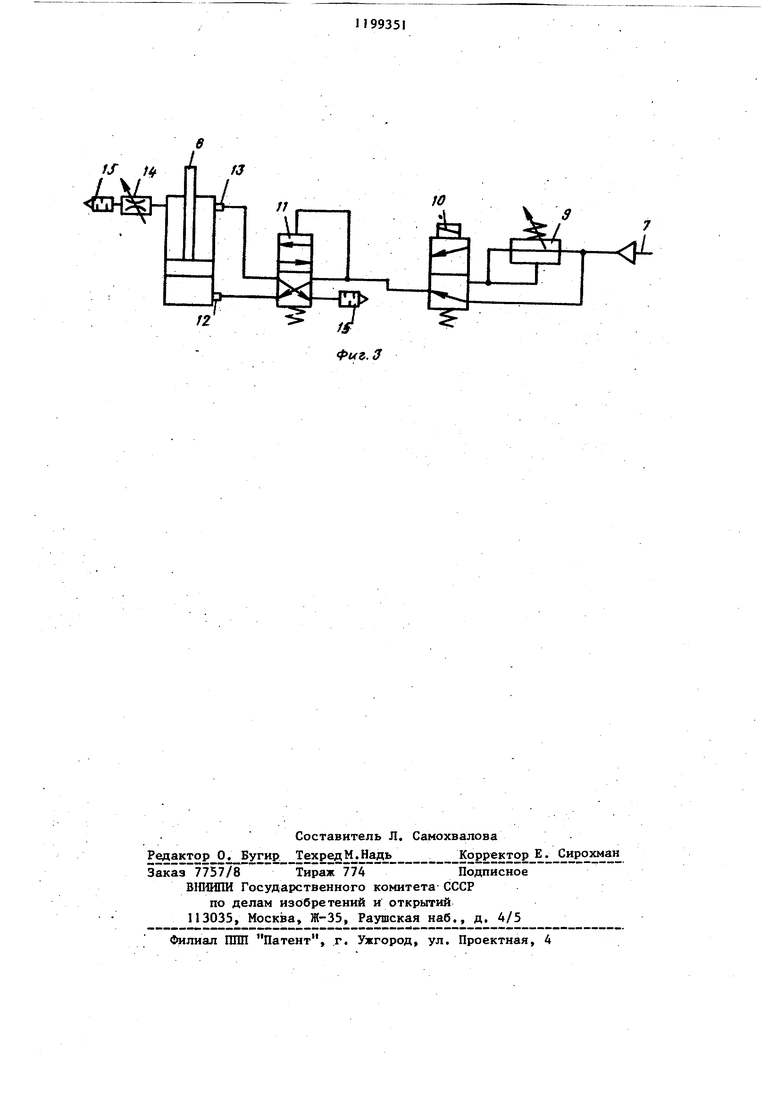
На фиг. 1 показан навивочный механизм станка при предварительной навивке заготовки; на фиг. 2 - то же, при окончательной навивке предварительно деформированной заготовки; на фиг. 3 - пневмосхема устройства.
Станок содержит установленный на станине навивочный механизм, выполненный в ввде вращающейся оправки 1, водила 2 с плоским коромыслом 3, содержащим прижимной 4 и гибочный 5 ролики. Коромысло 3 одним концом шарнирно закреплено на водиле 2, а другим концом связано с пневмоцилиндром 6, соединенным с источником 7 подачи сжатого воздуха эластичной, компенсирующей трубкой 8. Станок содержит систему изменения величины давления сжатого воздуха, выполненную в виде размещенных на станине редукционного пневмоклапана 9, электропневматического клапана 10 и пневмораспределителя 1I, соединенного с поршневой 12 и штоковой
13полостями пневмоцилиндра 6. При этом на выходе штоковой полости пневмоцилиндра 6 размещен пневмрдроссель
14и глушитель 15. Поршневая полость 12 и штоковая полость 13 сообщаются с атмосферой через пневмораспределитель 11 и глушитель 15. Станок снабжен -конечным выключателем 16, контактирующим с заготовкой 17.
Станок работает следукицим образом.
Сжатый воздух высокого давления поступает из воздухопровода, проходящего через полый вращающийся вал оправки 1, по эластичной компенсирующей трубке 8 в пневмораспредели.тель 11, подающий сжатый воздух высокого давления в поршневую полость 12 пневмоцилиндра 6,
Коромысло 3 с гибочньа4 5 и прижимным 4 роликами, закрепленное шарнирно на водиле 2, устанавливается пневмоцилиндром 6 в наиболее
9351 2
удаленное от оси водила 2 положение, соответствующее наибольшему диаметру предварительно навиваемой спирали.
5 После выхода заготовки I7 на заданную по длине величину включается механизм вращения водила 2 и заготовка 17 отгибается на заданный угол.
10 Затем водило 2 останавливается, и заготовка 17 подается между неподвижной оправкой 1 и гибочным роликом 5. Подача заготовки производится до совмещения середины
15 заготовки с осью оправки 1, в результате чего половина заготовки деформируется в предварительно навитую спираль.
По сигналу конечного выключателя 16, контактирующего с заготовкой 17, сжатьй воздух низкого давления поступает из воздухопровода, проходящего через полый вращающийся вал оправки I, по эластичной компенсирующей трубке 8 в пневмораспределитель 11, подающий сжатый воздух низкого давления в штоковую гГолость 13 пневмоцилиндра 6.
Коромысло 3 с гибочным 5 И прижимным 4 роликами устанавливается пневмоцилиндром 6 в наиболее приближенное к оси водила 2 положение, . соответствующее диаметру первого слоя навиваемой спирали.
Затем включается механизм вращения оправки 1 и водила 2, причем угловая скорость вращения водила вдвое больше угловой скорости вращения оправки.
На вращающуюся оправку 1 навивается недеформированная половина за -готовки 17,К одновременно в параллельной плоскости производится окончательная навивка другой, предварительно деформированной половины заготовки 17. Окончательная навивка спирали из деформированной половины заготовки производится посредством вращающегося вместе с водилом 2 коромысла 3 с гибочным 5 и прижимным 4 роликами.
Свободный конец коромысла, соединенный со штоком пневмоципиндра 6, удерживается сжатым воздухом низкого давления, подаваемым в штоковую полость 13 пневмоцилиндра 6.
Так как по мере увеличения количества витков и диаметра навиваемой
3 .
спирали коромысло 3 удаляется от оси водила 2, расход сжатого воздуха низкого давления в пневмоцилиндре 6 регулируется выхлопным пневмодросселем 14,
От системы 7 воздухоснабжения в зависимости от положения золотника электропневматического клапана 10 подается по воздухопроводу сжатый воздух высокого давления (5 кгс/см) или через редукционньй пневмоклапан 9 - сжатый воздух низкого давления (2 кгс/см)
Перед началом предварительной навивки сжатый воздух высокого давления подается через обесточенный электропневматический клапан ,10 по воздухопроводу и пневмораспределителю 11.
Положение золотника пневмораспределителя 11 зависит от величины подводимого к пневмораспредеЛителю давления.
Пневмораспределитель 11 подает сжатый воздух высокого давления в поршневую полость 12 пневмоцилиндра 6. Штоковая полость 13 пневмоцилиндра 6 сообщается с атмосферой
99351
через Пневмораспределитель 11 и глушитель 15.
Перед началом окон штельной навивки по сигналу конечного выключателя 16 электропневматический клапан 10 подает сжатый воздух низкого давления по воздухопроводу к пневмораспределителю 11 от редукционного
йневмоклапана 9.
10 Пневмораспределитель 11 подает
сжатый воздух низкого давления в штоковую полость 13 пневмоцилиндра 6. Поршневая полость 12 сообщается с атмосферой через пневмораспредели)5 тель И и глушитель 15. Расход сжатого воздуха низкого давления регулируется выхлопным пневмодросселем 14.
Применение предлагаемого устройства позволит сократить время на
20 вспомогательную операцию по установке коромысла с гибочным и прижимным роликами в наиболее удаленное от оси водила положение перед началом предварительной навивки заготовки, а
25 также уменьшит величину межвитковых зазоров до 2-3 мм, что снизит количество бракованных изделий примерно на 2%.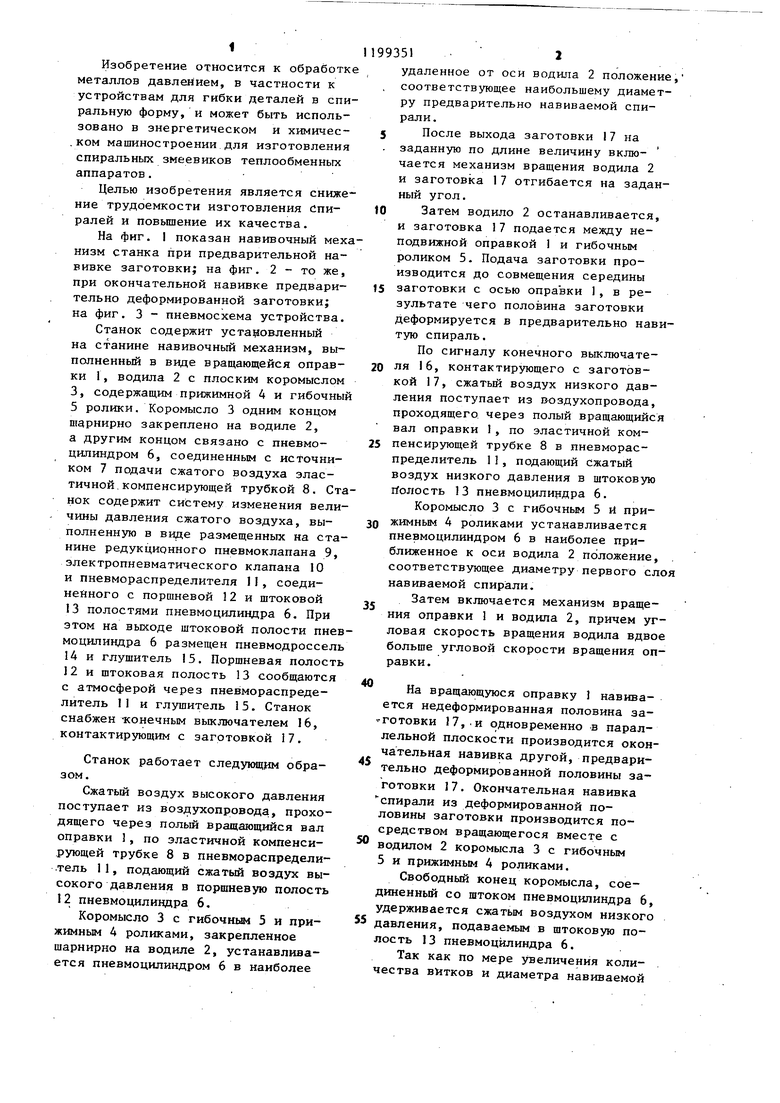
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| СПОСОБ ПРЕССОВАНИЯ И СИСТЕМА УПРАВЛЕНИЯ СИЛОВЫМ ПРИВОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2005 |
|
RU2346816C2 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПНЕВМОГИДРАВЛИЧЕСКИМ СИЛОВЫМ ПРИВОДОМ | 2005 |
|
RU2310564C2 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Подъемная лестница | 1983 |
|
SU1110738A1 |
| Пневматический подъемник | 1988 |
|
SU1631036A1 |
СТАНОК ДЛЯ МНОГОСЛОЙНОЙ НАВИВКИ СПИРАЖЙ по авт. ев . № 904837 отличающийся тем, что, с целыб снижения трудоемкости изготовления спиралей и повьшения их качества, он снабжен системой изменения величины давления сжатого воздуха, в пневмоцилиндре, выполненной в виде последовательно размещенных на станине и соединенных воздухопроводами с источником подачи сжатого воздуха редукционного пневмоклапана, электропневматического клапана и пневмораспределителя, сообщенного с поршневой и штоковой полостями пневмоцилиндра, а также пневмодросееля, установленного на выходе штоковой полости пневмоцилиндра, при этом система снабжена концевым выключателем, установленным с возможi ностью взаимодействия с заготовкой и (Л С связанньм с электропневматическим клапаном.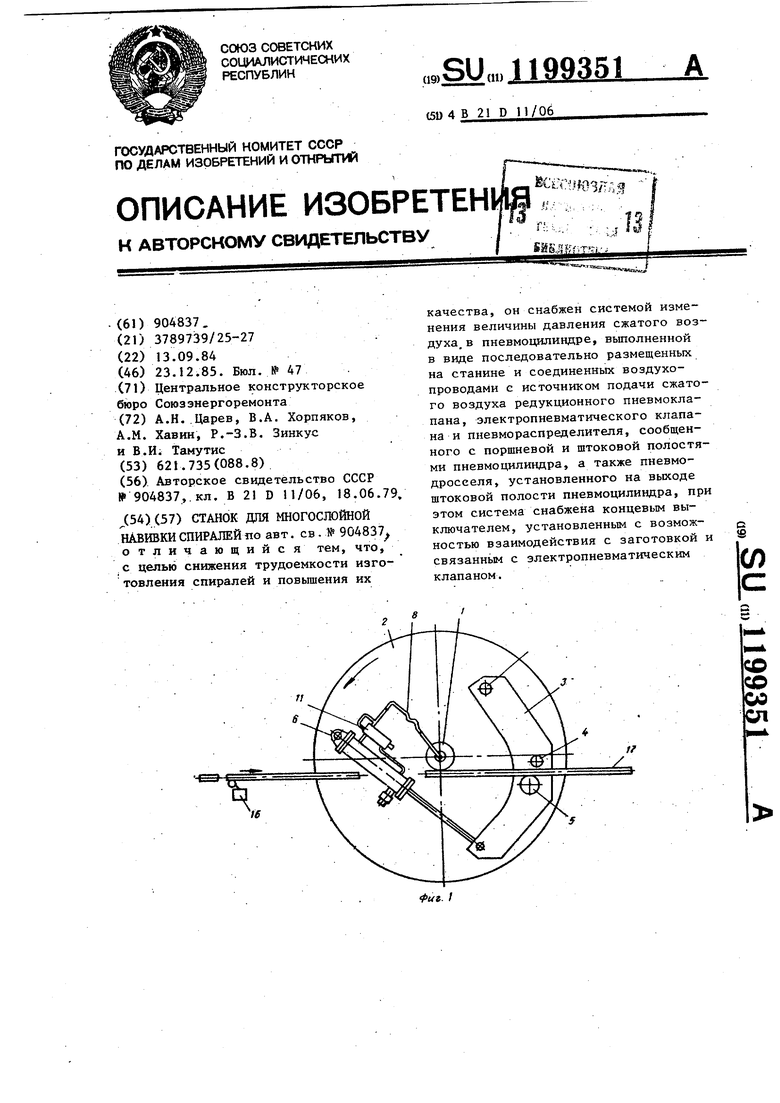
Фиг-. 2
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
