1
РТзобретение относится к устройствам для контактной сварки нространственных арматурпых каркасов, нреимущественно прямоугольного сечения.
Известно устройство для сварки пространственных каркасов, содержащее станнну, наружные и внутренние электроды, ппевмоцнлиндры их привода.
Однако это устройство не позволяет сварпBaib каркасы за одип цикл, производится вначале изготовление лесенок, а затсл соединение лесенок между собой посредством поперечных стержней.
Это снижает точность изготовления арматурного каркаса.
Целью изобретения является увеличенне производнтельностн сварки. Это достигается тем, что система впутреиних электродов выполнена в виде прямоугольного электродного блока, электроды которого расположены по его углам, а система наружных электродов выполнена к виде электродных планок, при этом нневмоцилнндры привода электродных систем стаиовлеиы взаимио перпендикулярно, закреплены в станине с возможностью перемещения вдоль своих осей и имеют два поршня, И1ТОКН которых устамовлеиы телескопически одип в другом, причем корпус каждого нилиндра иос1)едством полой пинолн связан с одиой парой электродной п прижимной
планок, ia нолом штоке одного из поршней, ироходящем через ииноль, закреплен внутренинй электродный блок, а гнток второго нориь ия, проходящий через полый щток первого
поршия, шарнирно связан со второй парой плапок, при этом впутренпнй электродный блок раеположен между двумя парами планок.
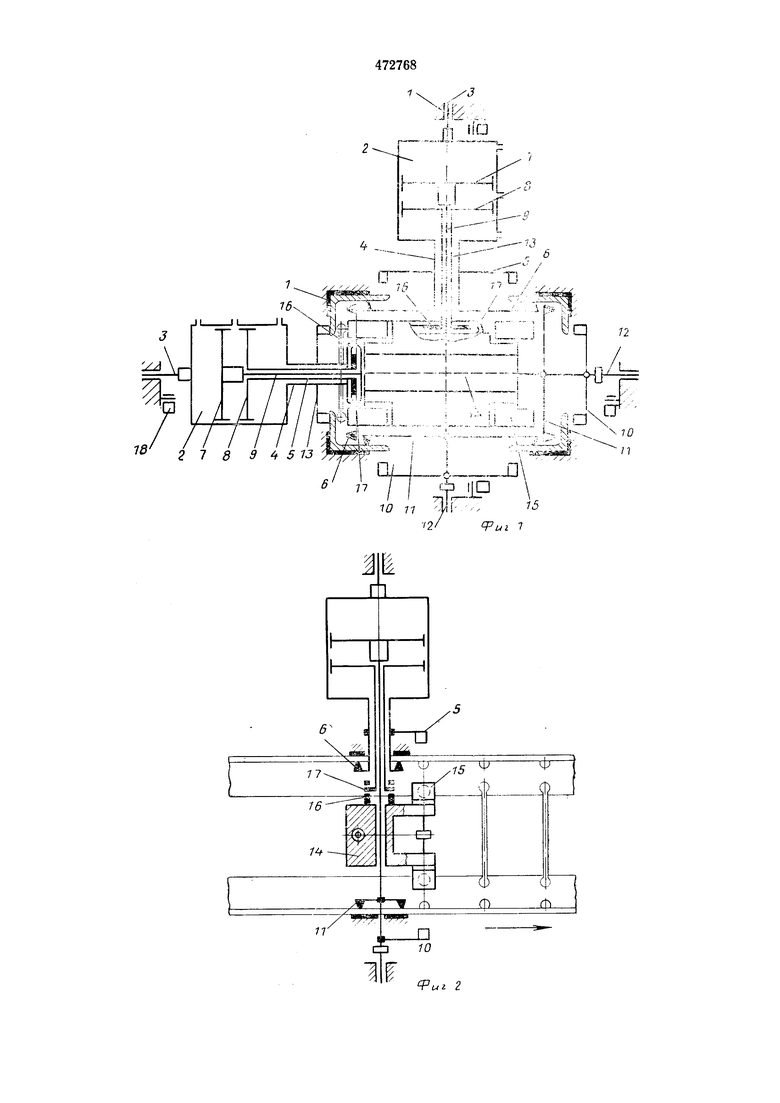
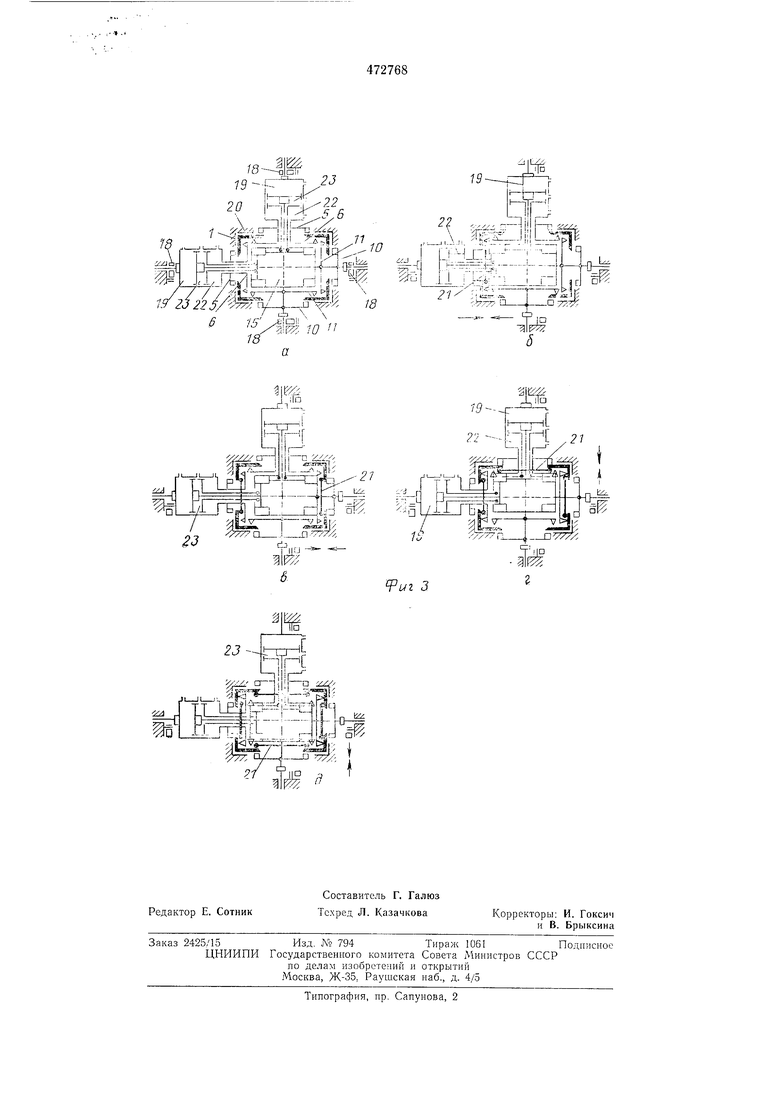
На фиг. 1 п 2 изображено предлагаемое устройство; на фиг. 3 - то же, в различных положениях.
Устройство состоит из станины 1 и приводных ц 1линдров 2 (например пневмоцилиндров) с си-стемамн электродов и прижимов
(фиг. 1, 2).
Пневмоцилнт1др 2 состоит из цапфы 3, входящей в отверстие етапипы 1, и пиноли 4, связанной с электродной качающейся планкой 5 н прижимиой планкой 6, и двух норнь
ней 7 и 8. Поршень 7 на продолжеппи штока 9 несет электродную качаюпдуюся нланку 10, прижимную планку 11 п иапфу 12, входящую в отверстие станины 1. Порщеиь 8 ири помощи иолого щтока 13 соединен с системой внутреииих электродов.
Система внхтреииих электродов выиолнеиа в виде ирямо гольиого электродного блока 14, электроды которого расположены по его углам. Электродный блок выполнен с отверCTHSMH для прохождения штоков 9 и 13 пиевмоцилиндров. Соединение блока внутренних электродов 15 с полым штоком 13 пневмоцилиндров 2 может быть выполнено в виде петJjeвыx кронштейнов 16, в назы которых входят понеречно развитые цанфы 17 штоков 13.
На станине 1 у отверстий нод цанфы 3 и 12 установлены откидные ограничители 18.
Внешние электроды нланок 5 и 10 соединены между собой и являются замыкаюш,нми, а электроды 15 блока 14 соединены между собой диагонально и подключены к трансформатору (устройство для иодачи и фиксации стержней иоперечной арматуры не ноказано).
Устройство работает следуюш,им образом.
Вначале проводится подготовка к рабочим операциям, заключаюн;аяся в фиксации рабочих органов (электродных 5, 10 нланок, ириисимных 6, И иланок и блока 14 внутренних электродов) в исходном положении (фиг. 3,а). Для этого вводят ограничители 1Ь нод упоры цанф 3 и 12 и подают сжатый воздух во внешние полости 19 нневмоцилиндров 2 (нри этом ограничивается разведение прижимных планок 6 и 11 настолько, чтобы обеспечить подачу в рабочую зону продольной уголковой арматуры 20). После заправки устройства уголковой арматурой 20 производят установку, например, вертикального левого стержня 21 поперечной арматуры (для обеспечения сварки стержни поперечной арматуры снабжены высаженными на концах головками), фиксацию его, например, нрул инными захватами, и отвод ограничителей 18 (предварительно внешние полости пневмоцилиндров соединяют с атмосферой).
Далее нодачей сжатого воздуха во внешнюю полость 19 вертикального нневмоцилиндра 2 закренляют уголковую арматуру 20 но базируюш,им поверхностям станины 1 при номош,и прижимных планок 6 и И, а подачей сжатого воздуха во внутреннюю полость 22 горизонтального нневмодилиндра 2 подводят электродную нланку 5 к вертикальным полкам уголков 20 н электродный блок 14 к головкам поперечного стержня 21, обжимая их (фиг. 3,6).
После включения трансформатора сваривают стержень 21 с вертикальными полками уголков 20. Затем устанавливают стержень 21 с правой стороны, подачей сжатого воздуха в промежуточную полость 23 горизонтального пневмоцилиндра 2 обжимают головки стержня 21 с полками уголков 20 между электродной планкой 10 и блоком внутренних электродов 14 и сваривают этот участок армокаркаса (фиг. 3,в).
По окончании сварки вертикальных участков подачей сжатого воздуха в полость 19 горизонтального пневмоцилиндра 2 закрепляют уголки 20 по вертикальным базируюш,им поверхностям станины 1 при помош,и прижимных планок 6 и И, полость 19 вертикального пневмоцилиндра 2 соединяют с атмосферой, устанавливают, например, верхний стержень поперечной арматуры 21, подают сжатый воздух в полость 22 вертикального пневмоцилиндра 2 и производят сварку (фиг. 3,г).
Затем устанавливают нижний горизонтальный стержень 21 поперечной арматуры, подают сжатый воздух в полость 23 вертикального пневмоцилипдра 2 и производят сварку замыкаюшего участка (фиг. 3,д).
По окончании сварки все полости пневмоцилиндров соединяют с атмосферой, армокаркас подают на шаг, и цикл повторяется.
5 Таким образом, предлагаемое устройство обеспечивает последовательную приварку стержней по контуру, нричем, если один пневмоцилиндр 2 обеспечивает обжатие элементов каркаса для сварки, то другой в это вре0 мя обеспечивает закрепление продольной арматуры 20 по базирующим поверхностям, фиксируя установочный размер но оси, вдоль которой производится соединение армокаркаса. Предлагаемое устройство позволяет также
5 обеспечить приварку одновременно двух стержней с каждой стороны армокаркаса, нрнчем стержни иеред иачалом сварки можно устанавливать одновременно по всему контуРУ0
Предмет изобретения
Устройство для сварки пространственных арматурных каркасов, преимушественно прямоугольного сечения, содержаш,ее станину, системы внутренних и внешних электродов, взаимодействующих с нневмоцилиидрами их привода, и зажимные планки для закрепления продольной арматуры, устанавливаемой на
0 базирующей поверхности, отличающееся тем, что, с целью увеличения производительности сварки, система внутренних электродов выполнена в виде прямоугольного электродного блока, электроды которого расположеиы
5 по его углам, а система наружных электродов выполнена в виде электродных нланок, при этом пневмопилиндры привода электродных систем установлены взаимно нернендикулярно, закреплен з1 к станине с возможностью перемещения вдоль своих осей и имеют по два поршня, штоки которых установлены телескопически один в другом, причем корпус каждого цилиндра посредством полой пинолн связан с одной парой электродной и прижимной плапок, на полом штоке одного из nopnjней, проходящем через пиноль, закреплен внутренний электродный блок, а шток второго поршня, проходящий через полый шток первого поршпя, шарнирно связан со второй парой планок, при этом внутренний электродный блок расположен между двумя парами планок.
If
Vui 2
w
a
-Trc
//y/ о ii||i-П Щ
p.l-s-Sl
.:;-ц7-4Гац
-it In
x.jj i-v5 ;f: -:;iJ ;bj :- i
kV-4--s
D pf
3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1970 |
|
SU275268A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| АРМООПАЛУБОЧНЫЙ БЛОК И СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 2016 |
|
RU2632592C1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU535992A1 |
| ПАНЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА И ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2364809C2 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ НЕСУЩИХ КОНСТРУКЦИЙ | 2015 |
|
RU2584989C1 |
| УЗЕЛ СТЫКОВКИ СТЕРЖНЕЙ АРМОКАРКАСА СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2016 |
|
RU2632075C1 |