Из-вестен ставок для зачистки концов деталей типа металлических труб инструманто1М в виде :кардолент, содержащий питающий бункер, транспортирующий механизм, механизм чистки и .приемник обработанных деталей. Механизм чистки выполнен .из одной кардоленты с .приводом ее возвратно-лоступательного движания. Это снижает производительность, так как не обеспечивается одновременная обработка обоих концов .нескольких деталей.
Предложенный Статюк отличается от известното тем, что его механизм чистки выполнен из двух беоконечных кардолент с приводом от роликов и :под каждой из этих Кардолент смонтированы втулочно-роликовые .цени транспортирующего механизма, снабженные выступами для захвата обрабатываемых деталей, причем для перекатывания последних верхние ветви цепей установлены С наклоном к горизонту. Это повышает производительность за счет одновреме1нной обработки обоих концов нескольких деталей.
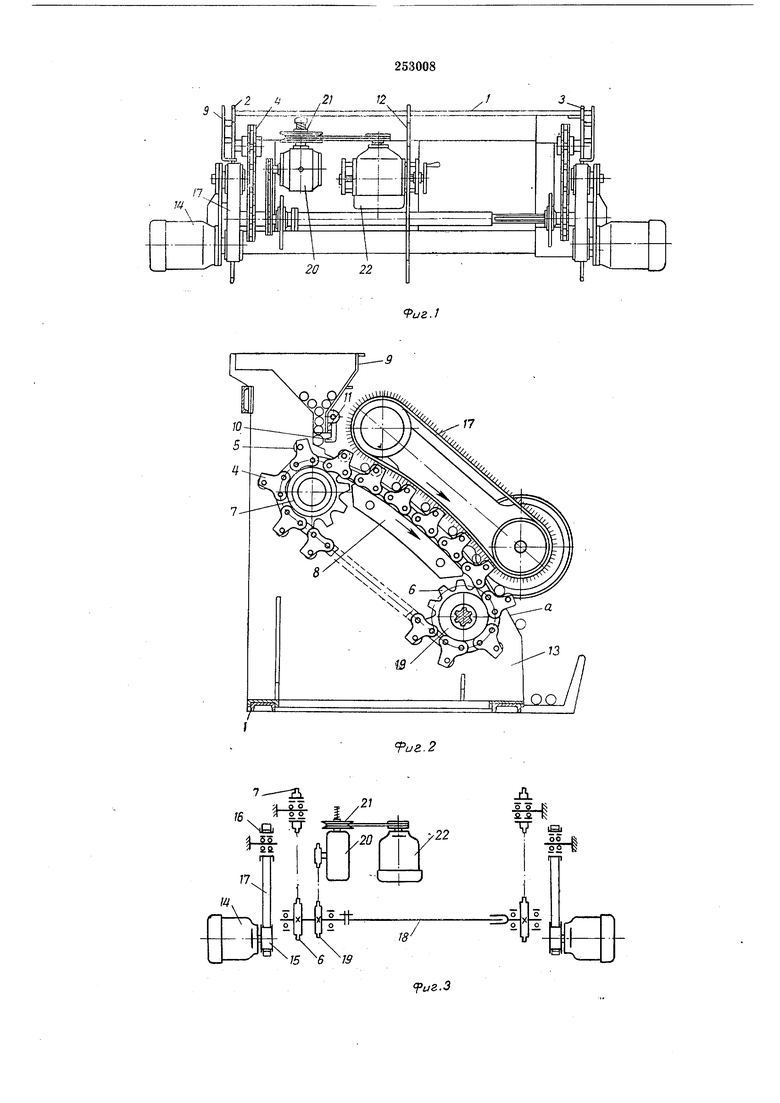
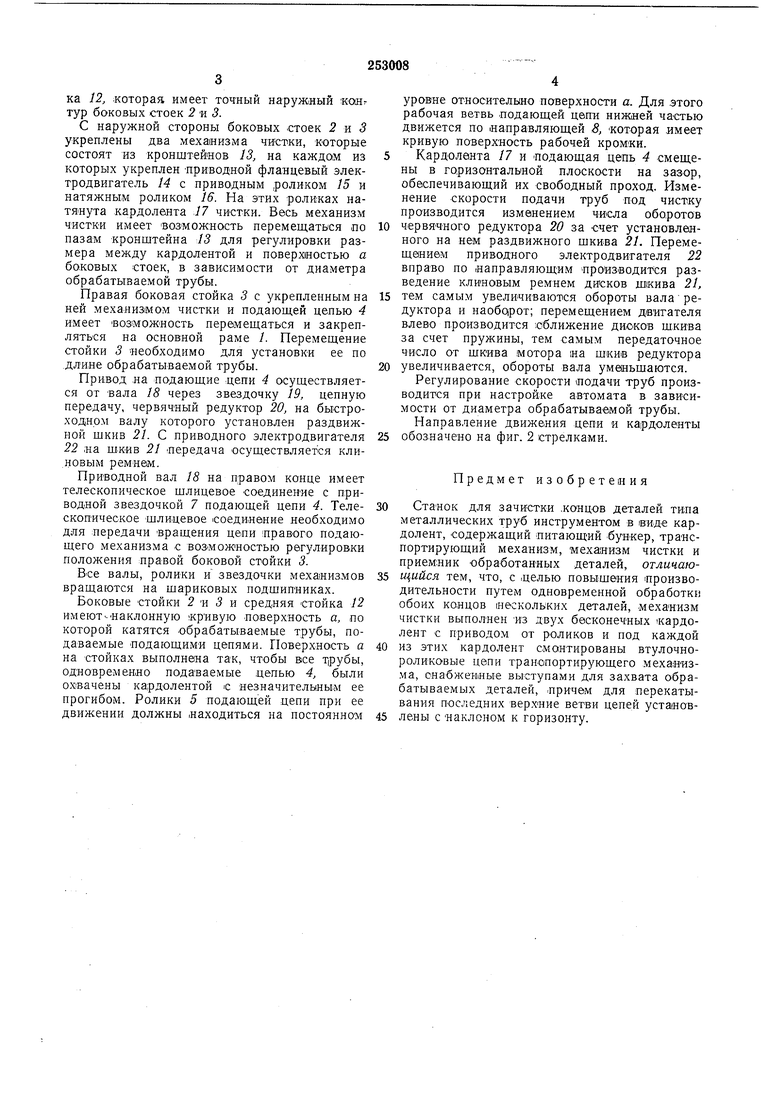
Па фиг. 1 изображен схематически описываемый станок; на фиг. 2 - то же, вид сбоку; на фит. 3 - кинематическая схема станка.
ник обработа нных деталей. Па внутренней стенке обеих стоек укреплен подающий jviexaнизм труб, состоящий из двух втулочно-роликовых цеией 4 с уширенными наружными пластинами, между которыми установлены свободно вращающиеся рояики 5.
Каждая щепь 4 натянута на ведущую 6 и ведомую 7 звездочки. Рабочая ветвь каждой цепи поддерживается направляющей 8, гсрикрепленной к Стойкам 2 и 3. Обе цепи подающего механизма, натянутые на звездочках, имеют собой согласованную параллельность по плоскости подачи обрабатываемой трубы, т. е. трубы обеими концами должны лежать параллельно горизонтальной плоскости, опираясь на ролики 5 цепи.
Загрузоч.ный бункер выполнен из двух щек 9, каждая из которых укреплена на боковых стойках 2 и -3. Па каждой щеке 9 смонтирован отсекатель 10 с пружиной //.
Отсекатели служат для удержания ;в бункере очередной подаваемой лод чистку трубы в ИСХОДНО.М положении, которая будет подана механизмом ПОдачи лод кардоленту механизма чистки. Щеки 9 имеют возможность перемещаться вперед для регулировки щели бункера по диаметру обрабатываемой трубы. При обработке труб значительной длины для предотвращения п|рогибания их ласередине ка 12, «оторая имеет точный наружный конг тур боковых стоек 2 и 3. С наружной стороны боковых стоек 2 и укреплены два механизма чистки, которые состоят из кронщтейнов 13, на каждом из 5 которых укреплен Приводной фланцевый электродвигатель 14 с приводным роликом 15 и натяжным роликом 16. На этих роликах натянута кардолента 77 чистки. Весь механизм чистки имеет возможность перемещаться по 10 пазам кронштейна 13 для регулировки размера между кардолентой и поверх1ностью а боковых стоек, в зависимости от диаметра обрабатываемой трубы. Правая боковая стойка 3 с укрепленным на 15 ней механизмом чистки и подающей цепью 4 имеет возможность перемещаться и закрепляться на основной раме /. Перемещение стойки 3 необходимо для установки ее по длине обрабатываемой трубы. Привод на подающие щепи 4 осуществляется от вала 18 через звездочку 19, цепную передачу, червячный редуктор 20, на быстроходном валу которого установлен раздвижной шкив 21. С приводного электродвигателя 25 22 ;на шкив 21 Передача осушествляется кли.новым ремнем. Приводной вал 18 на правом конце имеет телескопическое шлицевое соединение с приводной звездочкой 7 подающей цепи 4. Теле- 30 скопическое шлицевое Соединение необходимо для передачи вращения цепи нраВОго подающего механизма с воЗМожностью регулировки положения правой боковой стойки 3. ВСе валы, ролики и звездочки механизмов 35 вращаются на шариковых подшипниках. Боковые СТОЙКИ 2 и 5 и средняя Стойка 12 имеют -наклонную кривую поверхность а, по которой катятся обрабатываемые трубы, подаваемые подающими цепями. Поверхность а 40 на стойках выполнена так, чтобы все трубы, одновременно подаваемые цепью 4, были охвачены кардолентой с незначителыньш ее прогибом. Ролики 5 подающей цепи при ее движении должны .находиться на постоянном 45 20 уровне относителыно поверхности а. Для этого рабочая ветвь подающей цепи нижней частью движется по (Направляющей 8, которая .имеет кривую поверхность рабочей кромки. Кардолента 17 и подающая цепь 4 смещены в горизонтальной плоскости на зазор, обеспечивающий их свободный проход. Изменение скорости подачи труб под чистку производится изменением числа оборотов червячного редуктора 20 за счет установлеяного на нем раздвижного шкива 21. Перемещанием приводного электродвигателя 22 вправо по направляющим производится разведение клииовым ремнем дисков щкива 21, тем самым увеличиваются обороты вала редуктора и наобцрот; перемещением двигателя влево производится -сближение дисков щкива за счет пружины, тем самым передаточное число от щкива мотора иа шкив редуктора увеличивается, обороты вала уменьшаются. Регулирование скорости лодачи труб производится при настройке автомата в зависимости от диаметра обрабатываемой трубы. Направление движения цепи и кардоленты обозначено на фиг. 2 стрелками. Предмет изобретения Станок для зачИСтки .концов деталей типа металлических труб инструментом в виде кардолент, содержащий питающий бункер, транспортирующий механизм, чистки и прием.ник обработанных деталей, отличающийся тем, что, с .целью повыщекия производительности путем одновременной обработки обоих концов нескольких деталей, .механизм чистки выполнен из двух бесконечных кардолент с приводом от рОликов и под каждой из этих кардолент смонтированы втулочнороликовые цепи транспортирующего механ-изма, снабженные выступами для захвата обрабатываемых деталей, причем для перекатывания последних верхние ветви цепей установлены с наклоном к горизонту.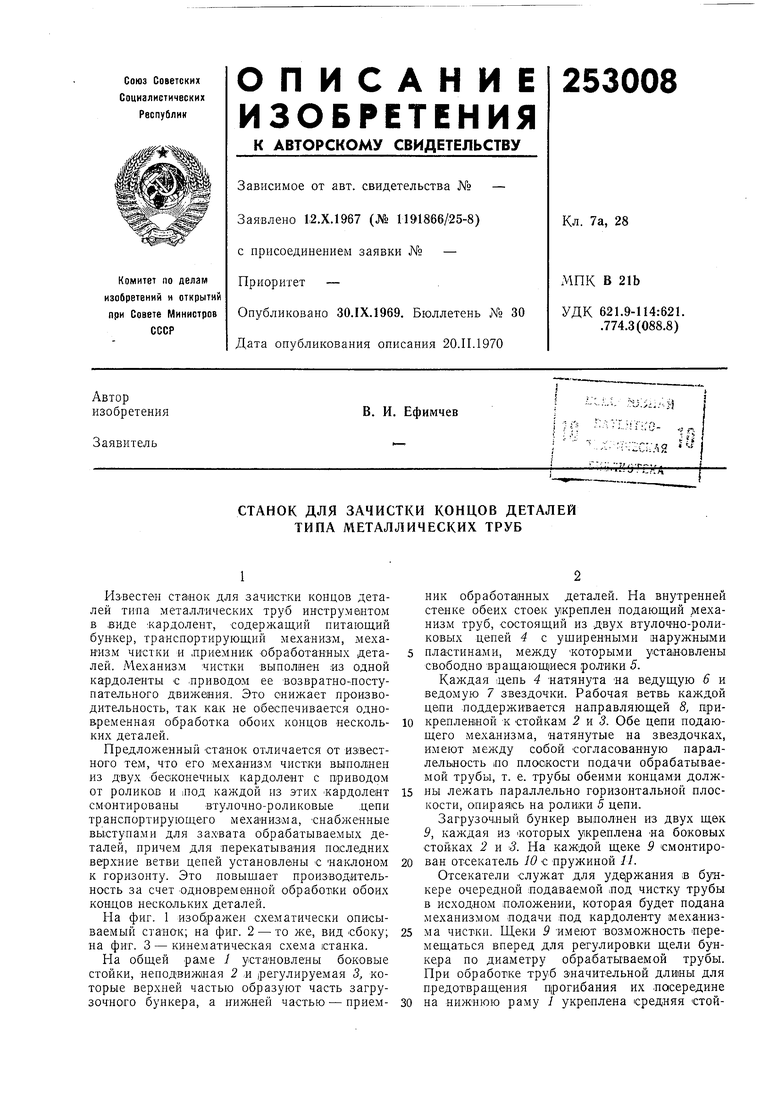
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ДУБЛИРОВАНИЯ ДЕТАЛЕЙ | 1971 |
|
SU307797A1 |
| Машина для посадки растений | 1986 |
|
SU1410887A1 |
| Устройство для резки прокладокдля пОдплЕчиКОВ из пОРиСТОгО MATE-РиАлА | 1977 |
|
SU827292A2 |
| Станок для изготовления срубовой крепи | 1974 |
|
SU1027404A1 |
| УСТРОЙСТВО для очистки ЧИСТИТЕЛЬНЫХ ВАЛИКОВ ПРЯДИЛЬНЫХ и им ПОДОБНЬ[Х МАШИН | 1970 |
|
SU267399A1 |
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2821798C1 |
| Устройство для отделки сетного полотна из синтетических волокон | 1984 |
|
SU1194926A1 |
| Устройство для срезания волосяного покрова с меховых шкур | 1982 |
|
SU1124040A1 |
| Питатель | 1980 |
|
SU908709A1 |
| ЛЕНТОЧНО-ПИЛЬНЫЙ СТАНОК | 1998 |
|
RU2139182C1 |